型腔铣加工
- 格式:ppt
- 大小:1.37 MB
- 文档页数:23
5.8 型腔铣削工艺、编程5.8.1型腔铣削加工的内容、要求型腔是CNC铣床、加工中心中常见的铣削加工内结构。
铣削型腔时,需要在由边界线确定的一个封闭区域内去除材料,该区域由侧壁和底面围成,其侧壁和底面可以是斜面、凸台、球面以及其他形状。
型腔内部可以全空或有孤岛。
对于形状比较复杂或内部有孤岛的型腔则需要使用计算机辅助(CAM)编程。
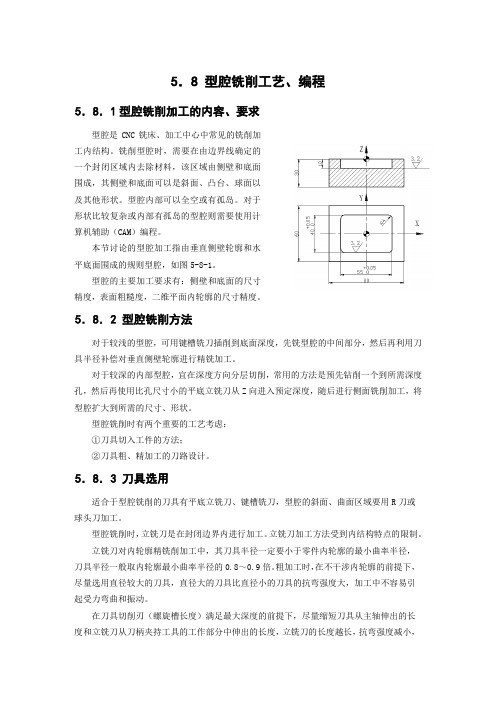
本节讨论的型腔加工指由垂直侧壁轮廓和水平底面围成的规则型腔,如图5-8-1。
型腔的主要加工要求有:侧壁和底面的尺寸精度,表面粗糙度,二维平面内轮廓的尺寸精度。
5.8.2 型腔铣削方法对于较浅的型腔,可用键槽铣刀插削到底面深度,先铣型腔的中间部分,然后再利用刀具半径补偿对垂直侧壁轮廓进行精铣加工。
对于较深的内部型腔,宜在深度方向分层切削,常用的方法是预先钻削一个到所需深度孔,然后再使用比孔尺寸小的平底立铣刀从Z向进入预定深度,随后进行侧面铣削加工,将型腔扩大到所需的尺寸、形状。
型腔铣削时有两个重要的工艺考虑:①刀具切入工件的方法;②刀具粗、精加工的刀路设计。
5.8.3 刀具选用适合于型腔铣削的刀具有平底立铣刀、键槽铣刀,型腔的斜面、曲面区域要用R刀或球头刀加工。
型腔铣削时,立铣刀是在封闭边界内进行加工。
立铣刀加工方法受到内结构特点的限制。
立铣刀对内轮廓精铣削加工中,其刀具半径一定要小于零件内轮廓的最小曲率半径,刀具半径一般取内轮廓最小曲率半径的0.8~0.9倍。
粗加工时,在不干涉内轮廓的前提下,尽量选用直径较大的刀具,直径大的刀具比直径小的刀具的抗弯强度大,加工中不容易引起受力弯曲和振动。
在刀具切削刃(螺旋槽长度)满足最大深度的前提下,尽量缩短刀具从主轴伸出的长度和立铣刀从刀柄夹持工具的工作部分中伸出的长度,立铣刀的长度越长,抗弯强度减小,受力弯曲程度大,会影响加工的质量,并容易产生振动,加速切削刃的磨损。
5.8.4 型腔铣削的路线设计1.型腔铣削加工的刀具引入方法与外轮廓加工不同,型腔铣削时,要考虑如何Z向切入工件实体的问题。


第六章UG型腔铣加工第六章UG型腔铣加工6.1 型腔铣基本知识型腔铣用于粗加工型腔或型芯区域。
它根据型腔或型芯的形状,将要切除的部位在深度方向上分成多个切削层进行切削,每个切削层可指定不同的切削深度,并可用于加工侧壁与底面不垂直的部位,但在切削时,要求刀具轴线与切削层垂直,如下图所示。
平面铣和型腔铣操作都是在水平切削层上创建的刀位轨迹,用来去除工件上的材料余量。
这两种操作的共同点是:(1)两者的刀具轴都垂直于切削层平面。
(2)刀具的所用切削方法相同,都包含区域部分和轮廓部分的铣削(型腔铣中没有标准驱动铣Standard Drive)。
(3)切削区域的开始点控制和进刀/退刀选项相同。
可以定义每层的切削区域开始点,并提供了多种方式的进刀/退刀功能。
(4)其他参数选项(如切削参数选项、拐角控制选项、避让几何体选项等)基本相同。
这两种操作的不同点是:(1)平面铣用边界定义零件材料。
边界是一种几何实体,可用曲线/边界、面(平面的边界)、点来定义临时边界或永久边界。
而型腔铣可用任何几何体以及曲面区域和小面模型来定义零件材料。
(2)切削层深度的定义二者不同。
平面铣通过所指定的边界和底面的高度差来定义总的切削深度,并且有5种方式定义切削深度。
而型腔铣通过毛坯几何体和零件几何体来定义切削深度,通过切削层选项可以定义最多10个不同切削深度的切削区间。
正因为平面铣和型腔铣操作有一些相同点和不同点,故它们的用途有相似之处,也有不同之处,在本章里主要介绍型腔铣中与平面铣不同的地方。
平面铣用于直壁的、并且岛屿的顶面和槽腔的底面为平面的加工。
而型腔铣适用于非直壁的、岛屿的顶面和槽腔的底面为平面和曲面的加工。
在多数情况下,特别是粗加工,型腔铣可以替代平面铣。
型腔铣是模具粗加工的常用方法,对于模具型芯和型腔以及其他带有复杂曲面的零件的粗加工,多选用岛屿的顶平面和槽腔的底平面之间为切削层,在每一个切削层上,它根据切削层平面与毛坯和零件几何体底面的交线来确定切削范围。
型腔铣加工特点及应用型腔铣加工是一种常用于加工机械零件中各种型腔的方法。
它与普通铣削加工相比,具有一些独特的特点和应用。
型腔铣加工的特点主要有以下几点:1. 加工高精度的型腔:型腔铣加工可以加工出形状复杂、尺寸精度要求高的型腔。
通过合理选择刀具形状和加工路径,可以加工出各种形状的内腔、外腔等。
2. 高效率的加工方式:型腔铣加工采用多刀齿同时切削的方式,可以大大提高加工效率。
与传统的单刀齿切削相比,型腔铣加工可以在一次进给中削除更多的金属。
3. 适用于各种材料的加工:型腔铣加工适用于各种金属和非金属材料的加工。
不同的材料可以选择不同的刀具和加工参数,实现高效加工。
4. 可实现高精度的定位加工:型腔铣加工可以通过使用配合销、夹具等定位装置,实现高精度的定位加工。
这样可以确保加工后的零件尺寸精度和形状精度。
5. 可加工的型腔种类多样:型腔铣加工可以加工的型腔种类非常多样,包括圆形、长方形、槽形、楔形、三角形、棱形等各种形状的型腔。
并且可以根据具体需求设计出各种特殊形状的型腔。
型腔铣加工具有广泛的应用领域,其中主要包括以下方面:1. 模具制造:型腔铣加工是制造模具的常用加工方式之一。
模具中常常包含各种复杂的型腔,通过型腔铣加工可以加工出高精度的模具。
2. 航空航天和汽车制造:在航空航天和汽车制造领域,零部件中常常包含各种形状复杂的型腔。
型腔铣加工可以高效地加工出这些复杂的型腔。
3. 电子产品加工:在电子产品制造中,型腔铣加工可以用于加工各种外壳和部件上的型腔,以满足产品的外观和功能要求。
4. 医疗器械制造:型腔铣加工可以用于加工各种医疗器械中的型腔,如体内植入物、手术器械等。
5. 艺术品制造:型腔铣加工可以用于制造各种艺术品中的型腔,以实现特殊的造型效果。
总之,型腔铣加工具有高精度、高效率、适用性广等特点,广泛应用于各个领域的零部件加工中。
随着加工技术和设备的不断进步,型腔铣加工将会有更广阔的应用前景。
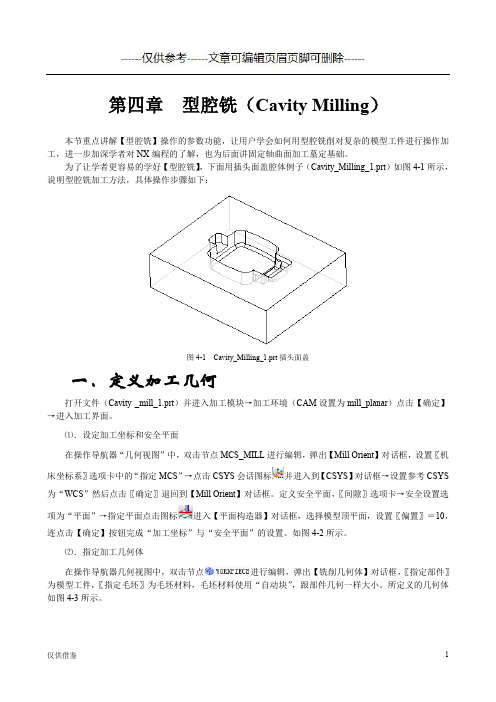
第四章型腔铣(Cavity Milling)本节重点讲解【型腔铣】操作的参数功能,让用户学会如何用型腔铣削对复杂的模型工件进行操作加工,进一步加深学者对NX编程的了解,也为后面讲固定轴曲面加工墓定基础。
为了让学者更容易的学好【型腔铣】,下面用插头面盖腔体例子(Cavity_Milling_1.prt)如图4-1所示,说明型腔铣加工方法,具体操作步骤如下:图4-1 Cavity_Milling_1.prt插头面盖一.定义加工几何打开文件(Cavity _mill_1.prt)并进入加工模块→加工环境(CAM设置为mill_planar)点击【确定】→进入加工界面。
⑴.设定加工坐标和安全平面在操作导航器“几何视图”中,双击节点MCS_MILL进行编辑,弹出【Mill Orient】对话框,设置〖机床坐标系〗选项卡中的“指定MCS”→点击CSYS会话图标并进入到【CSYS】对话框→设置参考CSYS 为“WCS”然后点击〖确定〗退回到【Mill Orient】对话框。
定义安全平面,〖间隙〗选项卡→安全设置选项为“平面”→指定平面点击图标进入【平面构造器】对话框,选择模型顶平面,设置〖偏置〗=10,连点击【确定】按钮完成“加工坐标”与“安全平面”的设置。
如图4-2所示。
⑵.指定加工几何体在操作导航器几何视图中,双击节点进行编辑,弹出【铣削几何体】对话框,〖指定部件〗为模型工件,〖指定毛坯〗为毛坯材料,毛坯材料使用“自动块”,跟部件几何一样大小。
所定义的几何体如图4-3所示。
图4-2 加工坐标与安全平面图4-3指定部件和毛坯几何体二.设定加工方法在模型的编程NC程序时,很多情况都要编很多的加工操作才可以完成把模型加工出来,在此当中,会反复出现不同的加工方法。
为了方便,一般我们都要预先设定好加工方法参数。
按下表4-1所示设定加工方法参数。
表4-1 加工方法参数三.创建刀具从【加工创建】工具条点击【创建刀具】图标,弹出【创建刀具】创建对话,按表4-2所示尺寸创建3把刀具。

型腔铣操作子类型简介及应用教案2.1 型腔铣操作子类型简介及应用型腔铣主要用于创建零件的粗加工刀具路径,以及直壁或者斜度不大的侧壁精加工。
它根据型腔或型芯区域的形状,将要切除的部位分成多个切削层进行切削,每一切削层可以指定不同的深度,可以加工复杂的零件表面。
几乎可以加工任意形状的零件,因此型腔铣加工的应用非常广泛。
NX10.0版本的型腔铣操作主要包含三大类型:第一是用于开粗加工,有四种子类型;第二是用于半精或者精光加工,以深度加工为主有两种子类型;第三是固定轴铣削主要针对曲面加工,有十二种子类型。
也就是可以创建18种不同的操作工序。
全部子类型如图2.4 所示。
图2. 1 型腔铣操作全部子类型典型的型腔铣操作的创建过程一般步骤为:设置工作环境--创建型腔铣操作--设置父节点组--创建加工几何体--设置型腔铣工序相关参数--生成刀具路径--刀轨仿真--后置处理。
开粗的四种子类型分别为:基本型腔铣、插铣、拐角粗加工和剩余铣,还有用于半精或精加工的以等高方式针对轮廓加工的深度轮廓加工和深度加工拐角。
6种子类型的含义和说明如表3.2所示。
基本型腔铣:应用于大部分零件的粗加工;以及直壁或者斜度不大的侧壁的精加工。
通过限定高度值,型腔铣可用于平面的精加工,以及清角加工等。
插铣:它是一种特殊的铣削加工类型,刀具连续做上下运动,快速大量地去除材料。
对于具有较深的立壁腔体零件,插铣加工比型腔铣更加有效。
插铣对机床的刚性要求非常高,一般模具加工不适用这种类型。
拐角粗加工:它可使用参考刀具加工前一操作中因刀具尺寸太大而在拐角处留下的余量。
在切削参数空间范围栏还可以选用3D和基于层的IPW方式来指定拐角的余量范围。
剩余铣:它适用于加工本工序出现以前所有刀具切削后残留的材料。
NX10.0提供三种残料的范围定义方式。
深度加工的两种子类型分别为:深度轮廓加工和深度加工拐角。
深度轮廓加工:它是一种特殊的“型腔铣”工序,类似基本型腔铣中的轮廓铣削模式:通过层切方式加工零件实体表面轮廓。
型腔铣加工几何体一、加工几何体的类型1、部件几何体在型腔铣中,部件几何体用于表示最终工件的几何体,即最终的零件。
它用于控制刀具的切削深度和控制范围。
可在“部件几何体”对话框中通过几何体、特征、小平面的方式来选择部件几何体。
部件几何体是系统计算刀具轨迹的重要依据。
在确认刀轨对加工进行比较检查时,部件几何体将作为比较的依据。
2、毛坯几何体毛坯几何体用于定为要切削掉原材料的几何体或小平面。
毛坯几何体不表示最终工件并且可以直接切削或进刀。
在“毛坯几何体”对话框中可以通过几何体、特征、小平面的方式选择毛坯几何体。
3、检查几何体检查几何体用于定为刀具在加工中要避让、不希望破坏的几何体,如用于固定工件的夹具。
在型腔铣操作中,检查几何体也经常用于对加工区域的的限制。
4、切削区域几何体在型腔铣中,切削区域几何体用来创建局部的型腔铣操作,可以选择工件上特定面来包含切削区域,而不需要选择整个实体。
5、修剪几何体修剪几何体用于进一步对加工区域进行控制,对生成的刀具轨迹做进一步的修剪。
例三:图示零件。
(选择型腔铣几何体练习)刀具:D10R2;加工方式:粗加工,余量0.5mm;切削层:全局每刀深度4 mm;切削模式:跟随周边。
型腔铣的参数设置(1)一、切削模式二、切削层在Cavity mil中切削层可分成不同的Range(范围),各个Range(范围)可指定不同的每层切削深度,最多可指定10个Range。
Cut Level(切削层):在Range(切削范围)内的切削层。
如深2.0的一个Range可分为10个0.2的Cut Level。
Ranges and Cut LevelsRanges和Cut Levels决定了刀具在切削时的切削深。
为了产生一个Cavity mill的刀路,你最少需定义一个Range。
第一个Range系统会根据你定义的Part和Blank几何的最高及最低点自动产生。
范围类型:自动生成用户定义单个要定义Range和Cut Levels ,在Control Geometry 下选择Cut Levels 弹出Cut Levels对话框。
项目7 型腔铣削7.1 项目任务使用UG型腔铣的加工方法,完成如图7-1所示任务零件的程序编制。
毛坯为150mm×150mm×30mm长方块,材料为45钢。
图7-1 任务零件77.2 相关知识型腔铣操作是UG NX7加工最常用的操作,应用于大部分工作的粗加工、半精加工和部分精加工。
型腔铣操作的原理是通过计算毛坯除去工件生剩下的材料作为被加工的材料来产生刀轨,所以只需要定义工作和毛坯即可计算刀位轨迹,使用简便且智能化程度高。
1、型腔铣的特点型腔铣操作与平面铣一样是在与XY平面平行的切削层上创建刀位轨迹,有以下特点。
1).刀轨为层状,切削层垂直于刀轴,一层一层的切削,如图7-2所示,即在加工过程中机床两轴联动。
图7-22).采用边界、面、曲线或实体定义刀具切削运动区域(定义部件几何体和毛坯几何体),但是实际应用中大多数采用实体。
3).切削效率高,但会在零件表面上留下层状余料,如图7-3所示,因此型腔铣主要用于粗加工,某些型腔铣操作也可以用于精加工。
图7-34).可以适用于带有倾斜侧壁、陡峭曲面及底面为曲面的工作的粗加工与精加工,典型零件发,如模具的动模、顶模及各类型框等。
5).刀位轨迹创建容易,只要指定零件几何体与毛坯几何体,即可生成刀轨。
2、型腔铣的适用范围型腔铣是用于把非直壁的、岛屿的顶面,以及槽腔的底面,加工为平面或曲面的零件。
在许多情况下,特别是精加工,型腔铣可以代替平面铣。
型腔铣在数控加工应用中最为广泛,可用于大部分粗加工以及直壁或者斜度不大的侧壁的精加工;通过限定高度值,只作一层,型腔铣也可用于平面的精加工以及清角加工等。
3、型腔铣的加工类型根据型腔铣加工的用途不同,比如粗加工或者精加工等,UG NX7.0提供了6种子类型,如图7-4所示。
当使用CAM设置类型为“mill_contour”时,就可以创建型腔铣加工的各种子类型操作(具体见表7-1),以满足各种加工需求。
一、型腔铣加工概述型腔铣用于创建粗加工的型腔和型芯区域的刀具路径。
型腔铣操作创建的刀轨可以切削掉平面层中的材料。
该操作最常用于粗加工操作,为精加工操作作准备。
型腔铣加工操作将在同一高度内完成一层的切削,再进入下一高度的切削,系统将根据零件在不同深度的截面形状生成刀具轨迹。
Cavity mill是固定轴铣,可以有效地开粗。
平面铣产生垂直壁及平底,型腔铣可以切削非垂直壁。
(一)型腔铣与平面铣的相同点和不同点1、型腔铣与平面铣的相同点⑴二者刀轴都垂直于切削平面,都可移除哪些垂直于“刀轴”的切削层中的材料。
⑵二者所使用的切削方式基本相同。
⑶二者的开始点控制点选项、进退刀选项也完全相同,可定义每层的切削区域的开始点。
提供多种方式的进退刀功能。
⑷其他的参数选项,如切削参数选项、拐角控制选项、避让几何选项等的设置基本相同。
2、型腔铣与平面铣的不同点⑴二者用于定义材料的方法不同。
平面铣使用边界来定义工件材料;型腔铣使用边界、面、曲线、实体来定义工件材料。
⑵切削深度的定义不同。
平面铣通过指定的边界和底平面的高度差来定义总的切削深度;型腔铣通过毛坯几何和零件几何来共同定义切削深度。
通过切削层选项可以定义最多10个不同切削深度的切削区间。
(二)型腔铣加工的应用型腔铣主要用于曲面、斜度较小的侧壁、轮廓型腔、型芯的加工。
在粗加工中其用于去除大部分毛坯材料,几乎可以加工任意形状的零件。
因此型腔铣数控加工应用广泛。
二、创建型腔铣操作(一)创建型腔铣操作1、选择创建类型创建操作,选择型腔铣mill-contour,选择子类型。
如图示。
型腔铣CAVITY_MILL我们知道Planar_mill是用Mill _Bnd几何来产生刀路的。
Cavity mill使用实体或面的几何来产生刀路。
我们通过选取Mill_Geom或WORKPIECE来产生刀路。
型腔铣2、选择四个父节组(二)创建型腔铣的操作方法与平面铣操作的选项基本相同,出现了一个切削层按钮。