第七章 金属压力加工
- 格式:pptx
- 大小:2.24 MB
- 文档页数:100
金属压力加工:即金属塑性加工,对具有塑性的金属施加外力作用使其产生塑性变形,而不破坏其完整性,改变金属的形状、尺寸和性能获得所要求的产品的一种加工方法按温度特征分类 1.热加工:在充分再结晶温度以上的温度范围内所完成的加工过程,T=∽熔。
2.冷加工:在不产生回复和再结晶温度以下进行的加工T=熔以下。
3.温加工:介于冷热加工之间的温度进行的加工.按受力和变形方式分类:由压力的作用使金属产生变形的方式有锻造、轧制和挤压轧制轧制:金属坯料通过旋转的轧辊缝隙进行塑性变形。
轧制分成纵轧(金属在相互平行且旋转方向相反的轧辊缝隙间进行塑性变形)横轧和斜轧。
内力:物体受外力作用产生变形时,内部各部分因相对位置改变而引起的相互作用力。
分析内力用切面法。
应力(全应力):单位面积上的内力全应力可分解成两个分量,正应力σ和剪应力τ)主变形和主变形图示:绝对主变形:压下量Dh=H-h 宽展量Db=b-B 延伸量Dl=l-L 相对主变形:相对压下量e1=(l-L)/L*100% 相对宽展量e2=(b-B)/B*100% 相对延伸量e3=(H-h)/H*100% 延伸系数m=l/L 压下系数h=H/h 宽展系数w=b/B ①物体变形后其三个真实相对主变形之代数和等于零;②当三个主变形同时存在时,则其中之一在数值上等于另外两个主变形之和,且符号相反。
③当一个主变形为0时,其余两个主变形数值相等符号相反金属塑性变形时的体积不变条件:金属塑性变形时,金属体积改变都很小,其变形前的体积V1和变形后的体积V2相等.这种关系称之为体积不变条件,用数学式表示为V1=V2 最小阻力定律认为:如果变形物体内各质点有向各个方向流动的可能,则变形物体内每个质点将沿力最小方向移动。
影响金属塑性流动和变形的因素:摩擦的影响变形区的几何因素的影响工具的形状和坯料形状的影响外端的影响变形温度的影响金属性质不均的影响基本应力:由外力作用所引起的应力叫做基本应力。

第七章金属及合金的回复和再结晶7-1 用冷拔铜丝线制作导线,冷拔之后应如何如理,为什么?答:应采取回复退火(去应力退火)处理:即将冷变形金属加热到再结晶温度以下某一温度,并保温足够时间,然后缓慢冷却到室温的热处理工艺。
原因:铜丝冷拔属于再结晶温度以下的冷变形加工,冷塑性变形会使铜丝产生加工硬化和残留内应力,该残留内应力的存在容易导致铜丝在使用过程中断裂。
因此,应当采用去应力退火使冷拔铜丝在基本上保持加工硬化的条件下降低其内应力(主要是第一类内应力),改善其塑性和韧性,提高其在使用过程的安全性。
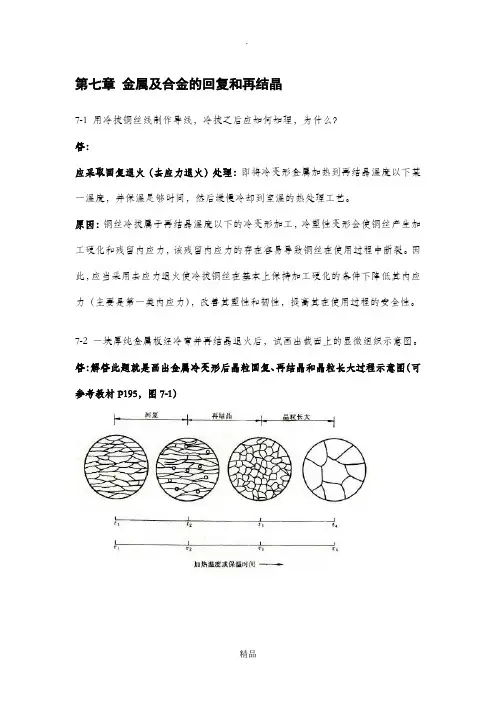
7-2 一块厚纯金属板经冷弯并再结晶退火后,试画出截面上的显微组织示意图。
答:解答此题就是画出金属冷变形后晶粒回复、再结晶和晶粒长大过程示意图(可参考教材P195,图7-1)7-3 已知W、Fe、Cu的熔点分别为3399℃、1538℃和1083℃,试估算其再结晶温度。
答:再结晶温度:通常把经过严重冷变形(变形度在70%以上)的金属,在约1h的保温时间内能够完成超过95%再结晶转变量的温度作为再结晶温度。
1、金属的最低再结晶温度与其熔点之间存在一经验关系式:T再≈δTm,对于工业纯金属来说:δ值为0.35-0.4,取0.4计算。
2、应当指出,为了消除冷塑性变形加工硬化现象,再结晶退火温度通常要比其最低再结晶温度高出100-200℃。
如上所述取T再=0.4Tm,可得:W再=3399×0.4=1359.6℃Fe再=1538×0.4=615.2℃Cu再=1083×0.4=433.2℃7-4 说明以下概念的本质区别:1、一次再结晶和二次在结晶。
2、再结晶时晶核长大和再结晶后的晶粒长大。
答:1、一次再结晶和二次在结晶。
定义一次再结晶:冷变形后的金属加热到一定温度,保温足够时间后,在原来的变形组织中产生了无畸变的新的等轴晶粒,位错密度显著下降,性能发生显著变化恢复到冷变形前的水平,称为(一次)再结晶。
![[知识]轧钢原理](https://uimg.taocdn.com/145ea0c927fff705cc1755270722192e453658c5.webp)
绪论金属压力加工:金属压力加工时金属在外力作用并且不破坏自身完整性的条件下稳定改变其形状与尺寸,而且也改善其组织和性能的加工方法,也叫金属的塑性加工。
金属加工分类:弯曲、剪切、锻造、轧制、挤压、拉拔、冲压锻造:自由锻(镦粗、延伸)、模锻轧制:纵轧、横扎、斜扎挤压:正挤压、反挤压第一章金属塑性变形原理第二章应力和变形第一节力和应力一、外力外力:作用力、反作用力(1)作用力:压力加工设备的可动工具部分对工件作用的力叫做作用力,又叫主动力。
(2)约束反力:正压力、,摩擦力约束反力:变形物体的整体运动和质点流动受到工具另外组成部分的约束,及工件与工具接触面上摩擦里的制约,工件在这些力的作用下产生形变,这些力叫约束反力。
二、内里和应力内力:当物体在外力作用下,并且物体的运动受到阻碍时,或者由于物理和物理化学等作用而引起物体内原子之间距离发生改变,在物体内部产生的一种力,叫作内力。
引起内力的两种原因:(1)为平衡外部的机械作用,在金属内部产生于外力相平衡的内力。
(2)由于物理和物理化学作用而引起的内力。
应力:内力的强度称为应力,或者说内力的大小是以应力来度量的,单位面积上作用的内力称为应力。
第二节变形变形:金属在受力状态下产生内里的同时,其形状及尺寸也产生变化,这种现象称为变形变形:弹性变形,塑性变形从微观上看:弹性变形的实质,就是所施加的外力或能不足以使原子跃过势垒。
塑性形变,如果能越过上述势垒而使大量原子定向的从原有的平衡位置转移到另一平衡位置上去,这就表现为塑性形变。
从宏观上看:金属在外里作用下产生变形,外力去除后,又恢复到原来的形状和尺寸,这样的变形称为弹性变形。
如果外力去除后,变形金属的形状和尺寸能保留下来,不会恢复到变形前的状态,这样的变形称为塑性变形。
第三节应力状态及图示主平面:只有正应力,而切应力为零的平面称为主平面主应力:主平面上的正应力称为主应力塑性变形中拉应力最容易导致金属破坏,因为它使金属内的细小疏松、空隙、裂纹等缺陷扩大,压应力有利于减小或抑制缺陷的发生与发展。
金属压力加工工艺基础知识金属压力加工是一种常见的金属加工方式,广泛应用于机械制造、汽车、航空航天、建筑等行业。
它通过机械设备对金属材料施加力量,使其在受力作用下发生形变,并得到所需要的形状和尺寸。
以下是金属压力加工的基础知识。
1. 金属压力加工的主要方法金属压力加工主要包括锻造、轧制、挤压和拉伸等方法。
锻造是利用锤敲或机械压力对金属进行加工,使其在高温或室温下发生形变;轧制是通过辊轧机将金属材料压制为所需的形状;挤压是将金属放置在模具内,施加压力使其通过模具孔径形成所需形状;拉伸是将金属材料拉伸成细丝或薄板。
2. 金属材料的选择金属压力加工时,要选择适合的金属材料,常见的金属材料有钢、铁、铝、铜、镁等。
选择材料应考虑其机械性能、成本、可加工性等因素。
3. 加工工艺参数金属压力加工的工艺参数包括温度、压力、形变速度等。
不同工艺需要不同的参数,它们直接影响到成品的质量和性能。
4. 加工设备金属压力加工需要相应的设备,如锻压机、辊轧机、挤压机、拉伸机等。
这些设备具有不同的结构和功能,适用于不同的加工方式和材料。
5. 金属压力加工的优点金属压力加工具有高效、高精度、高稳定性等优点。
它能够生产各种复杂形状的金属制品,能够提高材料的机械性能和物理性能。
6. 金属压力加工的应用领域金属压力加工广泛应用于各个行业。
例如,锻造常用于制造航空发动机零件、汽车零件等;轧制常用于制造金属板材、管材等;挤压常用于制造铝合金门窗、铝合金型材等;拉伸常用于制造线材、薄板等。
总之,金属压力加工是一种重要的金属加工方式,掌握其基础知识对于从事相关行业的人员来说是很重要的。
只有了解金属压力加工的方法、材料选择、工艺参数、设备和应用领域等方面的知识,才能更好地进行金属加工,满足各种工业领域对金属制品的需求。
金属压力加工是一项复杂而重要的工艺,对于金属制品的制造起着至关重要的作用。
在金属压力加工领域,有许多基础知识需要了解和掌握,下面将进一步介绍金属压力加工的相关内容。
金属压力加工方法
金属压力加工是指在规定的条件下,利用压力(一般为机械力)对金属材料进行形变加工的一种工艺方法。
以下是一些常见的金属压力加工方法:
1. 深拉成型
深拉成型是利用压力在金属板材上形成凹形或凸形的一种成型加工方法。
其加工时先在板材表面打上凹凸型的成型坑位,然后通过机械设备和力量的作用使材料沿成型坑下降,逐渐成形,是一种经济实用的大批量加工方法。
2. 冷轧成型
冷轧是指利用较小的压力通过一定的工艺流程,将板材或带钢和型材进行冷加工的一种方法。
其过程中不需添加热能,因此具有节能、环保等优点。
冷轧成型广泛应用于轻钢结构、容器、钢构件等的生产中。
3. 挤压成形
挤压成形是通过将金属材料压进模具中,在压力作用下,使金属材料沿模孔中的形状发生塑性变形,得到各种棒材、型材、板材等形状的加工方法。
挤压成形技术被广泛应用于航空、汽车、建筑等领域。
4. 压铸成型
压铸是指将金属材料融化后注入熔模中,在高压力下铸造成型的一种加工方法。
压铸成形具有准确、高效、节约材料等特点,广泛应用于汽车、电子器件、机械
设备等领域。
5. 滚压成形
滚压成形是利用较大的压力和较小的位移,将金属材料在两个或两个以上的滚轮之间滚压成型的一种方法。
滚压成形具有高效、准确、占地面积小等特点,是一种有效的金属成型方法。