PIP通孔回流技术ppt-课件
- 格式:ppt
- 大小:20.86 MB
- 文档页数:12
穿孔回流焊是一项国际电子组装应用中新兴的技术。
当在PCB的同一面上既有贴装元件,又有少量插座等插装元件时,一般我们会采取先贴片过回流炉,然后再手工插装过波峰焊的方式。
但是,如果采取穿孔回流焊技术,则只需在贴片完成后,进回流炉前,将插件元件插装好,一起过回流炉就可以了。
通过这项比较,就可以看出穿孔回流焊相对于传统工艺的优越性。
首先是减少了工序,省去了波峰焊这道工序,在费用上自然可以节省不少。
同时也减少了所需工作人员,在效率上也得到了提高。
其次是回流焊相对于波峰焊,生产桥接的可能性要小得多,这样就提高了一次通过率。
穿孔回流焊技术相对传统工艺在经济性、先进性上都有很大的优势。
所以,穿孔回流焊技术是电子组装中的一项革新,必然会得到广泛的应用。
但如果要应用穿孔回流焊技术,也需要对器件、PCB设计、网板设计等方面提出一些不同于传统工艺的要求。
a)元件:穿孔元件要求能承受回流炉的回流温度的标准,最小为230度,65秒。
这一过程包括在孔的上面涂覆焊膏(将在回流焊过程中进入孔中)。
为使这一过程可行,元件体应距板面0.5毫米,所选元件的引脚长度应和板厚相当,有一个正方形或U形截面,(较之长方形为好)。
b)计算孔尺寸完成孔的尺寸应在直径上比引脚的最大测量尺寸大0.255毫米(0.010英寸),通常用引脚的截面对角,而不包括保持特征。
钻孔的尺寸比之完成孔再大0.15毫米(0.006英寸),这是电镀补偿,这样算得的孔就是可接受的最小尺寸。
c)计算丝网:(焊膏量)第一部分计算是找出焊接所需的焊膏量,孔的体积减去引脚的体积再加上焊角的体积。
(需要什么样的焊接圆角)。
所需焊接体积乘以2就是所需焊膏量,因为焊膏中金属含量为50%体积(以ALPHA 的UP78焊膏为例)。
丝印过程中将焊膏通过网孔印在PCB上,由于压力一般能将焊膏压进孔中0.8毫米(当刮刀与网板成45度角时)。
我们计算进入孔中焊膏的体积,从所需焊膏量中减去它就得到在网孔中留下的焊膏的体积。
1 引言在传统的电子组装工艺中,对于安装有过孔插装元件(THD)印制板组件的焊接一般采用波峰焊接技术。
但波峰焊接有许多不足之处:不适合高密度、细间距元件焊接;桥接、漏焊较多;需喷涂助焊剂;印制板受到较大热冲击翘曲变形。
因此波峰焊接在许多方面不能适应电子组装技术的发展。
为了适应表面组装技术的发展,解决以上焊接难点的措施是采用通孔回流焊接技术(THR,Through-hole Reflow),又称为穿孔回流焊PIHR(Pin-in-Hole Reflow)。
该技术原理是在印制板完成贴片后,使用一种安装有许多针管的特殊模板,调整模板位置使针管与插装元件的过孔焊盘对齐,使用刮刀将模板上的锡膏漏印到焊盘上,然后安装插装元件,最后插装元件与贴片元件同时通过回流焊完成焊接。
从中可以看出穿孔回流焊相对于传统工艺的优越性:首先是减少了工序,省去了波峰焊这道工序,节省了费用,同时也减少了所需的工作人员,在效率上也得到了提高;其次回流焊相对于波峰焊,产生桥接的可能性要小的多,这样就提高了一次通过率。
穿孔回流焊相对传统工艺在经济性、先进性上都有很大优势。
通孔回流焊接技术起源于日本SONY公司,20世纪90年代初已开始应用,但它主要应用于SONY自己的产品上,如电视调谐器及CD Walkman。
2 通孔回流焊接生产工艺流程生产工艺流程与SMT流程极其相似,即印刷焊膏一插入元件一回流焊接,无论对于单面混装板还是双面混装板,流程相同。
2.1 焊膏印刷2.1.1焊膏的选择通孔回流所用的焊膏黏度较低,流动性好,便于流入通孔内。
一般在SMT工艺以后进行通孔回流,若SMT采用的焊膏合金成分为63Sn37Pb,那么为了保证通孔回流时SMT元件不会再次熔化而掉落,焊膏中焊锡合金的成分可采用熔点稍低的46Sn46Pb8Bi(178℃),焊料颗粒尺寸25μm以下<10%,25~50μm>89%,50μm以上<1%。
2.1.2 基本原理在一定的压力及速度下,用塑胶刮刀将装在模板上的焊膏通过模板上的漏嘴漏印在线路板上相应位置。
通孔回流焊接技术介绍V1.0目次1 通孔回流焊接 (1)1.1 物料要求 (1)1.1.1 物料耐温要求 (1)1.1.2 物料管脚形状要求 (1)1.1.3 物料架高要求 (1)1.1.4 物料吸取要求 (2)1.2 设计要求 (3)1.2.1 设计尺寸要求 (3)1.2.2 设计布局要求 (3)1.3 网板要求 (3)1.3.1 钢网开孔要求 (4)1.4 焊接要求 (4)I1 通孔回流焊接 1.1 物料要求 1.1.1 物料耐温要求元器件因需过回流焊所以需耐高温,以无铅工艺为例,元件按热容量大小需耐245-260度(240℃ 60S )。
回流焊接后外观不变色、起泡、碎裂、无变脆等现象。
1.1.2 物料管脚形状要求横截面最好是圆形或者正方形。
不建议横截面为矩形,椭圆形或者其它形状,不利于焊接。
对于引脚末端的设计,应避免焊锡膏被引脚带出通孔以外。
推荐板厚+0.5mm (0.5-0.75mm )。
管脚端部倒角处理,生产时便于插入板子。
引线误差:±0.05mm 引线累积误差 ±0.1mm引脚间距荐引脚间距2.45Pitch 以上,最小引脚间距不小于2.0mm。
1.1.3 物料架高要求在通孔回流焊工艺中,元件需具有standoff (架高)设计;风险:通孔回流器件如果没有架高设计,焊锡膏熔融时会随元器件和PCB 的空隙流失,造成爆锡珠现象,并影响通孔的焊锡填充率;A 类型的架高设计不是理想类型,会影响焊锡填充率45º pin taper works wellPitchLandPin架高设计最小的架高高度 = 0.003”+ (钢网厚度 x 1.8)理想高度: 0.035”可接受高度: 0.020”最低高度: 0.015”架高注意:架高设计必须避免贴装后碰到PCB上润湿的锡膏不合格架高示例如下1.1.4 物料吸取要求机器自动贴装,考虑到最佳效率,表面最好有吸附平面,并保证吸取位置10*10盖帽。
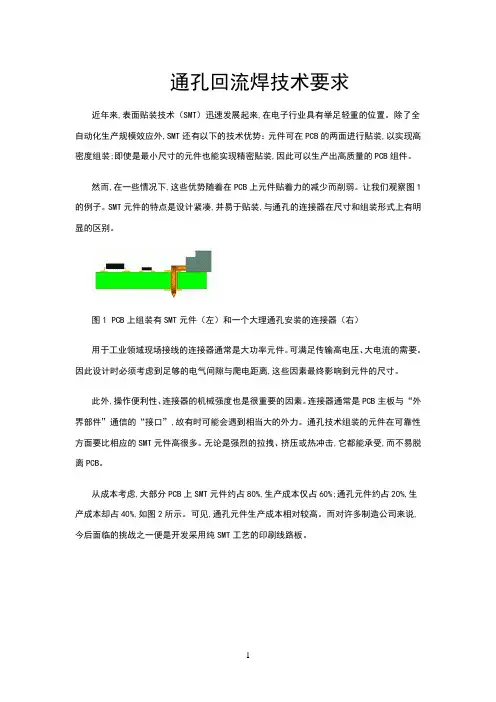
通孔回流焊技术要求近年来,表面贴装技术(SMT)迅速发展起来,在电子行业具有举足轻重的位置。
除了全自动化生产规模效应外,SMT还有以下的技术优势:元件可在PCB的两面进行贴装,以实现高密度组装;即使是最小尺寸的元件也能实现精密贴装,因此可以生产出高质量的PCB组件。
然而,在一些情况下,这些优势随着在PCB上元件贴着力的减少而削弱。
让我们观察图1的例子。
SMT元件的特点是设计紧凑,并易于贴装,与通孔的连接器在尺寸和组装形式上有明显的区别。
图1 PCB上组装有SMT元件(左)和一个大理通孔安装的连接器(右)用于工业领域现场接线的连接器通常是大功率元件。
可满足传输高电压、大电流的需要。
因此设计时必须考虑到足够的电气间隙与爬电距离,这些因素最终影响到元件的尺寸。
此外,操作便利性、连接器的机械强度也是很重要的因素。
连接器通常是PCB主板与“外界部件”通信的“接口”,故有时可能会遇到相当大的外力。
通孔技术组装的元件在可靠性方面要比相应的SMT元件高很多。
无论是强烈的拉拽、挤压或热冲击,它都能承受,而不易脱离PCB。
从成本考虑,大部分PCB上SMT元件约占80%,生产成本仅占60%;通孔元件约占20%,生产成本却占40%,如图2所示。
可见,通孔元件生产成本相对较高。
而对许多制造公司来说,今后面临的挑战之一便是开发采用纯SMT工艺的印刷线路板。
图2 带有通孔无件和SMT元件的PCB根据生产成本以及对PCB的影响,SMT+波峰焊和SMT+压接技术(press in)等现有的工艺还不完全令人满意,因为在现有的SMT工序需要进行二次加工,不能一次性完成组装。
这就对采用通孔技术的元件提出了下列要求:通孔元件与贴片元件应该使用同样的时间、设备和方法来完成组装。
THR如何与SMT进行整合根据上述要求发展起来的技术,称之为通孔回流焊技术(Through-hole Reflow,THR),又叫“引脚浸锡膏(pin in paste,PIP)”工序,如图3所示。
通孔回流焊
随着电子产品向小型化、高组装密度的方向发展,电子组装技术也以表面贴装技术为基础。
然而,在一些电路板中仍然存在一定数量的通孔插头元件,形成了表面组装元件和通孔插接元件共存的混合电路板。
传统组装工艺对于混合电路板的组装工艺是:先采用表面贴装技术,完成表面贴片元件的焊接,再采用通孔插入技术插入通孔元件,最后通过波峰焊或手工焊完成PCB组装。
使用传统的组装技术组装混合电路板的主要缺点是需要在极少数通孔元件的焊接中加入波峰焊接工艺。
通孔回流焊技术是将焊膏打印到电路板上,然后将通孔插入芯片。
最后,表面组装件和通孔插入件通过回流焊炉一次完成焊接组装工艺。
通孔回流焊技术是将插头元件的焊接与表面组装焊接工艺相结合的工艺方法,可以一次性完成混合组装电路板上的所有元件。
这样可以减少一个焊接环节,降低PCB元器件和组件的热冲击,减少工序提高生产效率,节约波峰焊炉的设备成本。
开发通孔回流焊接工艺在过去三到四年期间,美国Alcatel公司(Richardson, TX)已经在作消除对尽可能多的混合技术PCB的波峰焊接需要的工作。
减少波峰焊接的计划已经提供了成本与周期时间的重要改善。
通孔回流焊接工艺的实施已经是该计划的一个必要部分。
该工艺涉及在通孔(through-hole)元件要插位置印刷锡膏。
这些元件然后在表面回流焊接炉之前安装,并与其它元件一起焊接。
适合该工艺的元件类型包括针栅阵列(PGA, pin grid array)、DIP(dual in-line package)和各种连接器。
初始结果能力分析(capability studies)Alcatel公司的工艺质量标准对所有通孔元件一直要求至少75%的通孔填充。
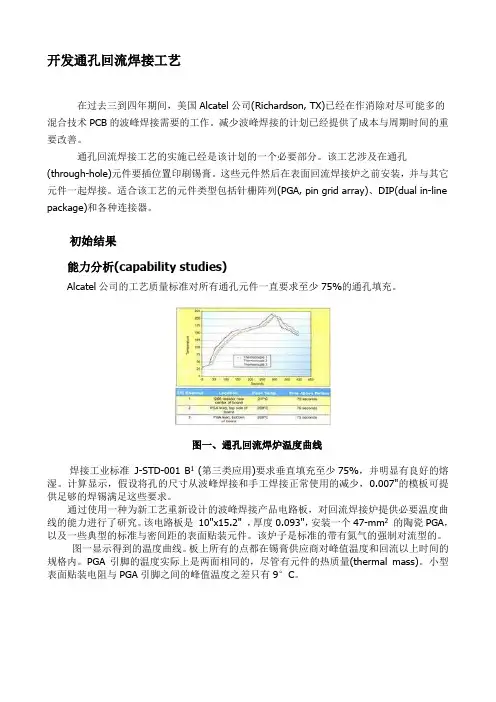
图一、通孔回流焊炉温度曲线焊接工业标准J-STD-001 B1 (第三类应用)要求垂直填充至少75%,并明显有良好的熔湿。
计算显示,假设将孔的尺寸从波峰焊接和手工焊接正常使用的减少,0.007"的模板可提供足够的焊锡满足这些要求。
通过使用一种为新工艺重新设计的波峰焊接产品电路板,对回流焊接炉提供必要温度曲线的能力进行了研究。
该电路板是10"x15.2" ,厚度0.093",安装一个47-mm2的陶瓷PGA,以及一些典型的标准与密间距的表面贴装元件。
该炉子是标准的带有氮气的强制对流型的。
图一显示得到的温度曲线。
板上所有的点都在锡膏供应商对峰值温度和回流以上时间的规格内。
PGA引脚的温度实际上是两面相同的,尽管有元件的热质量(thermal mass)。
小型表面贴装电阻与PGA引脚之间的峰值温度之差只有9°C。
图二、塌落的锡膏沉积物初始实施当工艺在产品电路板实施时,遇到许多的问题。
由于焊锡对引脚的分布不均,有时要求焊接点的返工。
有些引脚特别少锡,而相邻的引脚又多锡。
其它的情况,大的锡“块”保留在引脚端上,因此由于孔内少锡而要求手工的补焊。
通孔回流工艺
通孔回流焊工艺是一种电子制造中的焊接技术,也被称为“重熔焊接”或“液态回流焊接”。
其原理是利用金属的熔融和凝固特性来实现零件之间的连接。
具体来说,通过将焊料加热到熔融状态,将零件放置在焊料中,待零件熔融后,将整个装置冷却,使零件凝固在焊料中,从而实现零件之间的连接。
通孔回流焊工艺具有以下优点:
- 焊接效果好:由于金属的熔融和凝固特性,通孔回流焊工艺可以获得较高的焊接强度和致密性。
- 适用于多种材料:通孔回流焊工艺可以适用于多种金属材料,如铜、镍、铬等。
- 操作简单:只需要将零件放置在焊料中,经过熔融和凝固过程即可实现连接。
- 成本低:通孔回流焊工艺的成本相对较低,因为它只需要少量的焊料和简单的设备。
通孔回流焊工艺广泛应用于电子制造领域,如印刷电路板、电子元件焊接等。
在实际操作过程中,需要选择合适的焊料和焊接温度,零件需要保持清洁和干燥,同时需要注意焊接时间和冷却时间,并对设备进行维护和保养。