千分尺检定记录表
- 格式:doc
- 大小:88.50 KB
- 文档页数:1
千分尺检定报告摘要本文介绍了千分尺检定报告的编写步骤。
千分尺是一种被广泛应用于精密测量的工具,准确度的检定对于保证测量结果的可靠性至关重要。
本文将从准备工作、检定步骤和报告编写方面进行详细介绍。
1. 准备工作在开始进行千分尺的检定之前,需要准备一些基本工具和设备。
这些工具包括:•校准块:用于校准千分尺的零点和量程;•清洁剂和软布:用于清洁千分尺表面;•精密测量工具:如千分尺校准工具、镜片等;•记录表格:用于记录检定结果。
2. 检定步骤千分尺的检定主要包括以下几个步骤:步骤1:准备工作首先,将千分尺和校准块放置在平整的工作台上。
确保千分尺表面干净无尘。
步骤2:校准零点使用校准块,将千分尺的游标移动到校准零点位置。
校准零点是千分尺的基准位置,确保测量准确度。
步骤3:校准量程使用校准块,将千分尺的游标移动到校准量程位置。
校准量程是千分尺能够测量的最大范围。
步骤4:检定准确度使用精密测量工具,如千分尺校准工具和镜片,对千分尺进行准确度的检定。
通过对比千分尺的测量结果和精密测量工具的读数,判断千分尺的准确度是否达标。
步骤5:记录检定结果将检定结果记录在预先准备的记录表格中。
包括千分尺的零点和量程校准结果,并标注准确度检定的结果。
3. 报告编写完成千分尺的检定后,需要编写检定报告。
报告的内容应包括以下几个方面:•检定日期和地点;•千分尺型号和序列号;•检定所使用的校准块和精密测量工具;•零点和量程校准结果;•准确度检定结果。
报告应以清晰简洁的语言描述检定过程和结果,确保读者能够理解。
同时,报告应具备可追溯性,包括检定所使用的工具和设备的准确度证明等信息。
结论千分尺的准确度检定对于保证精密测量的可靠性至关重要。
通过按照准备工作、检定步骤和报告编写的步骤,可以确保千分尺的准确度得到正确评估,并生成一份完整的检定报告。
这些报告对于日后对千分尺的使用和维护都具有重要的参考价值。
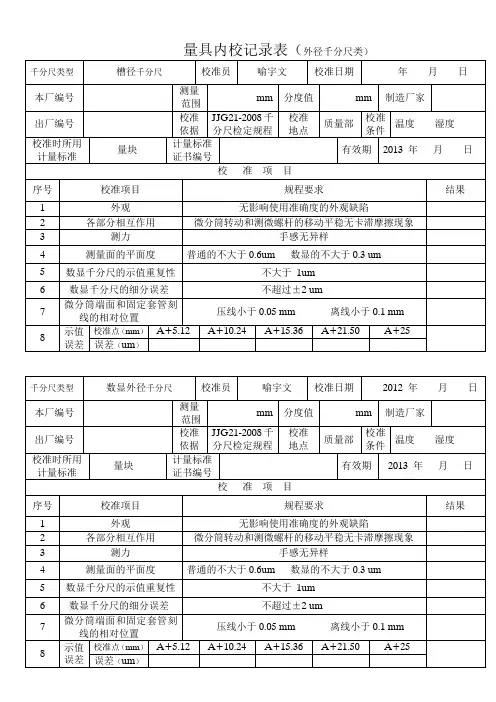
量具内校记录表(外径千分尺类)千分尺类型槽径千分尺校准员喻宇文校准日期年月日本厂编号测量范围mm 分度值mm 制造厂家出厂编号校准依据JJG21-2008千分尺检定规程校准地点质量部校准条件温度湿度校准时所用计量标准量块计量标准证书编号有效期2013 年月日校准项目序号校准项目规程要求结果1 外观无影响使用准确度的外观缺陷2 各部分相互作用微分筒转动和测微螺杆的移动平稳无卡滞摩擦现象3 测力手感无异样4 测量面的平面度普通的不大于0.6um 数显的不大于0.3 um5 数显千分尺的示值重复性不大于1um6 数显千分尺的细分误差不超过±2 um7 微分筒端面和固定套管刻线的相对位置压线小于0.05 mm 离线小于0.1 mm8 示值误差校准点(mm)A+5.12 A+10.24 A+15.36 A+21.50 A+25 误差(um)千分尺类型数显外径千分尺校准员喻宇文校准日期2012 年月日本厂编号测量范围mm 分度值mm 制造厂家出厂编号校准依据JJG21-2008千分尺检定规程校准地点质量部校准条件温度湿度校准时所用计量标准量块计量标准证书编号有效期2013 年月日校准项目序号校准项目规程要求结果1 外观无影响使用准确度的外观缺陷2 各部分相互作用微分筒转动和测微螺杆的移动平稳无卡滞摩擦现象3 测力手感无异样4 测量面的平面度普通的不大于0.6um 数显的不大于0.3 um5 数显千分尺的示值重复性不大于1um6 数显千分尺的细分误差不超过±2 um7 微分筒端面和固定套管刻线的相对位置压线小于0.05 mm 离线小于0.1 mm8 示值误差校准点(mm)A+5.12 A+10.24 A+15.36 A+21.50 A+25 误差(um)。
外径千分尺的检定(二)6.刻线宽度及宽度差【要求】固定套筒纵刻线和微分筒上的刻线宽度为0.12~0.15 mm,刻线宽度差应不大于0.03mm;刻线盘的刻线宽度为0.201~0.30mm,刻线宽度差应不大于0.05mm。
【检定办法】在工具显微镜上检定。
微分筒或刻线盘上的刻线宽度起码随意抽检三条刻线。
【注重事项】检定时,能够正确用法工具显微镜,在检定前应注重目镜中的米字形基准线是否对准零位,正确读数和处理数据。
7.指针与刻度盘的相对位置【要求】板厚千分尺刻度盘上的指针末端应盖住刻线盘短线长度的30%~80%,指针末端上表面至刻线盘表面的距离应不大于0.7 mm,指针末端与刻度盘刻线宽度应全都,差值应不大于0.05 mm。
【检定办法】指针末端与刻度盘刻线的相对位置可以用目力估量。
指针末端上表面至刻度盘表面的距离应用塞尺举行检定。
上述检定应在刻度盘上匀称分布的三个位置上举行,指针末端与刻度盘的刻线的宽度差在工具显微镜上检定。
【注重事项】检定时,能够正确用法工具显微镜和塞尺。
8.微分筒的端面棱边至固定套管刻线的距离【要求】微分筒的端面棱边至固定套管刻线的距离应不大于0.4 mm。
【检定办法】工具显微镜上检定,也可用0.4 mm塞尺置于固定套管刻线表面上,用比较法检定。
检定时在微分筒转动一周内不少于三个位置上举行。
【注重事项】检定时,能够正确用法工具显微镜和塞尺。
9.微分筒锥面的端面与固定套筒毫米刻线的相对位置【要求】当测量下限调节正确后,微分筒上的零刻线与固定套管纵刻线对及时,微分筒的端面与固定套管毫米刻线右边缘应相切。
若不相切,压线不大于0.05mm,离线不大于0.1mm。
【检定办法】当测量下限调节正确后,使微分筒锥面的端面与固定套管随意毫米刻线的右边缘相切时,读取微分筒的零刻线与固定套管纵刻线的偏移量。
【注重事项】检定时,要把握正确用法压线与离线的读数办法。
10.工作面的表面粗糙度【要求】外径千分尺和校对量杆的工作面的表面粗糙度Ra应不大于0.05um。

菲恩(江门)科技有限公司千分尺校准规范文件编号:发布日期:实施日期:1、目的对内部的千分尺校准,确保准确度和实用性保持完好。
2、规范性引用文件本规范引用下列文件:JJG 21-2008 通用卡尺检定规程。
3、范围本规范适用于公司内部分度值为0.01mm,测量上限到500mm外径机械千分尺;测量上限至25mm的板厚、壁厚千分尺;以及分辨力为0.001mm,0.0001mm,测量上限至500mm的数显千分尺校准。
4、校准条件校准测量范围不大于100mm的外径千分尺,其室内温度和被检千分尺在室内平衡温度的时间,应符合5、通用技术要求5.1外观5.1.1千分尺及其校准用的量杆不应碰伤、锈蚀、带磁或其它缺陷,标尺刻线应清晰、均匀,数显外径千分尺数字显示应清晰、完整。
5.1.2千分尺应有调整零位的工具,测量上限大于或等于25mm的千分尺应附有校对用的量杆。
千分尺应具有测力装置,隔热装置和锁紧装置。
校对量杆应有隔热装置。
5.1.3千分尺应标有分度值、测量范围、制造厂商(或厂标)及出厂编号5.1.4后续校准和使用中检验的千分尺及其校对用的量杆不应有影响使用准确度的外观缺陷。
4.2各部分的相互作用4.2.1微分筒传动和测微杆的移动应平稳无卡滞现象。
4.2.2可调或可换测砧的调整和装卸应顺畅,作用要可靠,调零和锁紧装置的作用应切实有效。
4.2.3数显外径千分尺,各工作按钮应灵活可靠。
6计量性能要求与校准方法5.1示值误差5.1.1外径千分尺示的最大允许误差不应超出表-2的规定:数显外径千分尺的示值得最大允许误差不应超出表-3的规定。
表-3数显外径千分尺示值的最大允许误差及量测量面的平行度。
外径千分尺校验规程1.0目的规范外径千分尺校验的操作,确保外径千分尺的测量精度处于受控状态,检验结果真实、可靠,以确保产品品质。
2.0范围本规程适用于分度值为0.01mm,测量上限至100mm外径千分尺;测量上限至25mm 的板厚、壁厚千分尺;以及分辨力为0.001mm,0.0001mm,测量上限至50mm的数显外径千分尺的内部校验。
3.0校验设备外校合格的标准量块。
4.0环境条件室内温度和被检千分尺在室内平衡温度时间,应符合表1的规定。
室内湿度不大于70%RH。
表1 室内平衡温度时间千分尺的测量范围室内温度对20℃的允许偏差(℃)平衡温度时间(h) 千分尺校对用的量杆0-100mm ±5 ±3 25.0通用技术要求与校验方法5.1外观要求5.1.1千分尺及其校对用的量杆不应碰伤、锈蚀、带磁或其他缺陷,标尺刻线应清晰、均匀,数显外径千分尺数字显示应清晰、完整。
5.1.2千分尺应附有调整零位的工具,测量上限大于25mm的千分尺应附有校对用的量杆。
千分尺应具有测力装置,隔热装置和锁紧装置。
校对量杆应用隔热装置。
5.1.3千分尺应标有分度值、测量范围、制造厂名(或厂标)及出厂编号。
后续校准和使用中检验的千分尺及其校对用的量杆不应有影响使用准确度的外观缺陷。
5.2各部分的相互作用要求5.2.1微分筒转动和测微螺杆的移动应平稳无卡滞现象。
5.2.2可调或可换测砧的调整或拆卸应顺畅,作用要可靠,调零和锁紧装置的作用应切实有效。
5.2.3数显外径千分尺,各工作按钮应灵活可靠。
5.3计量性能要求与校准方法5.3.1示值误差5.3.1.1外径千分尺示值的最大允许误差不应超出表2的规定,数显外径千分尺示值的最大允许误差不应超出表3的规定。
表2 外径千分尺示值的最大允许误差及两端面的平行度测量范围(mm)最大允许误差/μm 量测量面的平行度/μm0~25,25~50 ±4 250~75,75~100 ±4 3表3 数显外径千分尺示值的最大允许误差及两端面的平行度测量范围(mm)最大允许误差/μm 量测量面的平行度/μm0~25,25~50 ±2 1.550~75,75~100 ±3 2.05.3.1.2外径、壁厚、板厚千分尺示值误差用5等或3级专用量块校准,数显千分尺用4等或2级专用量块校准。
洛氏硬度计校验方法YZ506-01本方法用于新购或使用中的洛氏硬度计的校验。
一、技术要求1.1机械性能:1) 各项操作是否灵活、可靠2)试验力施加速率是否适宜3)试台升降机械有无晃动4)指示表指针摆动是否灵活1.2示值精度:每天初次使用前、长期未使用的重新使用或硬度计位置改变应进行示值精度检查。
1.3压头检查:1)洛氏金钢石压头尖端是顶锥圆角为0.2±0.01mm、锥角为120±0.35。
的圆锥体,不能磨损严重或崩尖。
2)钢球压头外露面不能磨损严重、表面粗糙或明显圆度不好,否则更换钢球。
3)钢球直径φ1.5875±0.0035mm。
二、校验项目及条件在室温条件下校验技术要求中的各项。
校验工具用光学放大镜及千分尺。
三、校验方法3.1实际操作检查各项机械性能是否良好。
3.2用五个标准硬度块分别进行示值检查,在每个标准硬度块上测试6个点,测试的第一点不计,其于5个测点在标准硬度块上均匀分布。
示值误差=示值平均值—硬度块标示值示值重复性=示值最大值—示值最小值3.3用光学放大镜检查金钢石压头和钢球压头表面质量3.4用千分尺量测钢球直径。
四、校验结果处理全部校验项目均符合技术要求为合格。
五、校验周期校验周期为12个月或使用前校验。
通知各项目试验室:铁路信息网发布的《工程试验仪器校验检验方法》(TGX001-086-2008)从2009年1月1日执行,原《工程试验专用仪器校验方法》(TGX001-060-2006)作废。
新方法中所涉及的自校用计量器具如下,各项目试验室必配的有第1、2、3、4、8(其中适用的)、15、22、26项,其它项可根据需要购置并送检后使用。
校验用计量器具:1、秒表:分度值0.1S2、塞尺:量程1.0-2.5mm3、游标卡尺:①量程300mm,分度值0.02mm②量程150mm,分度值0.01mm4、直角尺:量程大于300mm,分度值1 mm5、弧度板6、砝码:①300g,②四等200g7、电子计时表8、标准温度计:①0-400℃,②10-200℃,0.5℃,③0-100℃,0.1℃,④负50-50℃,0.5℃9、电笔10、刻度放大镜:放大倍数40倍,测量精度0.0111、钢直尺:量程500mm,分度值0.1mm12、天平:①量程2000g,分度值0.1g②量程10kg,感量1g13、台秤:100kg,分度值50g14、案秤:10kg,分度值5g15、万能角度尺:量程360度,分度值1分16、声级计:误差小于正负2dB(A)17、二级机械式测振仪:维勃稠度仪用18、钢卷尺:2m长19、角度规:量程180度,分度值0.2度20、干湿温度计:量程50℃,分度值0.5℃21、标准块22、框式水平仪23、外径千分尺:分度值0.001mm24、角尺25、读数显微镜:量程6mm,分度值0.01mm26、直尺:量程大于300mm,分度值0.1mm计试中心2009年1月10日雷氏膨胀测定仪校验记录TGX002-2008校验编号:________雷氏夹校验记录TGX003-2008校验编号:________水泥抗压夹具校验记录TGX005-2008校验编号:________水泥沸煮箱校验记录TGX004-2008校验编号:__________净浆标准稠度与凝结时间测定仪校验记录校(检)验证书_______字第_______号仪器名称_______________________________________________型号_______________________________________________制造厂_______________________________________________出厂编号_______________________________________________送校(检)单位____________________________________________校(检)验结论____________________________________________校(检)验日期年月日校(检)验周期个月有效日期年月日至年月日校(检)验员核验员技术负责人校(检)验单位(章)水泥标准筛校验记录透气法比表面积仪检定记录胶砂试模校验记录水泥胶砂流动度测定仪校验记录光电式液塑限联合测定仪TGX041-2008校验编号________土工用环刀校验记录TGX040-2008校验编号________土工电动及手动击实仪校验记录TGX043-2008校验编号________无侧限抗压试模校验记录TGX045-2008校验编号________相对密度仪校验记录TGX046-2008校验编号____________路面弯沉仪校验记录TGX074-2008校验编号____________新型路面水分渗透仪校验记录TGX075-2008校验编号____________动力触探(标准贯入)仪校验记录TGX077-2008校验编号____________灌砂仪校验记录TGX047-2008校验编号________沥青针入度仪校验记录TGX061-2008校验编号________TGX062-2008校验编号________TGX063-2008校验编号_________沥青蜡含量测定仪校验记录TGX064-2008校验编号_________沥青薄膜加热烘箱校验记录TGX065-2008校验编号_________沥青脆点仪器校验记录TGX066-2008校验编号_________沥青混合料自动拌合机校验记录TGX067-2008校验编号_________沥青含量快速抽提仪校验记录TGX068-2008校验编号_________马歇尔电动击实仪校验记录TGX069-2008校验编号_________沥青混合料车辙试验机校验记录TGX070-2008校验编号_________沥青软化点仪校验记录校验编号_________恒温水浴锅校验记录TGX071-2008校验编号_________电热鼓风干燥箱校验记录TGX080-2008校验编号__________坍落度筒、捣棒校验记录TGX020-2008校验编号________________试模校验记录TGX029-2008校验编号__________TGX030-2008校验编号__________TGX031-2008校验编号__________砂浆稠度仪校验记录TGX021-2008校验编号__________砂浆分层度仪校验记录TGX022-2008校验编号__________试验室用混凝土搅拌机校验记录TGX023-2008校验编号__________试验室用砂浆搅拌机校验记录TGX024-2008校验编号__________混凝土碳化深度仪校验记录TGX038-2008校验编号__________混凝土电通量测量仪校验记录TGX039-2008校验编号__________TGX007-2008校验编号_________TGX008-2008校验编号_________。
外径千分尺检定规范1 范围本作业指导书规定了外径千分尺的检定,适用于使用中和修理后的分度值为0.01mm测量范围0-1000mm的外径千分尺首次检定、后续检定和使用中检验。
2 引用文献JJG 21-1995中华人民共和国国家计量检定规程(千分尺)3 检定条件3.1检定室内温度:20±5℃3.2检定室内湿度:≤85%RH4检定方法和技术要求4.1 检查外观4.1.1检查方法:用专用擦布擦试尺身表面,保持表面清洁、无油污,目力观察卡尺。
4.1.2千分尺及其校对用的量杆不应有碰伤、锈鉵或其他缺陷;4.1.3千分尺应附有调零位的工具,应标有分度值,测量范围、制造厂名及出厂编号。
4.1.4 使用中和修理后的千分尺,允许有不影响使用准确度的外观缺陷。
4.2 检查各部分相互作用4.2.1检查方法:目测和手动检查4.2.2轻轻转动微分筒,使测微螺杆的移动,应平稳无卡住现象;4.2.3 搬动锁紧装置,锁紧装置的作用应切实有效,带有表盘的千分尺、表针移动应灵活,无卡阻现象。
4.3检定微分螺杆的轴向窜动和径向摆动用杠杆千分表检定,检定时使杠杆千分表与测微螺杆测量面接触,沿测微螺杆轴向方向分别往返加力3N-5N。
4.4 检定测力用分度值不大于0.2N的专用测力计检定,检定时使工作面与测力计的球和工作接触后进行。
4.5 检定微分筒锥面棱边上边缘主固定套管纵刻线表面的距离。
4.5.1在工具显微镜上检定,也可以用0.4mm的塞尺置于固定套管刻线表面上以比较法检定;4.5.2微分筒锥面棱边上边缘不应高于塞尺表面,这一检定应至少使微分筒在一周范围内每90度角位置上进行。
4.6 检定微分筒锥面端面至固定套管上横刻线的距离将千分尺零位调整好后,此时微分筒锥面端面应与固定套管横刻线的右边缘相切。
如不相切时,转动微分筒使其相切并按微分筒读出零刻线相对于固定套管纵刻线的偏移量,此值即为离、压线的数值。
4.7 检定测量面的表面粗糙度测量面的表面粗糙度用表面粗糙度比较样块,用比较法进行检定。
深度千分尺校验规程1.0目的规范深度千分尺校验的操作,确保深度千分尺的测量精度处于受控状态,检验结果真实、可靠,以确保产品品质。
2.0范围本作业指导书适用于分度值为0.01MM,测量范围(0-100)MM的首次校准、后续定期检定、使用中发生异常时的内部校验。
3.0校验设备外校合格的标准量块。
4.0校准条件:环境温度:20℃±5℃相对湿度:≤80%校准前,应将被校深度千分尺及量块、表面粗糙度样块等校准用工具同时置于平板上。
5.0校验方法5.1深度千分尺是应用螺旋副传动原理将回转运动变为直线运动的一种量具。
深度千分尺由微分筒、固定套管、测量杆、基座、测力装置、锁紧装置等组成,如图1所示:5.2深度千分尺是机械制造业中用于测量工件的孔或槽的深度以及台阶高度的计量器具。
如图2所示,深度千分尺附件有校对用量具。
5.3先目测下尺身上是否有锈蚀、碰伤、毛刺、镀层脱落及明显划痕现象,各非工作面不应有镀层脱落现象,各刻线应清晰、均匀及影响准确度的其他缺陷,如有需用干布、酒精等擦拭干净或修复。
5.4校对用量具及可换测量杆应标注标称尺寸。
5.5各部分相互作用各活动部件的作用应灵活、平稳、无卡滞现象;零位的调整要保证顺利和可靠,锁紧装置的作用应切实有效;可换测量杆的更换要方便,紧固要可靠。
5.6用0.4mm的塞尺校微分筒锥面的端面棱边至固定套管刻线面的距离:微分筒锥面的端面棱边至固定套管刻线面的距离应不大于0.4mm。
5.7微分筒锥面的端面与固定套管毫米刻线的相对位置:当测量下限调整正确后,微分筒上的零刻线与固定套管纵刻线对准时,微分筒的端面与固定套管毫米刻线右边缘应相切,若不相切,压线不大于0.05mm,离线不大于0.1mm。
5.8测量的表面粗糙度:用表面粗糙度比较样块以比较法进行校准,或用表面粗糙度仪进行校准,仲裁校准以表面粗糙度比较样块上的校准为淮。
5.9示值误差用量块在大理石上进行校准。
受检点应至少均匀分布于示值范围的5点,如5.12mm、1 0.14mm、15.36mm、21.5mm、25mm。