管对接水平固定焊
- 格式:doc
- 大小:356.00 KB
- 文档页数:3

管道各种位置焊接操作工艺技术指南(一)、水平固定管电弧焊接工艺1、管子对接焊缝只能单面焊双面成型,必须从工艺上保证根层焊缝的焊透,但又不能产生内凹和焊瘤。
2、由于焊接位置的不断变化,运条角度和焊工站立的高度必须适应变化的要求。
3、焊接热分布的规律是,上面的温度比下面高,应设置近前电阻式电流调节电器,但在焊接电流不能调正的情况下,主要靠摆动焊条来控制热量,达到均匀熔化的目的。
4、应选用有操作经验,证、质相当的焊工施焊。
5、操作技术点焊前应预先试好电流,然后检查对口是否符合要求,无误时方可点焊。
点焊使用的工艺应与正式焊接相同,一般点焊1-2点,点焊在水平或斜平焊位置上,长度为10-15mm,高度2-3mm,点焊后两端应修成缓坡形,以保持接头质量。
第一层的焊接:第一层的焊缝是决定焊接质量的关键。
采用击穿焊接法,即将钝边熔化,以保证焊缝焊透。
当对口间隙过大时,也可采用渗透法焊接,但必须焊透。
根据水平固定管的焊接特点,第一层仰焊位置采用直线运条法,平立焊位置可稍做摆动或灭弧来控制熔池温度。
每一层焊缝分两个半圆,先焊的一半称前半部,后焊的一半称后半部。
先焊一半的起头和收尾,焊到起过中心线约10-15mm,如图。
后焊的一半起头和收尾都要盖过前半的起头和收尾。
焊接从仰焊位置开始,按仰、立、平的焊接顺序进行焊接,随着焊接位置的不断变化,焊条角度也必须相应的变化,如图。
焊接时在坡口内引弧,采用酸性焊条焊接,引弧后拉长电弧预热2-3秒钟,待坡口两侧接近熔化状态,立即在低电弧开始焊接,给第一滴铁水,当铁水在坡口内形成熔池,将焊条抬起断弧,当熔池温度下降,熔池变小,再焊接形成第二个熔池,如此循环一直向前焊接。
焊接关键是要控制熔池的温度,也就是要控制电弧在熔池内停留的时间。
即要保证焊透,熔合良好,又要使铁水不往下落。
当采用碱性低氢型焊条焊接时,要直流反接,短弧操作。
引弧后就要给铁水进行焊接。
后半部焊接与前半部相同,但下接头、上收头难度较大,后半部起焊前先将接头处修成缓坡形,或用电弧接头处熔掉一部分形成缓坡状,然后再击穿焊接。
焊接工艺设计Φ100×8×100 20钢管对接水平固定SMAW焊一.原始材料工件材质:20钢母材数量:2根试件尺寸:Φ100×8×100焊接要求:单面焊双面成形接头形式:对接接头焊接位置:全位置焊接二.任务1.母材技术状况20钢,含碳量为0.2%,属于低碳钢,还含有一定量硅(Si)(一般不超过0.4 %),锰(Mn)(一般不超过0.8%,较高可到1.2%)合金元素,不含其它合金元素。
(1)特性:该钢属于优质低碳碳素钢,冷矫正,渗碳淬硬钢。
该钢强度低韧性,塑性和焊接性均好。
抗拉强度为253-500Mpa,伸长率》24% (2)用途:适用于制造汽车,拖拉机及一般机械制造业中建造不太重,要的中小型渗碳碳氮共渗等零件;在热轧和正火状态下用于制造受力不大而要求韧性高的各种机械零件。
(3)供货状态及硬度:未热处理状态,硬度《156HBS(4)力学性能:抗剪强度275-392MPa,抗拉强度253-500MPa,屈服强度275MPa,延伸率25%(5)许用应力:20钢在225℃下许用应力:(6-16)mm之间117-131MPa,在150℃以下许用应力:150℃时,20钢钢管的许用应力为130MPa。
2.焊接材料选择及技术状况(1)焊条:E4303 牌号:HJ422①用途:是常用的电焊条,它属于酸性焊条,适用于交直流电焊机,用于焊接重要的低碳钢结构和强度等级低的低合金钢,一般用于焊接钢结构和普通碳钢管道的焊接。
②规格:E4303焊条直径从2.5mm到6.0mm不等,可进行全位置焊接,交直流两用,具有优良的焊接工艺性能和力学性能,电弧稳定,飞溅少,脱渣容易,焊缝成形美观。
③熔敷金属成分如下表13.焊前准备(1)坡口形式及加工方法:V型坡口,单侧坡口30°,钝边0.5-1mm,用坡口加工机加工。
(2)用抛光机、内壁打磨机将管内外坡口两侧20mm范围内铁锈、油污、氧化皮、水分清除干净;(3)焊机接地良好,调试、调节焊接工艺参数;(4)场地清理是,焊接电缆理顺,保持场地清洁;(5)检查工件的尺寸、形状是否符合要求。

管对接水平固定焊实训报告一、背景管对接水平固定焊是一种常见的焊接工艺,广泛应用于管道工程和金属结构工程等领域。
本次实训的目的是通过学习和实践,掌握管对接水平固定焊的基本原理、操作技术和质量控制方法,提高焊接工人的技能水平和工作效率。
二、分析1.管对接水平固定焊的原理管对接水平固定焊是指将两根管道的连接处进行焊接,使其固定在一定的位置上,确保焊接质量。
该工艺主要涉及到焊接电源、焊接电流、焊接速度、焊接材料等方面的因素。
2.焊接操作技术(1)焊接准备:清理和处理管道表面,确保无油污、尘土和氧化物,提高焊接质量。
(2)焊接参数设置:根据焊接材料和管道厚度等因素,合理设置焊接电流、电压、焊接速度等参数,以确保焊接接头的质量。
(3)焊接操作:使用手工焊接或自动焊接设备进行焊接,保持焊接电流和速度的稳定,在保证焊接质量的前提下提高焊接效率。
3.质量控制方法(1)焊接工艺评定:通过进行焊接实验,确定合适的焊接工艺参数,以确保焊接质量符合要求。
(2)焊接接头质量检测:对焊接接头进行外观检查、尺寸测量和力学性能测试等,确保焊接接头的质量。
三、结果通过本次实训,我们掌握了管对接水平固定焊的基本原理、操作技术和质量控制方法,取得了如下结果:1.理论知识掌握:我们了解了管对接水平固定焊的原理,能够根据不同的焊接要求,合理设置焊接参数。
2.操作技术提升:我们经过实践操作,掌握了焊接准备、焊接参数设置和焊接操作等关键技术,提高了焊接工作的效率和质量。
3.质量控制能力增强:我们学会了进行焊接工艺评定和焊接接头的质量检测,能够及时发现和纠正焊接质量问题,提高了焊接接头的质量稳定性。
四、建议针对实训中的问题和不足,我们提出了以下建议:1.加强理论学习:继续深入学习焊接原理和相关知识,提高对焊接工艺的理解和掌握程度。
2.多做实践训练:通过参与更多的实际项目和实训,不断积累经验,熟练掌握各种焊接操作技术。
3.持续改进质量控制:加强对焊接接头质量的检测和评估,及时调整焊接工艺参数,提高焊接接头的合格率和质量稳定性。

Φ100×8×100 20钢管对接水平固定SMAW焊接工艺设计一、材料的选择1、母材的选择:母材选用尺寸为Φ100×8×100mm的20钢钢管两根,其交货状态为硬度HBS10/3000未热处理,主要特征:该钢属于优质碳素结构钢,塑性和焊接性好,化学成分见表1:表1 20钢化学成分元素 C Si Mn S P含量0.22-0.23 0.21-0.22 0.50-0.51 0.028-0.029 0.01-0.014 力学性能:抗剪强度275-392MPa,抗拉强度253-500MPa,屈服强度275MPa,延伸率25%。
许用应力:20号钢225℃下,板厚在6-16mm之间的许用应力为117-131MPa;在150℃时,20号钢管的许用应力为130MPa。
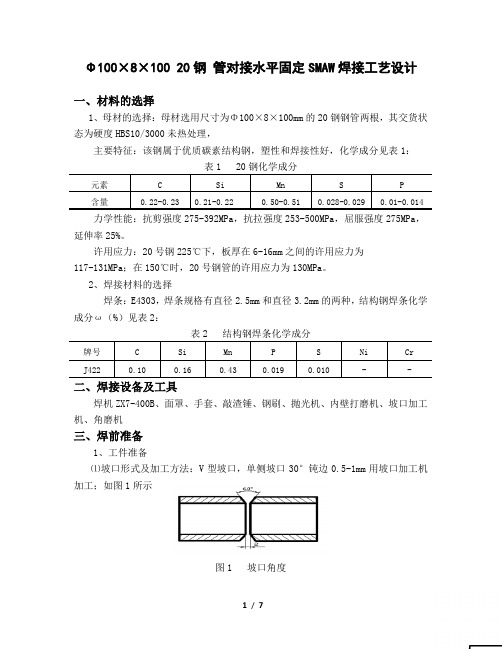
2、焊接材料的选择焊条:E4303,焊条规格有直径2.5mm和直径3.2mm的两种,结构钢焊条化学成分ω(%)见表2:表2 结构钢焊条化学成分牌号 C Si Mn P S Ni Cr J422 0.10 0.16 0.43 0.019 0.010 - - 二、焊接设备及工具焊机ZX7-400B、面罩、手套、敲渣锤、钢刷、抛光机、内壁打磨机、坡口加工机、角磨机三、焊前准备1、工件准备⑴坡口形式及加工方法:V型坡口,单侧坡口30°钝边0.5-1mm用坡口加工机加工;如图1所示图1 坡口角度⑵用抛光机、内壁打磨机将管内外坡口两侧20mm 范围内铁锈、油污、氧化皮、水分清除干净;⑶检查工件的尺寸、形状是否符合要求。
2、接头的准备和形式:水平固定管对接接头 3、工件尺寸:两节20钢钢管 Φ100×8×1004、焊条的烘干:焊接前在150-250℃的温度下烘干2小时,并放在保温筒内四、焊接参数的选择焊接工艺参数的选择见表3:焊道分布如图2所示表3 焊接工艺参数焊接层次 焊条直径(mm )焊接电流(A )打底焊(1道) 2.5 60-80 填充焊(2道) 3.2 90-110 盖面焊(3道)3.290-100图2 焊道分布五、焊接确定1、装配要求见表4表4 全位置焊接装配要求坡口角度/(°) 装配间隙/mm 钝边/mm 错边量/mm600点处3.2 6点处2.50.5-1≤0.52、定位焊:采用三点定位法,定位焊缝长度10mm左右,装配间隙为2-3mm,仰焊部位窄,平焊部位宽,为保证两节钢管焊后的同轴度,错变量不大于0.5mm.如图3所示:图3 水平固定管定位焊示意图3、打底焊打底焊的质量决定整个焊缝的焊接质量,要求根部焊透,背面焊缝成性良好。
0前言随着化工及电力工业的不断发展,中厚壁板的钢管得到越来越广范的应用。
在实际使用过程中往往局限与供货长度,因此钢管必须进行环形焊缝的拼接才能达到设计规定的要求,而管道内部一般为流动性液体或气体,且又不能够两面施焊,如采用加衬垫拉间隙的方式进行拼接焊接,而钢管内部衬垫、焊缝焊瘤以及焊缝塌腰往往防碍管内部介质的流动。
因此为了保证钢管焊缝质量,必须用单面焊双面成型焊接技术,从工艺上保证第一层焊缝焊透且背面成型良好。
1工艺措施1.1焊前准备a.搭设固定管子的支架由于焊接位置是沿圆形连续变化,这就要求施焊者站立的高度和运条角度必须适应焊接位置变化的需要。
根据实际经验支架的高低一般以钢管放上后管子最低处离地面约650mm为宜。
b.坡口形式采用火焰切割的方式或用切口机的方式把接口切割成300波口,顿边为1mm;用砂轮机修磨坡口上以及坡口附近15mm的氧化铁或毛刺。
c.焊接材料选用依据母材的材质选用相应焊条,一般由于水电行业钢管的应用较为严格,因此推荐选用相应牌号的低氢型碱性焊条,并在使用前根据说明书要求存放和烘干处理。
1.2组对如图将需要拼接的钢管放在支架上进行组兑,两管间隙保证3~4mm,错牙小于1mm,圆周进行定位焊,定位焊时管直径≤Ф133mm时定位焊取两点;>Ф133mm时定位焊取三点,但为保证焊缝质量定位焊时最好采用板条单面焊到管子外侧来临时固定管子,当焊缝焊到该位置时再把板条打掉。
定位焊的焊接电流应偏大些,以使起焊处有足够的温度;定位焊缝长度一般为10~20毫米,高度为3~5毫米。
定位焊缝一定要保证质量,不允许有缺陷存在。
焊后清理干净后,将定位焊两端磨成斜坡。
1.3焊接a.第一层的焊接第一层焊缝的焊接时由于熔池的温度和形状不易控制,根部焊缝常出现焊不透、焊瘤及塌腰等焊缝缺陷。
尤其在起焊点和收尾点如果处理不好,则非常容易出现多种缺陷。
因此焊缝质量的好坏最关键的就是第一层的的焊接,焊条采用Ф3.2mm焊条,焊接时采用稍作摆动的直线运条法。
焊工比武实操试题一、实际操作项目本次比武项目两个,各占实际操作总分的50%。
1. 管对接水平固定焊5G(焊条电弧焊SMAW;2. 立板补焊(焊条电弧焊SMAW;二、赛件图样1. 管对接水平固定焊5G(焊条电弧焊SMAW(见附图HJ-2012-012. 立板补焊(焊条电弧焊SMAW(见附图HJ-2012-02三、技能评分标准1. 管对接水平固定焊5G(焊条电弧焊SMAW评分标准(见电焊工技能比武外观评分表一2. 立板补焊(焊条电弧焊SMAW评分标准(见电焊工技能比武外观评分表二3. 无损检验评分标准(见电焊工技能比武无损检验评分标准四、赛场准备设备、材料1、焊条电弧焊弧焊机选用ZX5-400整流焊机。
2、焊条:型号:E5015;规格:①2.航、①3.2w;生产厂家:上海电力电力修造厂。
五、试件组对1. 每位选手所领用试件,在组对前应检查是否符合要求,一般不准调换,若有异议,由监审组裁定2. 参赛选手按抽签的比武轮次,按规定时间、地点自行进行试件组对3. 试件在组对过程中如不慎装废,选手可自行修复,但不得调换。
4. 试件组对规定如下:(1组对时间为30分钟;(2点固焊应采用与正式焊接相同的焊接方法和焊接材料;(3所有试件应点固在正面坡口内。
管状试件①159X、立板补焊试件点固不得超过3点,点固长度<10mm六、具体要求1. 比武操作时间为90分钟。
2. 比武中不得使用电动工具。
3. 选手可自备下列工具:面罩、锤子、扁铲、锉刀、钢丝刷、砂布、磨光机、锯条。
4. 管状试件、立焊补焊试件点固处不许放在仰焊(5点钟~7点钟位置。
5. 试件全部采用单面焊。
6. 试件的焊接方向均采用两半圆自下而上焊接。
7. 试件在施焊过程中(包括焊缝层间清理均应在焊接支架上进行,不得变换位置和方向。
如遇清理焊缝使试件移位,应在监审人员监督下恢复原位。
8. 施焊过程中,试件焊废不予补发,允许选手在比武时间内自行手工修复。
焊缝的正反面不准修复补焊、重熔,若违反该试件按0分处理9. 选手在比武过程中,若需要休息、饮水、上洗手间等所占用时间,一律计算在操作时间内。