通用焊接(母材Q235B)工艺卡(吕工编写)
- 格式:doc
- 大小:563.97 KB
- 文档页数:18



钢结构焊接工艺卡工程名称广州******单元名称高密度乙烯分项名称钢结构焊接材质Q345B 规格δ=4~δ=30 焊接方式手工电弧焊预热温度- 层间温度- 后热温度-热处理温度及时间焊道/ 焊层焊接方法填充金属焊接电流电弧电压(V)焊接速度(cm/min)线能量(kJ/cm)牌号直径(mm)极性电流(A)1 电弧焊J507 4.0 直流90-100 10-18 5-102-3 电弧焊J507 3.2 直流90-120 22-28 5-12焊条( 焊剂) 烘干参数焊条(焊剂)牌号烘干温度(℃)烘干时间(h)恒温温度(℃)J507 350 1 100-120焊接工艺评定编号:1618简图及说明:焊肉高度详见图纸。
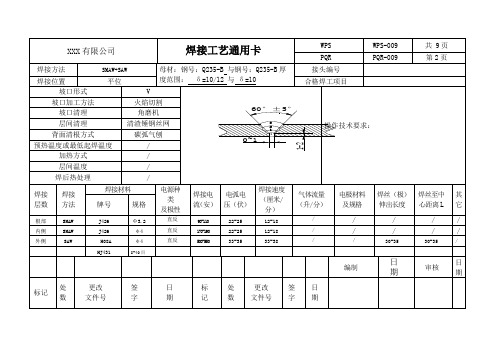
钢结构焊接工艺卡工程名称广州-*****单元名称高密度乙烯分项名称钢结构焊接材质Q235B 规格角焊缝焊接方式手工电弧焊预热温度- 层间温度- 后热温度-热处理温度及时间焊道/ 焊层焊接方法填充金属焊接电流电弧电压(V)焊接速度(cm/min)线能量(kJ/cm)牌号直径(mm)极性电流(A)1 电弧焊J422 4.0 直流90-100 10-18 5-102-3 电弧焊J422 3.2 直流90-120 22-28 5-12焊条( 焊剂) 烘干参数焊条(焊剂)牌号烘干温度(℃)烘干时间(h)恒温温度(℃)J422 150 1 100-120焊接工艺评定编号:1674简图及说明:T型接头和角型接头。
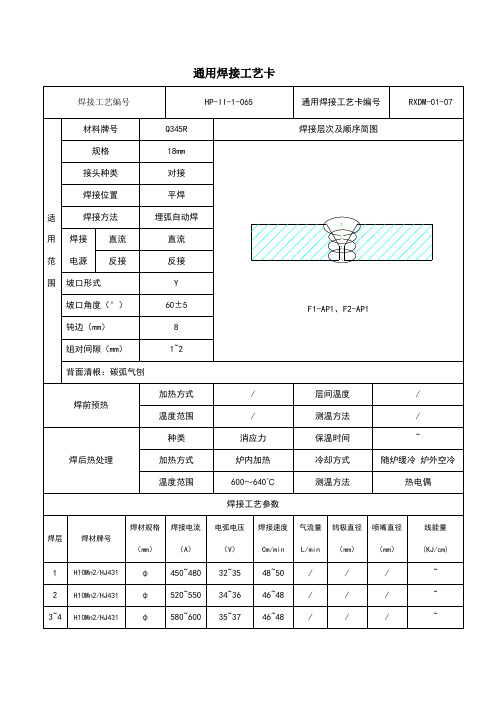
通用焊接工艺卡通用焊接工艺卡通用焊接工艺卡通用焊接工艺卡通用焊接工艺卡焊接工艺编号HP-I-1/II-1-094通用焊接工艺卡编号RXDTYS-01-02适用范围材料牌号20/16MnII焊接层次及顺序简图规格Φ57*5、Φ89*6B7~B13接头种类对接焊接位置平焊焊接方法手工钨极氩弧焊+焊条电弧焊焊接电源种类直流极性正接+反接坡口形式Y坡口角度(°)60±5钝边(mm)1~组对间隙(mm)~背面清根:/焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间~加热方式炉内加热冷却方式随炉缓冷炉外空冷备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行温度范围600~640℃测温方法热电偶焊接工艺参数焊层焊道焊材牌号焊材规格(mm)焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直径(mm)喷嘴直径(mm)线能量(KJ/cm)1J50ф90~9513~148~99~1110~102J427ф110~11521~2217~18///~3J427ф110~11521~2215~16///~备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行通用焊接工艺卡焊接工艺编号HP-I-1/II-1-094通用焊接工艺卡编号RXDTYS-01-01适用范围材料牌号20/16MnII焊接层次及顺序简图规格Ф25×3mmB16、B17接头种类对接焊接位置平焊焊接方法手工钨极氩弧焊+焊条电弧焊焊接电源种类直流极性正接+反接通用焊接工艺卡焊接工艺编号HP-II-1-067 HP-II-1-055HP-I-1-012通用焊接工艺卡编号RXDS-09-06适用范围材料牌号20/Q345R焊接层次及顺序简图规格δs=16mmK1≥6mmD1、D2、D5~D7、D11接头种类管板角接焊接位置垂直固定焊接方法焊条电弧焊焊接电源种类直流极性反接坡口形式单V坡口角度(°)β1=35±2β2=50±5钝边(mm)1~2组对间隙(mm)b1=5±1b2=2±背面清根:碳弧气刨焊前预热加热方式/层间温度/温度范围/测温方法/焊后热处理种类消应力保温时间/加热方式炉内加热冷却方式随炉缓冷炉外空冷温度范围600~640℃测温方法热电偶焊接工艺参数焊层焊材牌号焊材规格(mm)焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直径(mm)喷嘴直径(mm)线能量(KJ/cm)1J507φ100~10520~2111~12///10~122~3J507φ165~17023~2415~16///~ 4~5J507φ155~16023~2414~15///~ 6J507φ120~12522~2315~16///~ 7~9J507φ165~17023~2414~15///~ 10~12J507φ155~16023~2415~16///~154备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行通用焊接工艺卡焊接工艺编号HP-II-1-067 HP-II-1-055HP-I-1-012通用焊接工艺卡编号R10-0047-02适用范围材料牌号20/Q345R焊接层次及顺序简图规格δs=16mmK1≥6mmD3、D4接头种类管板角接焊接位置垂直固定焊接方法焊条电弧焊焊接电源种类直流极性反接坡口形式单V坡口角度(°)β1=35±2β2=50±5钝边(mm)1~2组对间隙(mm)b1=5±1b2=2±通用焊接工艺卡通用焊接工艺卡焊层焊材牌号焊材规格(mm)焊接电流(A)电弧电压(V)焊接速度Cm/min气流量L/min钨极直径(mm)喷嘴直径(mm)线能量(KJ/cm)1J507φ100~10520~2111~12///10~122~3J507φ165~17023~2415~16///~4~5J507φ155~16023~2414~15///~ 6J507φ120~12522~2315~16///~7~9J507φ165~17023~2414~15///~10~12J507φ155~16023~2415~16///~154备注:其它焊接工艺要求,按本单位《通用焊接工艺规程》执行通用焊接工艺卡焊接工艺编号HP-II-1-055通用焊接工艺卡编号RXDS-04-07适用范围材料牌号Q345R焊接层次及顺序简图规格16mmD12~D18、D21、D22接头种类搭接焊接位置垂直固定焊接方法焊条电弧焊焊接电源种类直流极性反接坡口形式I坡口角度(°)/钝边(mm)/通用焊接工艺卡用范围规格 18mmD19、D20接头种类 搭接 焊接位置 垂直固定 焊接方法 焊条电弧焊 焊接电源种类 直流 极性反接 坡口形式 I坡口角度(°) / 钝边(mm ) / 组对间隙(mm )0~2K 值:K=δ。
焊接工艺卡格式 Last updated on the afternoon of January 3, 2021
焊接工艺卡编号:HJ001工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ002工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ003工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部
焊接工艺卡编号:HJ004 工程名称:中国石化集团安庆分公司炼化一体化项目一标段、九标段工程
施工单位:中国石化集团第十建设公司安庆石化工程项目部。
焊接工艺卡制造单位名称:沈阳理工大学编号:01 焊接工艺评定报告编号:01 接头名称:LNG储罐内筒体纵环焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号0Cr18Ni9 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸H0Cr20Ni10 φ1.65.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A 2.焊接电压18-24V3.焊接速度15-18cm/min 4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.6mm3.焊缝层数 34.焊接道数 6日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:02 焊接工艺评定报告编号:02 接头名称:LNG储罐内封头与内筒体环焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号0Cr18Ni9 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸H0Cr20Ni10 φ1.65.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3. 焊缝层数 34. 焊接道数 6日期日期日期焊接工艺卡制造单位名称:沈阳理工大学编号:03 焊接工艺评定报告编号:03 接头名称:LNG储罐外筒体环纵焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流正接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期制造单位名称:沈阳理工大学编号:04 焊接工艺评定报告编号:04 接头名称:LNG储罐外封头与外筒体环焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流正接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期制造单位名称:沈阳理工大学编号:05 焊接工艺评定报告编号:05 接头名称:LNG储罐接管与内筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期制造单位名称:沈阳理工大学编号:06 焊接工艺评定报告编号:06 接头名称:LNG储罐接管与外筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3. 焊缝层数 24. 焊接道数3编制王鑫榆校对审核日期日期日期制造单位名称:沈阳理工大学编号:07 焊接工艺评定报告编号:07 接头名称:LNG储罐接管与内封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期制造单位名称:沈阳理工大学编号:08 焊接工艺评定报告编号:08 接头名称:LNG储罐接管与外封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6. 加热温度范围—7. 保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2. 填丝方式自熔√填丝—丝径 1.5mm3. 焊缝层数 24. 焊接道数3编制王鑫榆校对审核日期日期日期制造单位名称:沈阳理工大学编号:09 焊接工艺评定报告编号:09 接头名称:LNG储罐人孔与内筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6. 加热温度范围—7. 保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期制造单位名称:沈阳理工大学编号:10 焊接工艺评定报告编号:10 接头名称:LNG储罐人孔与外筒体角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比CO2(80%)Ar(20%)9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期制造单位名称:沈阳理工大学编号:11 焊接工艺评定报告编号:11 接头名称:LNG储罐人孔与内封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流正接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3. 焊缝层数 34. 焊接道数 6编制王鑫榆校对审核日期日期日期制造单位名称:沈阳理工大学编号:12 焊接工艺评定报告编号:12 接头名称:LNG储罐人孔与外封头角焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比CO2(80%)Ar(20%)9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期制造单位名称:沈阳理工大学编号:13 焊接工艺评定报告编号:13 接头名称:LNG储罐接管与法兰焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比CO2(80%)Ar(20%)9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期制造单位名称:沈阳理工大学编号:14 焊接工艺评定报告编号:14 接头名称:LNG储罐接管与法兰焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比CO2(80%)Ar(20%)9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 24.焊接道数 3编制王鑫榆校对审核日期日期日期制造单位名称:沈阳理工大学编号:15 焊接工艺评定报告编号:15 接头名称:LNG储罐支座和内筒体焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号0Cr18Ni9 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER3475.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比Ar9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期制造单位名称:沈阳理工大学编号:16 焊接工艺评定报告编号:16 接头名称:LNG储罐支座和外筒体焊缝接头编号:接头坡口形状及尺寸焊件母材1.母材类别号、组别号及钢号类别号—组别号—与类别号—组别号—钢号Q345R 与钢号Q345R 相焊2.焊件壁厚适用范围3-20mm3.管件直径适用范围—焊接材料1.钨极牌号及尺寸—2.焊条牌号及尺寸—3.喷嘴直径—4.实心焊丝牌号及尺寸ER50-6 φ1.55.焊剂牌号—6.药芯焊丝牌号及尺寸—7.电流种类及极性直流反接8.保护气体种类及配比CO2(80%)Ar(20%)9.保护气体流量12-15L/min10.焊材清理、烘干方法及要求—焊接温度1.最低预热温度100℃2.最高层间温度350℃3.后热温度及保温时间200-250℃1-2h4.消氢处理温度和保温时间200-250℃2-6h5.热处理种类—6.加热温度范围—7.保温温度—焊接参数1.焊接电流100-250A2.焊接电压18-24V3.焊接速度15-18cm/min4.送丝速度430-480cm/min操作技术1.焊接位置平焊√立焊—横焊—仰焊—全位置—2.填丝方式自熔√填丝—丝径 1.5mm3.焊缝层数 34.焊接道数 6编制王鑫榆校对审核日期日期日期。
焊接工艺卡
T___18___052
工程名称2023大检修
管线(设
备)号
钢板
工艺评定
编号
A12
母材材质Q235B
母材
规格
6mm
材质
编号
Fe-1-1
接头型式图:对接缝焊接:
a=60±5º P=1±0.5 b=3.0±0.5 1.5≤s≤14技术说明:
1、焊前将坡口处20mm范围内油污处理干净。
2、焊接时地线与母材连接牢固,引弧时在坡口内侧防止母材电弧擦伤。
3、管径小于60mm优先选用全氩弧焊焊接,其它管径可采用氩电联焊,焊缝表面应平滑整齐,每道焊缝应尽量一次焊完。
4、焊缝完成后应清理干净,焊缝表面应无夹渣、气孔、裂纹、飞溅、咬边、焊瘤等缺陷。
5、焊接环境:氩弧焊风速≥2m/s,电弧焊风速≥8m/s相对湿度≥90%,雨、雪时无有效保护措施应停止焊接。
确定工艺参数
焊接方法GTAW /SMAW 焊条烘烤温度(℃)350 焊接极性正接/反接母材预热温度(℃)/ 焊丝牌号H08Mn2SiA 层间温度(℃)/
焊丝规格
(mm)
Φ2.5 焊后热处理温度(℃)/ 焊条牌号J427 施焊条件室外焊条规格
(mm)
Φ2.5 Φ3.2 焊枪氩气流量(升/分)8—12
焊接电流90/140 管内(氩)气流量(升/
分)
/
焊接电压12/34
焊接层数2/3
编制审核审批日期日期日期。
湖北神珑泵业有限责任公司
焊接工艺卡
湖北神珑泵业有限责任公司
焊接工艺卡
.
湖北神珑泵业有限责任公司
焊接工艺卡
湖北神珑泵业有限责任公司
焊接工艺卡
湖北神珑泵业有限责任公司
焊接工艺卡
湖北神珑泵业有限责任公司
焊接工艺卡
湖北神珑泵业有限责任公司
焊接工艺卡
湖北神珑泵业有限责任公司
焊接工艺卡
湖北神珑泵业有限责任公司
焊接工艺卡
湖北神珑泵业有限责任公司
焊接工艺卡
湖北神珑泵业有限责任公司
焊接工艺卡
湖北神珑泵业有限责任公司
焊接工艺卡
湖北神珑泵业有限责任公司
焊接工艺卡
湖北神珑泵业有限责任公司
焊接工艺卡
湖北神珑泵业有限责任公司
焊接工艺卡
湖北神珑泵业有限责任公司
焊接工艺卡
湖北神珑泵业有限责任公司
焊接工艺卡
湖北神珑泵业有限责任公司
焊接工艺卡。