宏达4工位安装图
- 格式:pdf
- 大小:5.14 MB
- 文档页数:41

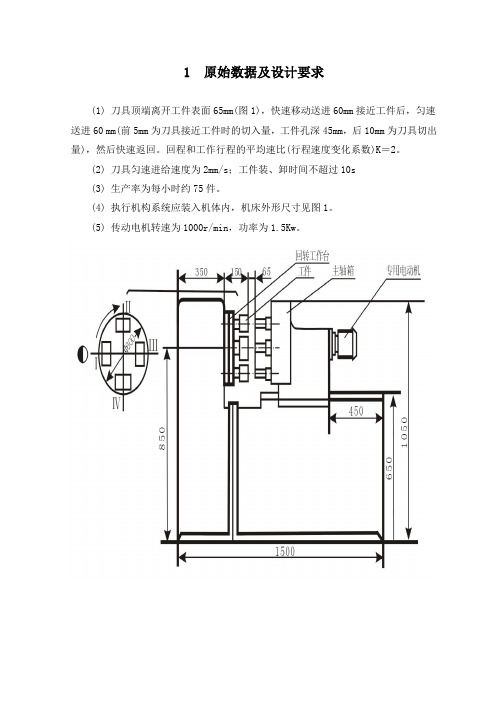
1 原始数据及设计要求(1) 刀具顶端离开工件表面65mm(图1),快速移动送进60mm接近工件后,匀速送进60 mm(前5mm为刀具接近工件时的切入量,工件孔深45mm,后10mm为刀具切出量),然后快速返回。
回程和工作行程的平均速比(行程速度变化系数)K=2。
(2) 刀具匀速进给速度为2mm/s;工件装、卸时间不超过10s(3) 生产率为每小时约75件。
(4) 执行机构系统应装入机体内,机床外形尺寸见图1。
(5) 传动电机转速为1000r/min,功率为1.5Kw。
2 工艺动作分解及机械运动循环圈2.1 工艺动作分解本四工位专用机床主要有两个执行构件——回转工作台和主轴箱。
回转工作台作间歇转动,主轴箱作来回移动。
由生产率可求出一个运动循环所需时间:刀具匀速送进60mm所需时间t30s匀,刀具其余移动内(包括快速送进60mm,快速返回120mm)共需18s。
回转工作台截止时间为36s,因此足够工件的装、卸所需时间。
2.2机械运动循环圈其机械运动循环情况如表所示。
表机械运动循环情况3机构选型和机械运动方案的确定3.1 机构选型四工位专用机床的主轮箱往复移动机构和回传工作台间歇运动机构可由下表所列来选择。
表四工位专用机床机构的选择情况3.2 机械运动方案的确定根据表所列的机构形态矩阵,可以组合成的四工位专用机床的机械运动方案有12种。
不完全齿轮机构冲击性大,容易引起振动;凸轮式间歇运动机构不易定位,需要单独设计都能够为机构;槽轮机构结构简单,又实现了工作台的回转定位,其冲击性相对较小,所以工作台的回转机构采用槽轮机构。
另外,由于两个执行机构之间有严格的运动关系,并且机床主轴箱有确定的运动规律,所以主轴箱往复移动机构选用圆柱凸轮机构,容易保证主轴箱的运动规律。
4 机械传动系统速比和变速机构[11]主驱动电机功率为1.5KW 、转速为1000r /min 。
由生产率要求,主轴箱移动机构和回转工作台间歇运动机构的主动件转速为1.25r /min 。

四工位专用机床设计一、工作原理及工艺动作四工位专用机床的工作台有Ⅰ、Ⅱ、Ⅲ、Ⅳ四个工作位置(图1),工位Ⅰ是装卸工件,Ⅱ是钻孔,Ⅲ是扩孔,Ⅳ是铰孔。
主轴箱上装有三把刀具,对应于工位Ⅱ的位置装钻头,Ⅲ的位置装扩孔钻,Ⅳ的位置装铰刀。
刀具由专用电机带动绕其自身的轴线转动。
主轴箱每向左移动送进一次,在四个工位上分别完成相应的装卸工件、钻孔、扩孔、铰孔工作。
当主轴箱右移(退回)到刀具离开工件后,工作台回转90º,然后主轴箱再次左移,这时,对其中每一个工件来说,它进入了下一个工位的加工,依次循环四次,一个工件就完成装、钻、扩、铰、卸等工序。
由于主轴箱往复一次,在四个工位上同时进行工作,所以每次就有一个工件完成上述全部工序。
因此,四工位专用机床的执行动作有两个:一是回转台的间歇转动,二是主轴箱的刀具转动和移动。
二、原始数据及设计要求(1) 刀具顶端离开工件表面65mm(图1),快速移动送进60mm接近工件后,匀速送进60 mm(前5mm为刀具接近工件时的切入量,工件孔深45mm,后10mm为刀具切出量),然后快速返回。
回程和工作行程的平均速比(行程速度变化系数)K=2。
(2) 刀具匀速进给速度为2mm/s;工件装、卸时间不超过10s(3) 生产率为每小时约75件。
(4) 执行机构系统应装入机体内,机床外形尺寸见图1。
图1 专用机床外形及尺寸三、方案设计提示(1)回转台的间歇转动可以采用棘轮机构、槽轮机构、凸轮式间歇运动、不完全齿轮机构等,此外,还可采用某些组合机构。
(2)主轴箱的刀具往复移动,可以采用平面连杆机构、圆柱凸轮机构、移动从动件盘形凸轮机构、凸轮—连杆组合机构等。
(3)回转台的间歇转动和主轴箱的刀具往复移动,两套机构均由一个电机带动,故工作台转位机构和主轴箱往复运动机构按动作时间顺序分支并列,组合成一个机构系统。
(4)由生产率可以求出一个运动循环所需的时间T=3600/75 = 48 s,刀具匀=60/2=30 s,刀具其余移动时间共需18 s,回速送进60 mm所需时间vt1转工作台静止时间为36 s,因此足够工件装卸的时间。


西京学院本科毕业设计(论文) 题目:数控车床电动刀架PLC控制的设计教学单位:机电工程系专业:机械设计制造及其自动化学号: 0811050502姓名:吴启龙指导教师:徐开良2012年5月摘要数控车床今后将向中高当发展,经济型数控刀架配套,采用电动刀架,预计近年来对数控刀架需求量将大大增加。
数控刀架的发展趋势是:随着数控车床的发展,数控刀架开始向快速换刀和伺服驱动方向发展。
本部分主要对常州宏达公司生产的LD4B电动刀架四工位立式电动刀架的PLC车床控制设计,并对电动刀架的电路设计,从刀架的结构和工作原理深刻分析,着重研究了数控机床刀架的机械结构以及电气控制原理,PLC控制,霍尔元件的原理机应用。
回转刀架的换刀动作分为刀盘抬起、刀盘转位和刀架锁紧三个动作,刀盘转位则由普通三相异步电动机来驱动。
刀盘转位动作的实现经以下步骤:数控系统发出刀盘转位的命令→三相异步电动机启动→涡轮蜗杆转动→刀架主轴转动→实现刀盘转位。
关键词:经济型数控车床;车床刀架;PLC控制电动刀架AbstractNumerical control lathe, will in the future high when to development, economic l, in recent years on the nc tool is expected to demand will increase greatly. Nc tool is the development trend of: along with the development of the CNC lathe, CNC tool began to change cutters quickly and servo drive direction. The main part of changzhou HTC company produces the LD4B electric tool 4 Labour vertical electric tool PLC lathe control design, and the electric tool circuit design, tool from the structure and working principle of profound analysis, this paper studies the numerical control machine tool and mechanical structure of the electric control principle, PLC control, the principle of the hall element machine applications.Rotary tool for knife actions are divided into the knife dish up the, the knife dish inversion and tool carrier lock three movements, the knife dish inversion is by ordinary three-phase asynchronous motor to drive. The knife dish inversion of the following steps to achieve the action: the numerical control system knife dish out the command of the inversion three-phase asynchronous motor starting rotation axis rotation worm turbine enough to realize the knife dish inversion.Keywords: economic numerical control lathe, Lathe tool; PLC control electric tool1 绪论1.1课题的研究背景梳子程序控制机床一般简称为数控机床。
设计题目:四工位专用机床的运动方案设计1.机器的功能和设计要求四工位专用机床是在四个工位上分别完成相应的装卸工件、钻孔、扩孔、铰孔工作。
如图12.1所示,图12.1四工位专用机床工作示意图它的执行机构有两个:一是装有四工位工件的回转工作台,二是装有由专用电机带动的三把专用刀具的主轴箱。
主轴箱每向左移动送进一次,在四个工位上分别完成相应的装卸工件、钻孔、扩孔、铰孔工作。
当主轴箱右移(退回)到刀具离开工件后,工作台回转90 ,然后主轴箱再次左移。
很明显,对某一个工件来说要在四次循环后完成装、钻、扩、铰、卸等工序。
但对专户门机床来说,一个循环就有一个工件完成上述全部工序。
此四工位专用机床的设计要求和参数有:(1)刀具顶端离开工作表面65mm,快速移动送进60mm后,再匀速送进60mm(包括5mm刀具切入量、45mm工件空深、10mm刀具切出量),然后快速返回。
回程和工作行程的平均速比k=2;(2)刀具匀速进位速度为2mm/s;工件装卸时间不超过10s;(3)生产率为每小时约75件;(4)执行机构能装入机体内。
2.工艺动作分解和机械运动循环圈本四工位专用机床主要有两个执行构件——回转工作台和主轴箱。
回转工作台作间歇转动,主轴箱作来回移动。
有生产率可求出一个运动循环所需时间,刀具其余移动内(包括快速送进60mm,快速刀具匀速送进60mm所需时间t30s匀返回120mm)共需18s。
回转工作台截止时间为36s,因此足够工件的装、卸所需时间。
其机械运动循环情况如表12.2所示。
表12.2 机械运动循环情况3.机构选型和机械运动方案的评定四工位专用机床的主轮箱往复移动机构和回传工作台间歇运动机构可由表12.3所列来选择。
表12.3 四工位专用机床机构的选择情况根据表12.3所列的机构形态矩阵,可以组合成的四工位专用机床的机械运动方案有12种。
我们可以按给定条件、各机构的相容性、结构尽量简单等,可以选择方案。
也可以通过评价方法来进行评价选优。
第一步:对正定位销,安装定位盘
第二步:安装螺丝固定
第三步,先安装
这头的轴承
第四步:把轴承
放进轴上
第六步:把另一个轴承放到刀架底座的孔内
第八步:安装发兰盘
第九步:拧紧
四螺丝
第十步:对准里面的轴承孔,放
进涡杆
第十一步:用铝套垫着敲打轴承,使涡杆敲进底部
第十三步:放进涡轮
第十四步:齿一定要对好
第十五步:对准键槽位,安装丝杆
位置要
对准
第十六步:安装键
第十七步:键一定要敲到底部
第十八步:
轴承内要加
小量黄油
第十九步:对准
销孔安装中心轴
第二十步:安装拧紧三螺丝
第二十一步:信号线从中心轴的孔中穿进去
翻转方刀台
第二十三步:对准销孔位安装方刀台螺母
安装位置要到位
第二十四步:安装定位盘
第二十六步:拆下两螺丝
第二十八
步:确定
定位销的
位置
第二十九步:涂上少量的黄油,防止定位销掉下来
第三十步:把方刀台放在丝杆上,并旋转到丝杆底部
顺时针旋转
第三十一步:用手转动涡杆,使方刀台落下贴着刀架底座
第三十四步:把固定盘用力往下压
第三十五步:取出两螺丝
装螺母
第四十步:把螺母敲紧,使其中一个孔跟下边的螺丝孔对准
第四十一步:在对准的孔内安装一螺丝
第四十二步:安装完以后,用内六角板手转动涡杆,检查刀架正转和反转是否正常
第四十三步:检查确认没问题后,把方刀台转回正常位置并锁紧
第四十四步:可以把螺母安装上并拧紧
第四十五步:安装信号盘轴套
第四十六步:安装信
号盘
第四十七步:
安装螺母
第四十八步:安装磁钢定位盘
第四十九步:安装并拧紧三螺丝
第五十二步:安装拧
紧四螺丝
把刀架翻过来
第五十三步:用电机座压着轴承把轴承往下敲紧
第五十四步:把电机座取下,安装键
螺丝
第五十八步:安装电机
第五十九步:安装底下的两螺丝
第六十步:电源线
穿过电机防护罩
的孔
第六十一步:正
确安装电源线
第六十二步:安装电源线防护盖
第六十三步:安装电机防护罩
第六十四步:
安装并拧紧安装完成。