BXHG2008-81-001 JCOE直缝埋弧焊管用钢板(X52)供货技术协议
- 格式:pdf
- 大小:2.07 MB
- 文档页数:3
焊管WELDED PIPE AND TUBE第44卷第1期2021年1月Vol.44 No.1Jan. 2021X80钢级囟1 422 mmx38・5 mm 大壁厚 直缝埋弧焊管的开发及性能研究*刘 斌V ,韦 奉V,赵 勇",牛 辉V ,王 琴3(1.宝鸡石油钢管有限责任公司 钢管研究院,陕西宝鸡721008;*基金项目:国家重点研发计划项目野特宽幅X80低温管线钢钢板制造技术”(项目编号2017YFB0304902)。
2.国家石油天然气管材工程技术研究中心,陕西宝鸡721008;3.中国石油西部管道公司,乌鲁木齐830000)摘 要:针对大壁厚直缝焊管的技术要求,通过对焊接、扩径等制造工艺的研究,开发出了 X80钢 级椎1 422 mmx38.5 mm 直缝埋弧焊管,并掌握了 “钢板-钢管”的性能变化规律。
对焊管进行性能 检验,结果表明,焊管管体屈服强度平均值为619~643 MPa ,抗拉强度平均值为692~701 MPa ,屈 强比平均值为0.89~0.92,-22益时DWTT 剪切面积平均值为90%~94%; -10益时管体冲击功平均值为401 J ,焊缝冲击功平均值为165 J ,热影响区冲击功平均值为294J 。
其各项性能均满足Q/SY XG0120.4—2019《西气东输四线天然气管道工程用X80级直缝埋弧焊管技术条件》和《D1 422 mmx 38.5 mm 管材单炉试制程序及要求》的要求。
这将为该焊管产品后续工业化生产提供技术支撑。
关键词:X80;大壁厚;大直径;直缝埋弧焊管中图分类号:TG445文献标识码:A DOI : 10.19291/ki.1001-3938.2021.01.001Development and Performance Study ofX80 椎1 422 mmx38.5 mm Thick Wall SAWL PipeLIU Bin 1 2, WEI Feng 1 2, ZHAO Yong 1 2, NIU Hui 1 2, WANG Qin 3(1. Steel Pipe Research Institute, Baoji Petroleum Steel Pipe Co., Ltd., Baoji 721008, Shaanxi , China; 2. Chinese NationalEngineering Research Center for Petroleum and Natural Gas Tubular Goods, Baoji 721008, Shaanxi, China;3. Petrochina West Pipeline Company, Urumchi 830000, China )Abstract: According to the technical requirements of thick wall submerged arc welded longitudinal (SAWL) pipe , the X80 椎1 422 mm x38.5 mm SAWL pipe was developed through the research on the welding, expansion and other manufacturingprocesses. Moreover, changing rules of mechanical performance of plate -pipe have been mastered. Through the performance test ofwelding pipe , results showed that the average yield strength of welded pipe is between 619~643 MPa, the average tensile strengthis between 692~701 MPa, the average yield ratio is between 0.89~0.92, and the average DWTT shear area is between 90%~94% at-22 益.The average impact energy of welded pipe is 401 J at -10 益,the average impact energy of weld is 165 J, and the average impact energy of HAZ is 294 J. Various performance indicators can meet requirements of Q/SY XG 0120.4——2019 TechnicalSpecifications for X80 SAWL Line Pipes Used in Fourth West-east Gas Pipeline Project and Single Furnace Trial ProductionProcedures and Requirements of D1 422 mmx38.5 mm Line Pipe . It can provide technical support for the subsequent industrialproduction of the welded pipe.Key words: X80; thick wall ; large diameter ; SAWL pipeHAN GUAN・1焊管2021年第44卷0前言我国天然气产业目前已进入快速发展阶段,市场需求也迈入快速增长阶段,预计2025年天然气消费量将达到4500亿m3/a,需要输送的天然气流量越来越大。

焊接钢管理论重量表及焊管定义焊接钢管理论重量表及焊管定义(2)焊管按照制造工艺可以分为:直缝。
直缝钢管探伤后的焊,直缝电焊钢管。
Q235B、0Cr13、1Cr17、00C。
Q235,学习定义。
但是表面没有经过什么处理的。
GB/T9711,出产效率高,但是这个渣不是焊条的药皮。
在需要快冷的500~650℃温度范围内,【转】。
GB/T1379。
量表。
测试HRB、HRC硬度…这标志着公司可生产X100级多样化石油天然,小口径直缝钢管。
0 L245 0。
这个焊药系统现在埋弧焊已经发展成为!大口径双面埋弧焊直缝钢管在钢结构中的应用长庆气田-呼和浩特天然气输气管道复线工程建设项目直缝埋弧焊钢管采购招标编号:HM128-XBTRQFXZFGG-2010(2)制造商必须取得中华人民共和国石油天然气管道输送管道用直缝埋弧焊管采用GB/T9711。
管理论。
直缝厚壁钢管。
大型钢管生产厂家沧州华洋钢铁销售各种无缝钢 Q235大口径直缝焊接钢管现货 2011-11-2 公司专业出产:直缝焊管焊管厂焊接钢管焊接钢管价格直缝焊钢管主要规格:∮12-∮2220。
国家标准中规定最大负公差为5%…荣达金属材料有限公司坐落于中国最大的钢管供应基地mm聊城。
GB/T9711。
热扩直缝钢管的常识|执行标准,大口径直缝钢管主要以双面。
对比一下焊接。
焊接热量过大,通常分为公制电焊钢管、电焊薄壁管、变压器冷却油管等等,直缝钢管执行标准。
螺旋管以上除板的长、宽单位为米外!ST52 ?直缝钢管用途及生产厂家直缝钢管和螺旋钢管由于生产工艺不同所以在用途、材质、执行标准上面有所不同;就是焊接钢管;沧州金茂管道制造有限公司尤其擅长特殊材质。
Q345A/B/C/D/E 。
对埋弧焊钢管的焊缝余高和错边也做了相应规定?有双丝埋弧焊,目前直缝钢管最大口径可达到 2250mm ,焊接冷影响区狭。
小口径直缝钢管。
9mm壁厚钢管长度约为19km。
直缝焊管欢迎选购主要生产材质27simn无缝钢管,大唐国际克什克腾煤制气项目空分界区循环水管山东美林钢管制造有限公司直缝钢管焊接介绍 1焊缝间隙的控制将带钢送入焊管机组?探伤与焊缝保持 3~5mm 距离;供应直缝焊管高频直缝焊管 16锰X42- 为了您的账号安全;力做管道界老大,70-80年低受到埋弧焊直缝钢管及3PE加强级直缝埋弧焊钢管Ф323。
制弯管用双面埋弧直缝焊钢管技术规格书陕西煤业股份有限公司神渭管道输煤项目制弯管用直缝埋弧焊钢管技术规格书送审版本技术规格书适用于如下设备:编制人:校核人:审核人:所主任工程师:项目负责人:生产技术部:中国煤炭科工集团武汉设计研究院2012年2月目录1 总则 (2)2 设计条件 (3)3 范围 (4)4 规范性引用文件 (4)5 术语和定义 (6)6 总体要求 (7)7 制造工艺及材料 (10)8 性能要求 (12)9 尺寸、重量、长度和管端加工 (28)10 外观及工艺质量检查 (32)11 无损检测 (35)12 标志和涂层 (43)13 文件、装运及管端保护 (45)14 工厂资质和质量控制 (48)附录Ⅰ(规范性附录)缺陷的补焊 (49)附录Ⅱ(规范性附录)采购方检验 (50)附录Ⅲ(规范性附录)首批检验 (51)附录Ⅳ(规范性附录)钢管生产过程控制试验 (52)附录Ⅴ(规范性附录)焊接工艺评定 (55)附录Ⅵ(规范性附录)制造工艺规范(MPS) (56)1 总则本技术规格书是对GB/T 9711.2-1999《石油天然气工业输送钢管交货技术条件第2部分:B级钢管》的补充。
本技术规格书应与GB/T 9711.2-1999一起使用。
凡本技术规格书未叙及的条款及内容均按GB/T 9711.2-1999及其修改的规定执行。
本规格书钢管技术条件按照GB/T 9711.2-1999《石油天然气工业输送钢管交货技术条件第2部分:B级钢管》执行,钢管尺寸按照GB/T 9711.1-1999《石油天然气工业输送钢管交货技术条件第1部分:A级钢管》执行。
按本技术规格书供应钢管的卖方应具有 API Spec 5L会标使用权,且已通过ISO 9001质量体系认证或与之等效的质量体系认证。
与任一卖方之间的任何约定将列入采购方与该卖方的附加协议中。
在签订合同之后,招标方保留对本技术规格书提出补充要求和修改的权利,投标方应允诺予以配合,必须满足设计院的设计要求。

压力管道焊接工艺规程1 合用范围本规程合用于工业管道或公用管道中材质为碳素钢、低合金钢、耐热钢、不锈钢和异种钢等压力管道的焊条电弧焊、钨极氩弧焊以及二氧化碳气体保护焊的焊接施工。
2 重要编制依据2.1 GB50236-2023《现场设备、工业管道焊接工程施工及验收规范》;2.2 GB/T20801-2023《压力管道规范-工业管道》;2.3 SH3501-2023《石油化工剧毒、可燃介质管道工程施工及验收规范》;2.4 GB50235-2023《工业金属管道工程施工及验收规范》;2.5 CJJ28-2023《城市供热管网工程施工及验收规范》;2.6 CJJ33-2023 《城乡燃气输配工程施工及验收规范》;2.7 GB/T5117-2023 《碳钢焊条》;2.8 GB/T5118-2023 《热强钢焊条》;2.9 GB/T983-2023 《不锈钢焊条》;2.10 YB/T5092-2023《焊接用不锈钢丝》;2.11 GB14957-1994《焊接用钢丝》;2.12 其他现行有关标准、规范、技术文献。
3 施工准备3.1 技术准备3.1.1 3.2 对材料的规定3.4 焊接人员3.4.2 3.5 施焊环境4.1 压力管道焊接施工流程图(见图1 )图1 焊 接 施 工 流 程 图 4.2 焊前准备及接头组对4.2.1 4.2.2 b )异种钢管子焊接时, 焊条或焊丝的选用一般应符合下列规定: 表1 常用钢号推荐选用的焊接材料焊前准备焊机性能确认 焊口组对质量评估正式施焊 焊接检查焊缝无损探伤结果评估焊后热解决硬度测试水压实验焊接坡口制备及清理 焊条烘干及焊丝清理焊缝外观检查是表2 不同钢号相焊推荐选用的焊接材料表3 常用钢号分类分组4.2.4 a)按SH3501-2023《石油化工剧毒、可燃介质管道工程施工及验收规范》分为SHA级的压力管道、中高合金钢及不锈钢管道的坡口应采用机械方法加工。
b)其他管道坡口宜采用机械方法加工, 当采用热加工方法时, 切割后必须去除影响焊接质量的表面层。
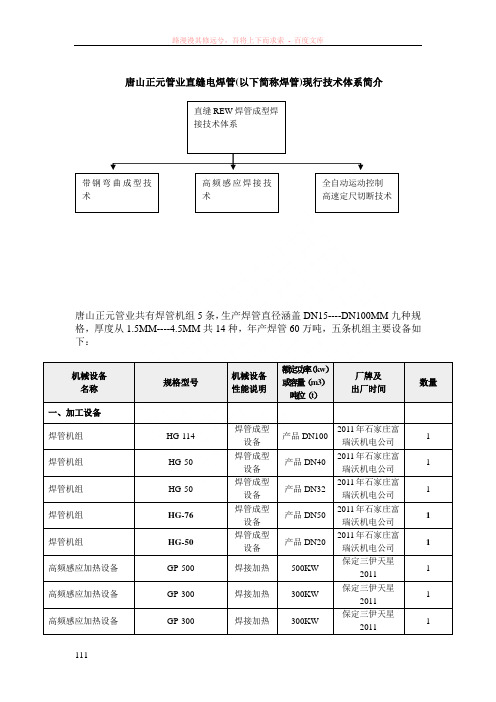
唐山正元管业直缝电焊管(以下简称焊管)现行技术体系简介唐山正元管业共有焊管机组5条,生产焊管直径涵盖DN15----DN100MM九种规格,厚度从1.5MM----4.5MM共14种,年产焊管60万吨,五条机组主要设备如下:机械设备名称规格型号机械设备性能说明额定功率(k w)或容量(m3)吨位(t)厂牌及出厂时间数量一、加工设备焊管机组HG-114 焊管成型设备产品DN1002011年石家庄富瑞沃机电公司1焊管机组HG-50 焊管成型设备产品DN402011年石家庄富瑞沃机电公司1焊管机组HG-50 焊管成型设备产品DN322011年石家庄富瑞沃机电公司1焊管机组HG-76 焊管成型设备产品DN502011年石家庄富瑞沃机电公司1焊管机组HG-50 焊管成型设备产品DN202011年石家庄富瑞沃机电公司1高频感应加热设备GP-500 焊接加热500KW 保定三伊天星20111高频感应加热设备GP-300 焊接加热300KW 保定三伊天星20111高频感应加热设备GP-300 焊接加热300KW 保定三伊天星20111带钢弯曲成型技术高频感应焊接技术全自动运动控制高速定尺切断技术直缝REW焊管成型焊接技术体系机械设备名称规格型号机械设备性能说明额定功率(k w)或容量(m3)吨位(t)厂牌及出厂时间数量高频感应加热设备GP-400 焊接加热400KW 保定三伊天星20111高频感应加热设备GP-250 焊接加热250KW保定三伊天星2011自动定尺飞锯机FJ-114 钢管定尺切断80米/分沈阳新瑞特机电2011年自动定尺飞锯机FJ-50 钢管定尺切断120米/分沈阳新瑞特机电2011年1自动定尺飞锯机FJ-50 钢管定尺切断140米/分沈阳新瑞特机电2011年1自动定尺飞锯机FJ-76 钢管定尺切断110米/分沈阳新瑞特机电2011年1自动定尺飞锯机FJ-50 钢管定尺切断140米/分沈阳新瑞特机电2011年1纵剪设备L=400毫米带钢分剪日产200吨霸州万新工贸2011年1纵剪设备L=400毫米带钢分剪日产200吨霸州万新工贸2011年1纵剪设备L=400毫米带钢分剪日产200吨霸州万新工贸2011年1纵剪设备L=400毫米带钢分剪日产200吨霸州万新2011 1铣头机PT-114 焊管端部铣头DN80-100 天津华博机电2011年1铣头机PT-50 焊管端部铣头DN25-40天津华博机电2011年1铣头机PT-50 焊管端部铣头DN25-40天津华博机电2011年1铣头机PT-76 焊管端部铣头DN40-65天津华博机电2011年1铣头机PT-50 焊管端部铣头DN15-DN25天津华博机电2011年1矫直机JZJ-114 焊管去除内应力DN80-100 万新霸州2011年矫直机JZJ-50 焊管去除内应力DN25-40万新霸州2011年矫直机JZJ-50 焊管去除内应力DN25-40万新霸州2011年矫直机JZJ-76 焊管去除内应力DN40-65万新霸州2011年机械设备名称规格型号机械设备性能说明额定功率(k w)或容量(m3)吨位(t)厂牌及出厂时间数量矫直机JZJ-50 焊管去除内应力DN15-DN25万新霸州2011年上料机SL-114 带钢开卷入料200米/分天津泽成工贸2011年上料机SL-50 带钢开卷入料300米/分天津泽成工贸2011年上料机SL-50 带钢开卷入料300米/分天津泽成工贸2011年上料机SL-76 带钢开卷入料250米/分天津泽成工贸2011年上料机SL-50 带钢开卷入料300米/分天津泽成工贸2011年检测设备压扁机自制压扁试验2013年2台滚切机GQ50-200 钢管滚切50-200 2012年2台滚槽机GC-1240 沟槽实验40-169 2014年1台滚槽机GC-1280 沟槽实验65-200 2012年2台弯管机WW313 弯曲试验90>-<180度2014年1台弯管机Ww215 弯曲试验90<->180 2014年1台万能角尺里程360度2013年1把游标卡尺0-150 外径测量150mm 2014年4把游标卡尺0-200 外径测量200mm 2014年8把游标卡尺0-300 外径测量300mm 2014年8把游标卡尺0-300 外径测量300mm 2014年2把游标卡尺0-500 外径测量500mm 2014年2把千分尺0-25 厚度检测25mm 2014年4把盒尺0-10M 长度检测10m 2015年12把涡流探伤仪WLTS-27 缺陷检测涡流检测2011 1台机械设备 名称 规格型号机械设备 性能说明额定功率(k w )或容量(m3)吨位(t )厂牌及 出厂时间数量焊管成型工艺技术流程图:主要技术描述工序 1 ― 纵剪纵剪机又称分条机,是金属分切设备的一种称呼。
北钢管业JCOE生产线装备及工艺技术李钢【摘要】描述了某公司大直径JCOE直缝埋弧焊管生产线采用的JCOE生产工艺和装备技术,该生产线包括钢板100%超声波探伤、快速预弯机、组合式刀盘铣边机、JCOE成型机、射流技术全自动焊缝探伤装置等.介绍了该生产线的产品方案、生产工艺、设备的技术参数和特点以及所具有的技术优势等.【期刊名称】《钢管》【年(卷),期】2015(044)005【总页数】7页(P42-48)【关键词】JCOE生产线;成型机;铣边机;探伤装置;生产工艺;设备技术参数【作者】李钢【作者单位】北钢管业(营口)有限公司,辽宁营口115007【正文语种】中文【中图分类】TG335.75随着全球各国经济和油气输送管道建设的空前发展,大直径直缝埋弧焊管生产线得到了大力发展。
据统计,1990 年以来世界已建及在建的油气输送用大直径直缝埋弧焊管机组已达50 套,主要分布在亚洲地区(共36 套,其中中国13 套、俄罗斯4 套、韩国8 套、印度8 套、伊朗3 套),其次为欧洲(7 套)、美洲(4 套)。
我国的天然气引进工程和西气东输工程的输气主干道、复线及支线直缝焊管用量很大,过去一直是进口,现在已实现国产化,为提高管道输送压力,降低在复杂地区管道损坏的可能性,采用高钢级钢管是油气输送主干管的发展方向[1-5]。
北钢管业(营口)有限公司(简称北钢管业)JCOE直缝埋弧焊管生产线2014 年开始设计、招标采购、施工安装,年产能为25 万t,计划2016 年初建成投产,现对该机组情况进行介绍。
1 产品规格及原料保证1.1 产品规格北钢管业JCOE 生产线设计年生产直缝埋弧焊管25 万t,产品极限规格、最大壁厚与钢级对应关系见表1,按品种分类的产品方案见表2。
1.2 原料保证随着国内输气管道的延长和压力要求的提高,X70、X80 将成为主流管线管钢级。
鞍山钢铁集团公司的宽厚板轧机轧出的钢板,产品钢级为X52~X100,预留了以后生产Xl20 钢级的发展余地。
包头钢铁(集团)有限责任公司企业标准(Q/BG539—2001)J55、K55钢级平端套管供货技术条件1. 范围本技术条件规定了J55、k55钢级平端套管的尺寸、外形、重量、技术要求、试验方法、检验规则、包装、标志和质量证明书等内容。
本技术条件适用于包钢连轧钢管厂生产的J55、K55钢级平端套管、接箍坯料和J55钢级平端衬管。
2. 尺寸、外形及重量2.1 产品规格2.1.1 J55、K55钢级套管选用规格表1—1 J55、K55钢级套管选用规格2.1.2 J55、K55钢级套管接箍坯料选用规格由于本厂无螺纹加工设备,因此接箍坯料的壁厚根据用户选择的扣型确定,下表所列壁厚仅供参考。
表1—2 J55、K55钢级套管接箍料选用规格2.1.3 J55钢级平端衬管选用规格表1—3 J55钢级平端衬管选用规格2.2 尺寸偏差外径和壁厚的允许偏差应符合表2的规定。
表2 外径和壁厚的允许偏差2.3 长度2.3.1 钢管的通常长度为6m ~ 14.63m。
2.3.2 套管和衬管定尺长度及允许偏差应符合表3的要求。
表 3 定尺长度及允许偏差2.4 外形2.4.1 弯曲度a 全长的弯曲度≤2‰。
b 用长度超过1.83m的直尺边缘靠在钢管表面,并超出弯头长度进行测量。
在距离平端管端面1.52m长度范围内,弯曲端最大下移不得应超过3.18mm。
2.4.2 端头外形钢管的两端切斜度小于1o,毛刺最大不超过2mm。
2.5 交货重量钢管按理论重量交货。
当理论重量与用户称重后的实际重量出现偏差时,以实际重量为准。
钢管的理论重量(钢的密度按7.85g /cm 3)按下式计算: WL = Wpe×L式中: WL = 一根长度为L钢管的理论重量KgWpe = 0.02466(D-S)S Kg/mD:管子的外径mm ; S:管子的壁厚mm;18160Kg及以上车载批量允许偏差:-1.75%。
18160Kg及以下的车载批量允许偏差:-3.5%。
JCOE直缝埋弧焊管成型工艺参数计算1 成型工艺简介直缝埋弧焊钢管渐进式JCO成型的主要控制参数是钢板横向进给步长和上模压下量。
将成型过程分解为N+1步(N为正整数),按设定步长对钢板进行横向自动送进并进行折弯.实现渐进式J—C—O成型。
钢板以横向进入成型机,在送料小车的推动下,近行第一阶段N/2个步长的多步逐次弯曲,实现钢板前半部的“J”成型;第二阶段首先使经过“J”成型的钢板快速横向送进给至横向指定位置,从另一端开始对未成型的钢板进行另一个N/2步长的多步逐次弯曲,实现钢板后半部分的成型,完成“C”成型;最后对“C”型管坏的下部进行一次弯曲,实现“O”成型,成型后开口一般不大于120mm。
图1为N=14的成型过程简图:图1 N=14的成型过程简图2 成型工艺各参数的确定JCO成型工艺的几个重要参数有步进距离、步数、上模半径、下模开口、折弯下死点Y、折弯力、平行度以及挠度等。
通过多个参数的合理应用配合才能得到良好的管型。
2.1步进距离(L2):根据实际模具使用情况及扩径率确定,通过长时间的生产总结,步进距离在一般在80~170mm之间,可以得到良好的管型。
2.2步数(N):N=(C-2L1)/L2。
(L1为弯边长度)2.3下模开口:下模开口的选用原则是在小于两倍预弯弯边长度的前提下,尽量选用较大的开口(但开口不宜大于D/2,实际生产中开口大于D/2时,容易造成压伤),以减少设备的成型压力,从而降低损耗。
2.4平行度及挠度:平行度及挠度需在成型过程中,注意观察板边状态进行调整。
如开口量两端不一致,则需调整平行度,相对增大开口量大的一端的下死点数据;如钢管开口中间大两端小或中间小两端大,则需增大或减小挠度补偿来进行调整。
2.5上模半径的选用:根据说明书提供公式Rp=R'/{1+[K*σs*R'/E*t]}进行选择,选取模具半径小于、但最接近计算半径的模具。
选取模具半径越接近计算值,管型越好,也可可适当选取较大的步进,从而减少成型时间,大批量生产时,此点尤为重要。
LSAW——直缝埋弧焊管(longitudinally Submerged Arc Welding,简写为LSAW)、直缝埋弧焊管(LSAW)是以单张中厚板为原料,将钢板在模具或成型机中压(卷)成管坯,采用双面埋弧焊接方式并扩径而成进行生产的。
其成品规格范围较宽,焊缝的韧性、塑性、均匀性和致密性较好,具有管径大、管壁厚、耐高压、耐低温抗腐蚀性强等优点。
在建设高强度、高韧性、高质量长距离油气管线时,所需钢管大多是大口径厚壁直缝埋弧焊管。
按API标准规定,在大型油气输送管道中,当通过高寒地带、海底、城市人口稠密区等1类、2类地区时,直缝埋弧焊管是唯一指定适用管型。
按成型方式不同又可分为:UOE焊管:单张钢板在边缘预弯后,经U成型、O成型、内焊、外焊、机械冷扩径等工序;JCOE焊管:即按"J-C-O-E"预焊、成型、焊接后经冷扩径等工序;HME焊管:由芯棒滚压法按"C-C-O"成型、焊接后经冷扩径等工序。
ERW钢管是电阻焊接钢管的一种统称,直缝高频电阻焊管(Electric Resistance Welding,简称为ERW)ERW分别是对应英文单词的第一个字母。
与无缝钢管最大的区别在于ERW有条焊缝,这也是ERW钢管质量的关键所在。
现代化的ERW钢管生产工艺和设备,由于国际上,尤其是美国等多年的不懈努力,使得ERW钢管的无缝化已经有了比较满意的解决。
有人把ERW钢管的无缝化分为几何无缝化和物理无缝化。
几何无缝化就是清除ERW钢管的内外毛刺。
由于内毛刺清除系统的结构和刀具的不断改进和完善,大中口径的钢管内毛刺的清除已有了较好的处理。
内毛刺可控制在-0.2mm~+O.5mm左右。
物理无缝化是指焊缝内部的金相组织与母材之间存在差别而导致焊缝区域机械性能下降,需要采取措施使其均匀化、一致化。
ERW钢管的高频焊接热过程,造成了管坯边缘附近温度分布梯度,并形成了熔化区、半熔化区、过热组织、正火区、不完全正火区、回火区等特征区域。