端面切削循环指令G94
- 格式:ppt
- 大小:3.05 MB
- 文档页数:29
g94编程实例及解释
【编程实例及解释】
在编程领域,g94是一种G代码的编程指令,用于指定切削进给率和进给方向。
下面将给出一个编程实例并对其进行解释。
示例代码:
```
G94 G01 X100. Y50. F200.
```
解释:
上述示例代码中,g94表示切削进给率单位为每分钟进给。
G01表示线性插补
运动模式。
X100.表示在X轴方向上移动到坐标100。
Y50.表示在Y轴方向上移动
到坐标50。
F200.表示设定进给速度为200mm/min。
这段代码的作用是使刀具沿着X轴和Y轴以200mm/min的进给速度从当前位
置移动到坐标(100, 50)的位置。
值得注意的是,g94是制定进给率的指令之一,具体数值根据实际需求进行设定。
另外,进给率的单位可以根据不同的机床和切削条件进行调整。
总结:
g94是一种G代码指令,用于指定切削进给率单位为每分钟进给。
在编程实例中,我们展示了如何使用g94指令来控制刀具在XY平面上的线性插补运动。
通过
设定具体的坐标和进给速度,程序能够准确地控制刀具的运动路径和速度。
根据实际需求,我们可以根据这个编程模式来进行更复杂的切削操作。

数控g94端面循环编程实例
1 G94端面循环编程实例
G94端面循环是数控加工中常用的一种循环加工方式。
G94端面循
环常用于复杂部件的切削加工,节省了毛坯的切削次数,提高了加工
精度及效率。
本文就来讲解一下G94端面循环编程的实例,以供广大
朋友参考。
2 G94端面循环编程指令
G94端面循环编程可以使用G93/G94/G95/G96四种模式中的任一种。
具体而言,编程中需要先确认进给方向,或者说克服的偏移方向,然
后再对端面进行循环加工,其中G94/G95两种模式比较常用,下面就
以G94模式为例,详细讲解一下G94端面循环的编程过程。
3 G94端面循环示例实现
1. 首先,进行G00定位,把刀尖定位到端面的退刀点,并启动速
度模式G94,它就能够实现对端面的循环加工,然后对准端面进行weg
插补定位方式G19插补,然后使用G11指定裁剪深度。
2. 然后,就可以使用G04定时间停留,并使用G00反向抬刀定位,然后就可以使用G01正向进给定位,安装系统改变G94示数值,接着
使用G03逆时针圆弧插补进行加工,并且断面换深度,反复加工,在
最后一组加工完毕之后,将刀具抬刀,再使用G94查询定位把刀具抬
离毛坯,然后将循环加工完毕。
总之,G94端面编程循环是一种非常实用的编程及加工方式,它能够节省刀具换刀次数,减少加工次数,能够提高加工效率,使得加工精度得到提升。
本文仅从G94模式这么一个例子展示了G94端面循环编程的基本步骤,仅做参考,希望能够给大家带来帮助。
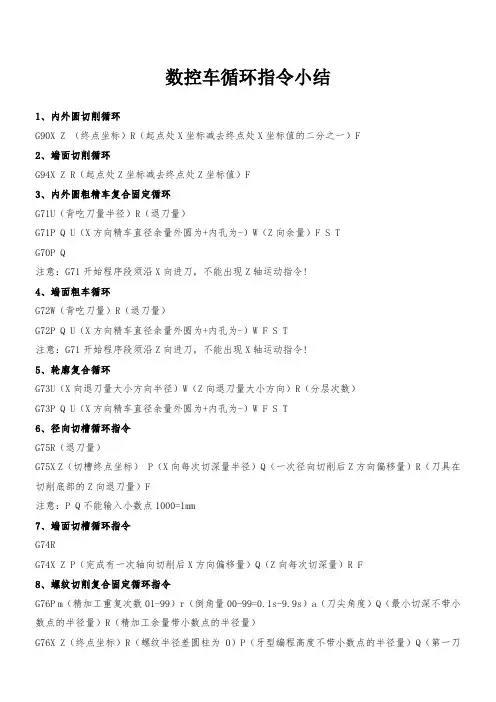
数控车循环指令小结1、内外圆切削循环G90X Z (终点坐标)R(起点处X坐标减去终点处X坐标值的二分之一)F2、端面切削循环G94X Z R(起点处Z坐标减去终点处Z坐标值)F3、内外圆粗精车复合固定循环G71U(背吃刀量半径)R(退刀量)G71P Q U(X方向精车直径余量外圆为+内孔为-)W(Z向余量)F S TG70P Q注意:G71开始程序段须沿X向进刀,不能出现Z轴运动指令!4、端面粗车循环G72W(背吃刀量)R(退刀量)G72P Q U(X方向精车直径余量外圆为+内孔为-)W F S T注意:G71开始程序段须沿Z向进刀,不能出现X轴运动指令!5、轮廓复合循环G73U(X向退刀量大小方向半径)W(Z向退刀量大小方向)R(分层次数)G73P Q U(X方向精车直径余量外圆为+内孔为-)W F S T6、径向切槽循环指令G75R(退刀量)G75X Z(切槽终点坐标)P(X向每次切深量半径)Q(一次径向切削后Z方向偏移量)R(刀具在切削底部的Z向退刀量)F注意:P Q不能输入小数点1000=1mm7、端面切槽循环指令G74RG74X Z P(完成有一次轴向切削后X方向偏移量)Q(Z向每次切深量)R F8、螺纹切削复合固定循环指令G76P m(精加工重复次数01-99)r(倒角量00-99=0.1s-9.9s)a(刀尖角度)Q(最小切深不带小数点的半径量)R(精加工余量带小数点的半径量)G76X Z(终点坐标)R(螺纹半径差圆柱为0)P(牙型编程高度不带小数点的半径量)Q(第一刀切削深度不带小数点的半径量)F(导程)注意:m r a由地址符P及后面各两位数字组成,每个数字中前置0不能省略!。

西安工程技术(技师)学院陕西省明德职业中等学校理论课教案任课教师:向成刚G94—单一固定形状循环加工端面及斜面新课讲授:若零件的径向尺寸较大,而轴向尺寸较小时的零件适于用G94循环来加工,本节课就来学习G94循环。
新课讲授:G94—单一固定形状循环加工端面及斜面1、端面切削循环指令G94指令格式:G94 X(U)_Z(W)_F_;说明:其中X、Z—绝对值编程时,为切削终点在工件坐标系下的坐标;增量编程时,为切削终点相对于循环起点的增量坐标值,用U 、W 表示,F—为进给速度。
本指令主要用于加工长径比较小的盘类工件,它的车削特点是利用刀具的端面切削刃作为主切削刃。
G94指令与G90指令的区别是G94先沿Z方向快速进刀,再车削工件端面,退刀光整外圆,再快速退回循环起点。
按刀具走刀方向,第一刀为G00方式快速进刀;第二刀切削工件端面;第三刀Z方向退刀光整工件外圆;第四刀按G00方式快速退刀回循环起点(如图所示)。
图G94的切削循环过程例编程加工如图中的端面。
图G94端面切削循环示例2、圆锥端面切削循环指令G94指令格式:G94 X(U)_Z(W)_R_F_;说明:其中X、Z —绝对值编程时,为切削终点在工件坐标系下的坐标;增量编程时,为切削终点相对于循环起点的增量坐标值,用U、W 表示;R—为端面起始点至终点在位移Z向的坐标增量,编程时切削起点坐标Z值大于终点坐标Z值,R为正,反之R为负,F—为进给速度。
本指令为圆锥端面切削循环指令,如图所示。
图G94的端锥面循环过程例5-7编程加工如图5-14中的锥面。
图G94的端锥面循环示例小结:加工类似本例这样顶锥角大于90°的圆锥零件时,应采用G94指令编程。
此时循环起点的X坐标应大于工件毛坯的直径。
本例将循环起点选在X86.0的位置,此时刀具的位置(起始位置)所对应锥面轮廓延长线上的Z坐标是Z-21.0,所以程序中的R=-11.0。
布置作业:自拟题。
补充内容:
数控车端面切削循环指令(G94)
指令格式: G94 X(U)_ Z(W)_ R_ F_
指令功能: 实现端面切削循环和带锥度的端面切削循环。
刀具从循环起点,按图3.23与图3.24所示走刀路线,最后返回到循环起点,图中虚线表示按R快速移动,实线按F指定的进给速度移动。
指令说明:
① X、Z表示端平面切削终点坐标值;
② U、W表示端面切削终点相对循环起点的坐标分量;
③ R 表示端面切削始点至切削终点位移在Z轴方向的坐标增量,端面切削循环时R为零,可省略;
④ F表示进给速度。
例题: 如图3.25所示,运用端面切削循环指令编程。
G94 X20 Z16 F30 A-B-C-D-A
Z13 A-E-F-D-A
Z10 A-G-H-D-A
例题: 如图3.26所示,运用带锥度端面切削循环指令编程。
G94 X20 Z34 R-4 F30 A-B-C-D-A
Z32 A-E-F-D-A
Z29 A-G-H-D-A
刀具长度补偿G43、G44、G49指令。
《运用G94代码编程车沟槽》
(包括:教师活动、学生活动。
体现教、学、做结合,理论与实践一体化等教学环节的设计)
一、新课导入
1.使用if,编写程序,实现以下功能:
从键盘获取用户名、密码
如果用户名和密码都正确(预先设定一个用户名和密码),那么就显示“欢迎进入xxx的世界”,否则提示密码或者用户名错误
2.使用while,完成以下图形的输出
*
* *
* * *
* * * *
* * * * *
* * * *
* * *
* *
*
3.北京公交地铁新票价确定
据北京市发改委网站消息称,北京市将从2015年12月28起实施公共交通新票价:地铁6公里(含)内3元,公交车10公里(含)内2元,使用市政交通一卡通刷卡乘公交车普通卡5折,学生卡2.5折。
具体实施方案如下:
一、城市公共电汽车价格调整为:10公里(含)内2元,10公里以上部分,每增加1元可乘坐5公里。
使用市政交通一卡通刷卡乘坐城市公共电汽车,市域内路段给予普通卡5折,学生卡2.5折优惠;市域外
处理霞石时,由于同时提取了其中的氧化铝、碳酸钾,碳酸钠.并且利用残渣生产了水泥,这样一来,烧结法的经济效果甚至可以高于处理优质铝土矿的拜耳法。
第二节烧结法的基本流程
烧结过程是其中关键环节。
物料在生料浆中应细磨到在170#筛上的践留量小于16%,并且充分混合。
为了保证在熟料中生成预期的化合物,应该严格控制生料浆中各种氧化物的配合比例。
除了严格控制各种物料的入磨数量外,还设置了调整生料浆成分的专门过程。
平端面为什么用G94指令而不用G72?
首先。
我们看下两个指令的格式及用法
G94格式:
执行G94之后,刀尖移动的轨迹是矩形或梯形(4条边),2条边是快速移动,另外2条边是G01的速度(切削加工)。
箭头所指的方向为刀尖移动的方向,对角点的坐标为G94后面的X、Z坐标。
用法:G94指令用于在零件的垂直端面或锥形端面上毛坯余量较大或直接从棒料车削零件时进行精车前的粗车,以去除大部分毛坯余量。
G72格式:
G00 X_Z_;
G72W(△d)R(e);
G72P(NS)U(△u)W(△w)F_S_T_;
N(NS).......;
......
N(NF)......;
指令意义:z方向进刀,进行端面粗车。
W(△d):粗车时Z轴方向单次的切入深度,单位:mm。
R(e):粗车时Z轴方向单次的退刀量,单位:mm
P(NS):精加工路线的第一个程序段号
Q(NF):精加工路线的最后一个程序号。
U(Δu):X轴方向精加工余量,直径值,单位:mm。
W(Δw):Z轴方向精加工余量,单位:mm。
F:切削进给速度,单位:mm/min
S:主轴的转速
T:刀具、刀偏号。
用法:Z向余量较小,X向余量大的工件的粗加工。
为什么平端面用G94的更多些呢?
如果端面只需要平1~2刀,用G94编程简单很多。
如果余量很大,用G72需要平端面的专用刀具,如果是在数控比赛中遇到这种情况,
为了提高效率,一般不愿意另外装刀具。
余量大的时候,直接用
G71,用现有的外圆刀车端面也很不错的。
所以G94用的就比较多。