液压绞缆机
- 格式:pptx
- 大小:382.24 KB
- 文档页数:5

绞缆机常见故障全文共四篇示例,供读者参考第一篇示例:绞缆机是一种用于卷绕和拉动电缆、绳索等材料的工具,广泛应用于建筑、港口、电力等行业。
由于长期使用和环境因素等原因,绞缆机也会出现各种故障。
下面我们来了解一下绞缆机常见的故障及解决方法。
一、绞绳卡滞1.原因:绞绳机绞绳头调整不当,导致绞绳头摩擦力大,或者绞绳头损坏。
解决方法:检查绞绳头是否固定牢固,如果松动需要重新调整。
如果绞绳头损坏,需要更换新的绞绳头。
2.原因:绞绳机绞绳盘过大或绞绳过多,造成摩擦力过大。
解决方法:将绞绳盘调整到适当的大小,减少绞绳数量,避免绞绳盘滑动困难。
3.原因:绞绳机绞绳速度过快,绞绳头无法及时跟上。
解决方法:调整绞绳机的绞绳速度,保持绞绳头与绞绳速度一致。
二、绞绳松动三、绞绳机电机故障1.原因:电机老化或损坏。
解决方法:更换新的电机,定期对电机进行保养和维护。
2.原因:电机过热。
解决方法:及时停机降温,检查电机是否漏电,必要时更换电机。
四、绞绳机行走困难1.原因:绞绳机轮胎磨损严重。
解决方法:更换新的轮胎,保持轮胎表面清洁。
2.原因:绞绳机轴承生锈。
解决方法:清洁轴承,涂抹适量的润滑油,保持轴承良好状态。
五、其他故障1.原因:绞绳机绞绳头和绞绳盘之间有异物。
解决方法:清除异物,保持绞绳机内部清洁。
2.原因:绞绳机电路故障。
解决方法:请专业维修人员检查绞绳机电路,及时修复。
以上是关于绞缆机常见故障及解决方法的介绍,希望能对大家有所帮助。
维护保养绞缆机是确保其正常工作的关键,定期检查和保养可以减少故障发生的几率,延长绞缆机的使用寿命。
第二篇示例:绞缆机是现代工程施工中常用的一种设备,用于对电缆、钢索等进行涡旋捻制,是工程建设中必不可少的设备之一。
在使用过程中,绞缆机也会出现一些常见的故障,给工程施工带来一定的困扰。
下面就来详细介绍一些绞缆机常见的故障及其解决方法。
一、电机故障1. 电机启动困难:绞缆机电机启动困难的原因有很多,可能是电机本身出现故障,也可能是电源线路接触不良等。

液压牵引机的型号及配置说明一、SA-YQ30液压牵引机1.别名:液压牵引机、液压绞磨机、国产液压牵引机、液压张力机产品编号:070012.主要技术参数:最大牵引力(kN):30持续牵引力(kN):25最大牵引速度(km/h):5卷筒槽底直径(mm):Φ300卷筒槽数:7适用最大钢丝绳直径(mm):Φ13最大通过连接器直径(mm):Φ40发动机功率/转速(kW/rpm):31/2200外形尺寸(mm):3200×1600×2000整机重量(kg):15003.特点:3.1牵引力、牵引速度无级可调,显示直观;3.2最大牵引力可进行预设定,过载自动保护;3.3失压自动制动功能,确保发动机突然熄火或其它原因造成系统失压时的作业安全;3.4带有钢丝绳自动卷绕装置,自动排绳、装卸方便。
4.配置说明:4.1国产名牌发动机;4.2主泵为萨澳-丹佛斯产品,主马达为意大利SAI技术产品;4.3AKG散热器;4.4威卡液压仪表;5.配套钢丝绳盘GSP950,产品编号07125A。
二、SA-YQ40液压牵引机1.别名:液压牵引机、液压绞磨机、国产液压牵引机、液压张力机2.产品编号:070113.主要技术参数:最大牵引力(kN):40持续牵引力(kN):35最大牵引速度(km/h):5卷筒槽底直径(mm):Φ400卷筒槽数:7适用最大钢丝绳直径(mm):Φ16最大通过连接器直径(mm):Φ50发动机功率/转速(kW/rpm):60/2000外形尺寸(mm):3500×2000×2300整机重量(kg):25004.特点:4.1牵引力、牵引速度无级可调,显示直观;4.2最大牵引力可进行预设定,过载自动保护;4.3失压自动制动功能,确保发动机突然熄火或其它原因造成系统失压时的作业安全;4.4带有钢丝绳自动卷绕装置,自动排绳、装卸方便。
5.配置说明:5.1东风康明斯水冷发动机;5.2主泵、主马达均为博世力士乐产品;5.3意大利RR减速器;5.4主要液压阀为博世力士乐产品;5.5AKG散热器;5.6威卡液压仪表;6.配套钢丝绳盘GSP1400,产品编号07125C。
由于船舶吃水的变化和潮汐的涨落,各根缆绳的受力很难均匀,稳定,因此在系泊状态绞缆机放自动状态。
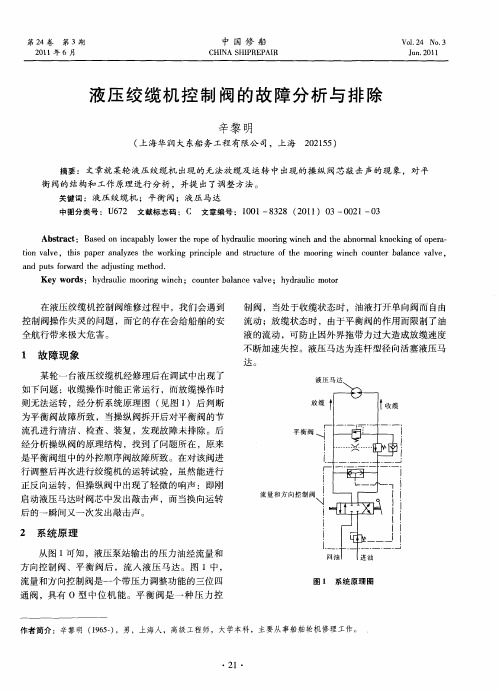
液压自动绞缆机的工作原理,液压马达的输出扭矩是由马达的每转排量和工作压力所决定,故对定量马达而言,只要能自动控制液压马达的工作压力就能控制液压马达的扭矩,即可自动调整系缆的张力。
系泊时,绞缆机放在自动状态(此时泵是运转的),随着缆绳的收紧,张力增大,工作油压P升高,收缆进度随系统内部泄漏量增大而略有降低,当工作压力接近溢油阀2的调定压力Pn时,溢油阀2开启,此时收揽速度迅速降低;当达到调定压力Pn时,缆绳张力达到额定张力F A,此时工作油大部分回流至油箱,只有少量油进入液压马达,维持恒定的压力,马达停转,缆绳速度为0。
当缆绳张力增至F B时,达到F A和传动机构摩擦力之和;张力在F A和F B之间时,缆绳止住不动,工作油压不变。
当缆绳张力超过F B时,则马达反转松出缆绳,马达排油从阀2进口随大部分工作油一起溢流回油箱;若此时缆绳张力进一步增大,则工作油压进一步升高,溢油阀开度溢油量加大,松缆速度加快。
同时,经过阀2的溢油被马达吸回,其余溢油经背压阀5流回油箱,背压阀5保证马达吸口有一定的压力,不至吸压过低。
自动绞缆时缆绳的最大张力F B不应高于缆绳强度的允许值,而张力F A应满足系缆作业的需要。
调低或调高溢流阀2的调定压力,则缆绳张力F A和F B相应的减小或加大。
有的船舶绞缆机泵控系统中设大小两台液压泵,在系泊工况两泵同时供油,在停泊工况只有小泵供油,以减少功耗(例如新南通)。
我们8500的不同,只有主泵,采用恒功率变量泵,当主泵在达到所要求的工作压力是就能改一小流量工作。
所以停泊自动缆状态,只需要一台油泵工作。

电缆笼绞机原理电缆笼绞机是一种用于制作电缆笼的机器,它能将多根电缆绞合成一个笼状的结构。
它的原理是利用机器的旋转和绞合力,将多根电缆绞合在一起,形成电缆笼。
电缆笼绞机的组成电缆笼绞机主要由机架、绞头、电动机、减速器、传动装置、控制系统、液压系统等组成。
机架:机架是电缆笼绞机的主体部分,它支撑着整个机器的运行。
绞头:绞头是电缆笼绞机的核心部件,它能够将多根电缆绞合在一起。
绞头的数量和大小取决于所制作的电缆笼的尺寸和要求。
电动机:电动机是电缆笼绞机的驱动部分,它提供机器的动力。
减速器:减速器是将电动机提供的高速旋转转换成低速高扭矩的装置,它能够提高机器的工作效率。
传动装置:传动装置是连接电动机和绞头的部件,它能够将电动机的动力传递给绞头。
控制系统:控制系统是电缆笼绞机的核心部分,它能够控制机器的运行和绞头的旋转速度,保证电缆笼的质量。
液压系统:液压系统是电缆笼绞机的辅助部分,它能够提供机器的力量和稳定性。
电缆笼绞机的工作原理电缆笼绞机的工作原理是将多根电缆通过绞头绞合在一起,形成电缆笼。
下面是其具体的工作流程:1. 将需要制作的电缆放在绞头的中心位置。
2. 启动电动机,使绞头开始旋转。
3. 绞头的旋转会产生绞合力,将多根电缆绞合在一起。
4. 当电缆绞合到一定长度后,停止绞头的旋转,将绞好的电缆笼取出。
5. 不断重复以上步骤,直至制作出所需的电缆笼。
电缆笼绞机的应用领域电缆笼绞机广泛应用于电力、通信、铁路、公路、建筑等领域。
它能够制作出高质量、高强度的电缆笼,保证电缆的安全和稳定性。
同时,电缆笼绞机还能够提高生产效率,节省人力和时间成本。
总结电缆笼绞机是一种用于制作电缆笼的机器,它的原理是利用机器的旋转和绞合力,将多根电缆绞合在一起,形成电缆笼。
它广泛应用于电力、通信、铁路、公路、建筑等领域,能够制作出高质量、高强度的电缆笼,提高生产效率,节省人力和时间成本。
绞缆机制动原理绞缆机是一种常见的用于起重和运输的设备,其机制动原理可以简单地描述为:通过将缆绳缠绕在绞盘上,并施加制动力来控制和调节缆绳的运动速度和方向。
下面我们将详细介绍这个原理。
1. 绞盘结构绞缆机通常由一个或多个绞盘组成,每个绞盘由一个轴承支撑,并配备有一个手柄或电动马达,用于带动绞盘旋转。
在工作时,缆绳被固定在绞盘上,并随着旋转而卷起或放松。
2. 制动器为了控制缆绳的速度和方向,必须施加一定的制动力。
这通常通过安装制动器来实现。
制动器可以是手动或自动的,手动制动器通常由一个手柄、摩擦片和弹簧组成,当手柄被拉起时,摩擦片会接触到旋转的齿轮或鼓,并产生摩擦力以减缓或停止旋转。
自动制动器则使用液压或气压系统来控制摩擦片与齿轮之间的接触力,并通过传感器来监测缆绳的运动状态,以自动调整制动力。
3. 缆绳缆绳是绞缆机的核心部件,通常由多根钢丝绞合而成,具有高强度和耐磨性。
在使用时,缆绳必须正确地安装在绞盘上,并定期检查和更换以确保其完好无损。
4. 工作原理当需要起重或运输时,将缆绳固定在物体上,并将其卷到绞盘上。
通过手柄或电动马达带动绞盘旋转,使缆绳升起或下降。
同时,制动器施加一定的制动力来控制缆绳的速度和方向。
如果需要停止或减速,可以拉起手柄或自动制动器会自动调整摩擦片的接触力以减慢旋转速度。
当工作完成时,将手柄放下或关闭电源即可停止旋转并锁定缆绳。
总之,绞缆机是一种非常实用的起重和运输设备,在工业、建筑和航海等领域得到广泛应用。
了解其机制动原理可以帮助我们更好地使用和保养它们。
线缆单绞机的工作原理线缆单绞机是一种用于制造电缆的设备,它的工作原理是通过将多根导体线缆绞合成为一个单绞电缆。
下面将详细介绍线缆单绞机的工作原理。
首先,线缆单绞机由多个主要部件组成。
其中包括电机、滑轨、滑轮、绞盘、绞盘传动系统、张力控制系统、电气控制系统等。
整个工作流程可以分为(1)导线挤压;(2)绞合导线;(3)收线等三个主要步骤。
首先,在导线挤压阶段,将多根裸导线通过导线挤压机进行挤压,将其包裹在绝缘层中。
挤压后的导线被拉出至滑轨的上方,并且通过滑轮被引导到绞盘的位置。
然后,在绞合导线的阶段,挤压后的导线被引导到多个绞盘的位置,线缆单绞机中通常有两个或四个绞盘,导线在绞盘上进行旋转。
绞盘通常由钢制成,绞制的导线受到绞盘的旋转作用,在绞盘的推力下,导线彼此绞合在一起,形成一个单绞的结构。
不同绞盘的旋转方向可能相反,以增加线缆的柔韧性和抗扭转能力。
最后,在收线阶段,绞合完成的单绞电缆被收卷到可拆卸的卷筒上,通常将电缆卷绕在一定长度或重量的线盘上。
该卷绕过程是通过绞盘传动系统、张力控制系统和电气控制系统共同完成的。
在绞盘传动系统中,电机通过传动装置带动绞盘旋转。
传动装置通常由电机、齿轮箱、传动带、滑轮等组成,通过控制电机的转速、传动带的拉力以及滑轮的位置来调节绞盘的旋转速度和张力。
在张力控制系统中,绞盘通过张力控制装置的调节,使电缆在绞合过程中保持适当的张力。
这种张力的调节通常是通过改变绞盘的旋转速度或通过触摸屏的操作控制完成的。
在电气控制系统中,通过电气元件(如开关、接触器、变频器等)在电路中建立相应的控制逻辑,实现设备的自动控制和保护。
通过电气控制系统,实现对线缆单绞机各个部件的联锁控制、工作参数的设定、生产数据的采集等功能。
综上所述,线缆单绞机是一种通过绞盘旋转将多根导线绞合成为一个单绞电缆的设备。
它通过导线挤压、绞合导线和收线等步骤,以及绞盘传动系统、张力控制系统和电气控制系统的协同作用,完成电缆的制造过程。