教案第三单元(型腔铣)
- 格式:doc
- 大小:725.00 KB
- 文档页数:11
5.8 型腔铣削工艺、编程5.8.1型腔铣削加工的内容、要求型腔是CNC铣床、加工中心中常见的铣削加工内结构。
铣削型腔时,需要在由边界线确定的一个封闭区域内去除材料,该区域由侧壁和底面围成,其侧壁和底面可以是斜面、凸台、球面以及其他形状。
型腔内部可以全空或有孤岛。
对于形状比较复杂或内部有孤岛的型腔则需要使用计算机辅助(CAM)编程。
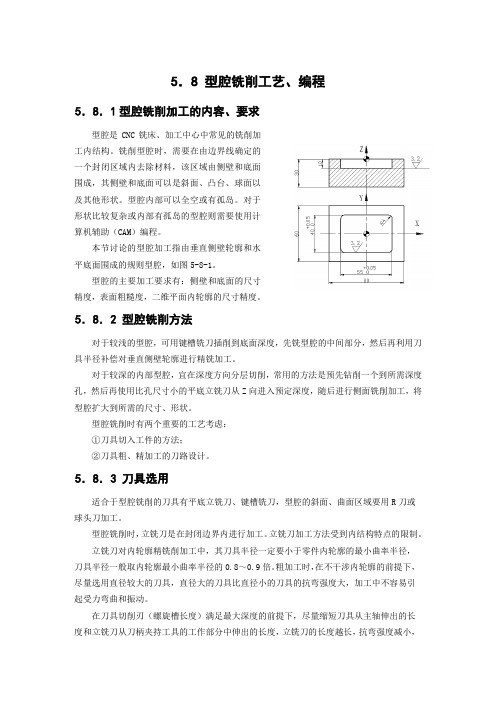
本节讨论的型腔加工指由垂直侧壁轮廓和水平底面围成的规则型腔,如图5-8-1。
型腔的主要加工要求有:侧壁和底面的尺寸精度,表面粗糙度,二维平面内轮廓的尺寸精度。
5.8.2 型腔铣削方法对于较浅的型腔,可用键槽铣刀插削到底面深度,先铣型腔的中间部分,然后再利用刀具半径补偿对垂直侧壁轮廓进行精铣加工。
对于较深的内部型腔,宜在深度方向分层切削,常用的方法是预先钻削一个到所需深度孔,然后再使用比孔尺寸小的平底立铣刀从Z向进入预定深度,随后进行侧面铣削加工,将型腔扩大到所需的尺寸、形状。
型腔铣削时有两个重要的工艺考虑:①刀具切入工件的方法;②刀具粗、精加工的刀路设计。
5.8.3 刀具选用适合于型腔铣削的刀具有平底立铣刀、键槽铣刀,型腔的斜面、曲面区域要用R刀或球头刀加工。
型腔铣削时,立铣刀是在封闭边界内进行加工。
立铣刀加工方法受到内结构特点的限制。
立铣刀对内轮廓精铣削加工中,其刀具半径一定要小于零件内轮廓的最小曲率半径,刀具半径一般取内轮廓最小曲率半径的0.8~0.9倍。
粗加工时,在不干涉内轮廓的前提下,尽量选用直径较大的刀具,直径大的刀具比直径小的刀具的抗弯强度大,加工中不容易引起受力弯曲和振动。
在刀具切削刃(螺旋槽长度)满足最大深度的前提下,尽量缩短刀具从主轴伸出的长度和立铣刀从刀柄夹持工具的工作部分中伸出的长度,立铣刀的长度越长,抗弯强度减小,受力弯曲程度大,会影响加工的质量,并容易产生振动,加速切削刃的磨损。
5.8.4 型腔铣削的路线设计1.型腔铣削加工的刀具引入方法与外轮廓加工不同,型腔铣削时,要考虑如何Z向切入工件实体的问题。


型腔铣加工专业:[机械设计制造及其自动化] 班级:[09031935]学生姓名:[廖宇超]指导教师:[于斐]一.初始设置步骤1.打开模型文件打开UG7.0,单机“打开文件”图标,在弹出的文件列表中选择正确的路径和文件名,打开零件模型5-2.prt,如图所示。
在视图中通过动态旋转、缩放、平移的方法从不同角度对模型进行检视,确定模型没有明显的错误,并确认工作坐标的坐标原点在模型最高平面,且在中心位置。
步骤2.进入加工模块选择“应用”→“加工”命令,以进入加工模块,如图所示。
进入加工模块后,系统会弹出“加工环境”对话框,如图所示。
指定“CAM进程配置”为cam_general,“CAM设置”为mill_contour,单击“确定”。
进入加工模块后将显示工具栏。
步骤3.设置安全平面(1)选择创建几何体。
单击创建工具条中的“创建几何体”图标,系统将打开“创建几何体”对话框,如图所示。
选择“子类型”为“机械坐标系MCS”,“父本组”为GEOMETRY,“名称”为MCS-52,单击“应用”按钮进行坐标系建立。
(2)设置安全平面。
系统将打开MCS坐标系设置对话框,如图所示。
在对话框选中“间隙”复选框,再单击“指定”按钮进行间隙的设定。
系统将弹出“平面构造”对话框用以设置间隙平面,如图所示,设置“偏置”为30,设定相对于XC-YC平面的距离为30,也就是安全高度为30.单击鼠标中键完成间隙指定,在图形上见显示间隙平面所在位置,如图所示。
单击MCS对话框中的“确定”按钮完成几何体的创建。
步骤4.创建工件几何体再次单击创建工具条中的恶“创建几何体”图标,系统将打开“创建几何体”对话框,如图所示。
选择“子类型”为“工件几何体”,“父本组”为MCS-52,“名称”为GEOM-52,单击“确定”按钮进行工件几何体建立。
系统将打开“工件”对话框,如图所示。
在对话框上方单击“部件几何体”图标,再单击“选择”按钮,进行部件几何体的选择。

第20次课板类零件的铣加工3(型腔铣削加工)一、加工任务在上一道工序完成轮廓加工之后,下面紧接着学腔槽加工方法。
这一部分的任务完成之后如下图所示。
二、腔槽加工1.建立数控加工文件新建-----类型(制造)-----子类型(NC组件)----输入文件名称volume-----确定。
选择公制加工模板mmns-mfg-nc,确定。
然后弹出“制造”的菜单管理器。
2.创建制造模型单击菜单管理器中的制造模型-----装配-----参考模型,打开参考模型Refmodel-volume.prt.出现下图的“元件放置”对话框,-----点击“缺省位置装配”-----确定。
3.单击”制造模型”菜单中的“工件”命令,弹出打开按钮,打开文件workpiece-volume.prt,系统显示下图的装配模型,并弹出“元件放置对话框”4.在“元件放置”对话框中,分别选取参考模型的三个基准坐标系平面和工件的三个基准坐标系平面对齐,完成制造模型的装配。
----确定。
三、操作设置1.定义操作名称。
单击“制造”菜单中的“制造设置”,系统弹出“操作设制”对话框,在该对话框中要输入:操作名称,机床设置,刀具设置,定义机床坐标系,定义退刀面。
2.机床设置单击“操作设置”对话框中的按钮,弹出“机床设置”,然后,输入机床名称,选用3轴联动的数控铣床。
3. 刀具设置单击“机床设置”对话框中的“切削刀具”选项卡,弹出对话框。
点击按钮,进入刀具设定对话框。
进行设定刀具,然后点击“应用”,添加到刀库里面----确定。
完成刀具设定,返回“机床设置”对话框-----确定。
完成机床设置,返回“操作设置”对话框。
4. 定义机床坐标系在“操作设置”对话框的“参照”选项中,单击“加工零点”后面的箭头图表按钮,系统显示“制造坐标系”菜单,使用该菜单可以创建或选取机床坐标系。
单击“制造坐标系”中的“创建”命令,然后在工作区选择创建坐标系的模型,系统弹出“坐标系”对话框。

平⾯铣与型腔铣平⾯铣与型腔铣⼀、实验⽬的和要求:1、熟悉平⾯铣创建的⽅法,学会设置平⾯铣对话框中各参数。
2、熟悉型腔铣创建的⽅法,学会设置型腔铣对话框中各参数。
3、熟悉等⾼轮廓铣创建的⽅法,参数含义。
⼆、实验条件:1、奔腾4以上处理器2、UG NX7.5三、实验内容:a、平⾯铣平⾯铣是⼀种2.5轴加⼯⽅式,其加⼯过程中⾸先完成在⽔平⽅向XY两轴联动,然后Z轴在完成⼀层加⼯后在进⼊下⼀层加⼯。
平⾯铣削加⼯实例:平⾯铣削加⼯模型1、导⼊主模型:(1)双击UG图标打开软件(2)在UG软件中,选择【⽂件】--【打开】菜单,选择【CAM3-1.prt】⽂件(3)在⼯具栏上点击开始按钮,在弹出的下拉菜单中选择【加⼯】,如下图所⽰(4)在系统弹出的【加⼯环境】对话框中,如下图所⽰选择好选项2、创建⼑具;(1)单击⼯具条中按钮,弹出【创建⼑具】对话框,如图所⽰选择好类型、⼑具⼦类型、⼑具的名称,其余参数默认(2)如图所⽰,在【铣⼑-5参数】对话框中,输⼊直径值、⼑刃值、⼑具号、长度调整、⼑具补偿值,点击确定3、设置加⼯坐标系:(1)打开操作导航器对话框,在空⽩处单击右键,选择【⼏何时图】,显⽰内容如图所⽰(2)双击按钮,弹出对话框,如图所⽰,点击【机床坐标系】栏中的(原点)项,然后单击(CSYS对话框),弹出(3)在【CSYS】对话框中单击(点构造器)按钮,弹出下图按图设置过参数,⼀直点击确定,完成坐标系原点设置。
4、设定加⼯⼏何体:(1)在【操作导航器】内的(⼯件⽑坯)上双击,弹出(2)在【铣削⼏何体】中单击(指定部件)按钮,弹出【部件⼏何体】对话框,即,选择图中实体后点确定(3)在【铣削⼏何体】对话框中单击(指定⽑坯)按钮,弹出【⽑坯⼏何体】对话框,即,如图所⽰选好参数5、创建⽅法:(1)单击按钮,弹出,如图所⽰设置参数,点击确定(2)此时弹出,按图设置参数,点击确定6、创建操作:(1)单击按钮,弹出,如图所⽰,设置好所有参数,点击确定(2)系统弹出对话框,单击按钮,弹出对话框(3)按上图设置参数,并选择好加⼯⾯,单击确定完成设置(4)单击按钮,弹出,选择加⼯底⾯,即,点击确定即可(5)在【平⾯铣】对话框中的【⼑轨设置】栏中,在【⽅法】下拉列表中选择,在【切削模式】下拉列表中选择,即如图(6)按图设置参数,即(7)单击(⾮切削移动)按钮,弹出,按图设置参数。

实训项目四轮廓、型腔的铣削加工实训目的与要求:1.利用基本指令对轮廓、型腔进行编程、加工;2.掌握用半径补偿功能进行轮廓、型腔的编程、加工;3.合理安排工艺进行零件的加工。
课题一轮廓的铣削加工模块一不带半径补偿的轮廓加工一、编程实例编写如图4-1所示零件加工程序,毛坯尺寸120×800×20,工件材料45号钢。
图4-1 不带半径补偿的轮廓加工二、相关知识点(一)工艺部分1.夹具及刀具选用本例夹具可选规格136mm的机用平口虎钳。
加工外轮廓刀具可选用φ16mm的立铣刀;为提高内壁加工质量,不直接用φ12的键槽铣刀,而是采用φ10mm的键槽铣刀加工腰圆型槽。
刀具切削参数如表4-1所示。
表4–1 刀具与切削用量2.(1)加工路线的确定原则在数控加工中,刀具刀位点相对于零件运动的轨迹称为加工路线。
加工路线的确定与工件的加工精度和表面粗糙度直接相关,其确定原则如下:①加工路线应保证被加工零件的精度和表面粗糙度,且效率较高。
②使数值计算简便,以减少编程工作量。
③应使加工路线最短,这样既可减少程序段,又可减少空刀时间。
④加工路线还应根据工件的加工余量和机床、刀具的刚度等具体情况确定。
(2)切入、切出方法选择采用立铣刀铣削外轮廓侧面时,铣刀在切入和切出零件时,应沿与零件轮廓曲线相切的切线或切弧上切向切入、切向切出(图4-2中A-B-C-B-D)零件表面,而不应沿法向直接切入零件,以避免加工表面产生刀痕,保证零件轮廓光滑。
铣削内轮廓侧面时,一般较难从轮廓曲线的切线方向切入、切出,这样应在区域相对较大的地方,用切弧切向切入和切向切出(图4-3中A-B-C-B-D)的方法进行。
图4-2 外轮廓切线(弧)切入切出图4-3 内轮廓切弧切入切出(3)凹槽切削方法选择加工凹槽切削方法有三种,即行切法(图4-4a)、环切法(图4-4b)和先行切最后环切法(图4-4c)。
三种方案中,a图方案最差(左、右侧面留有残料);c图方案最好。
型腔铣主要切削参数设置教案2.4 型腔铣主要切削参数设置切削参数用于设置刀具在切削工件时的一些处理方式。
它是每种工序共有的选项,但某些选项随着工序类型的不同和切削模式或驱动方式的不同而变化。
如图 2.21 所示。
在对话框中共有六个选项卡分别为:“策略”、“余量”、“拐角”、“连接”、“空间范围”和“更多”。
图 2.21 切削参数对话框图 2.22 切削方向示意图1.策略选项卡1)切削方向:“切削方向”用于指定刀具在切削时的运动方向。
型腔铣操作中,切削方向有:顺铣、逆铣、(如图 2.22 所示)混合三种。
(混合将在深度加工轮廓中讲解)顺铣是指刀具旋转时产生的切线方向与工件的进给方向相同。
顺铣方式切削力平稳,精加工用顺铣保证表面质量。
逆铣是指刀具旋转时产生的切线方向与工件的进给方向相反,逆铣方式切削阻力大,一般不用。
2)切削顺序:“切削顺序”用于指定如何经过多个区域的刀具路径。
当在一个切削层中有多个要加工的区域时,可以使用两种方式(层优先和深度优先)来定义区域的切削顺序。
层优先选择该下拉选项,指定刀具在切削零件时,切削完工件上所以区域的同一高度的切削层之后再进入下一层的切削,如图 2.23 所示。
深度优先选择该下拉选项,指定刀具在切削零件时,将一个切削区域的所以层切削完毕再进入下一个切削区域进行切削,如图 2.24 所示。
图 2.23 层优先图 2.24 深度优先3)刀路方向:“刀路方向”的选择有三种:向内、向外和自动。
自动计算的刀路方向是系统按照 NX 的内核算法来确定刀路方向,不受我们工艺安排的控制。
一般我们根据工艺来安排。
当我们设置了“跟随周边”的切削模式时,切削“策略”的刀路方向选择了“向内”或者“向外”后,系统弹出“壁”的选项栏,如图 2.25 所示。
我们应该要勾选“岛清根”功能,并且壁的清理选用自动方式。
因为“跟随周边”的切削模式限定了一些狭窄的部位不能清理,开启了“岛清理”功能,能最大化高效完成部件开粗,防止“踩刀”发生。
实用标准数控铣削型腔铣削加矩形型腔零件如图5-1所示,毛坯外形各基准面已加工完毕,已经形成精毛坯。
要求完成零件上型腔的粗、精加工,零件材料为45钢。
5.2 型腔加工的工艺知识1.刀具切入方法刀具引入到型腔有三种方法:(1)使用键槽铣刀沿Z向直接下刀,切入工件。
(2)先用钻头钻孔,立铣刀通过孔垂向进入再用圆周铣削。
(3)使用立铣刀螺旋下刀或者斜插式下刀①使用立铣刀斜插式下刀使用立铣刀时,由于端面刃不过中心,一般不宜垂直下刀,可以采用斜插式下刀。
斜插式下刀,即在两个切削层之间,刀具从上一层的高度沿斜线以渐近的方式切入工件,直到下一层的高度,然后开始正式切削,如图7-2所示。
采用斜插式下刀时要注意斜向切入的位置和角度的选择应适当,一般进刀角度为5°~10°。
立铣刀斜插式下刀②螺旋下刀螺旋下刀,即在两个切削层之间,刀具从上一层的高度沿螺旋线以渐近的方式切入工件,直到下一层的高度,然后开始正式切削。
2.加工刀路设计精加工刀具路径图5-4精加工刀具路径3.刀具5.3子程序如果程序包含固定的加工路线或多次重复的图形,则此加工路线或图形可以编成单独的程序作为子程序。
这样在工件上不同的部位实现相同的加工,或在同一部位实现重复加工,大大简化编程。
子程序作为单独的程序存储在系统中时,任何主程序都可调用,最多可达999次调用。
当主程序调用子程序时它被认为是一级子程序,在子程序中可再调用下一级的另一个子程序,子程序调用可以嵌套4级,如图5-5所示。
1. 子程序的结构子程序与主程序一样,也是由程序名、程序内容和程序结束三部分组成。
于程序与主程序唯一的区别是结束符号不同,子程序用M99,而主程序用M30或M02结束程序。
例如:O0001;………M98 P1000;O2000;………M98 P3000;O1000;………M98 P2000;一重嵌套二重嵌套O□□□□;(子程序名)…;…;(子程序内容)…;M99;(子程序结束)2. 子程序的调用在主程序中,调用子程序的程序段格式为:M98 P×××□□□□;×××表示子程序被重复调用的次数,□□□□表示调用的子程序名(数字)。
南京工程学院教案【教学单元首页】
型腔铣加工练习一
1.打开文件 PLn_cavity.prt (如图1)
2. 开始->加工
进入加工初始化,选择默认,确定。
3.创建4把刀具。
4.设定加工坐标系,选择MCS_MILL,鼠标右键——编辑。
(图2)
5.设定几何体Workpiece。
6.第一个操作,平面铣。
选择子类型为PLANAR_MILL,刀具F12,几何体为WORKPIECE,方法为MILL_FINISH。
设置完该操作后。
7.第二个操作,粗加工:型腔铣,刀具F20
8.第三个操作,半精加工:复制上一道操作,刀具F12
9.精加工。
类型mill_contour,子类型FIXED_CONTOUR,刀具R5,方法为MILL_FINISH。
10.精加工——残料清根。
复制上一道操作,内部粘贴,鼠标右键对该操作进行编辑,刀具R2。
11.后处理。
12.生成车间文档。
参数:
一、Cavity Milling:
Cavity Milling 特点是等高线走刀,主要用于
零件的粗加工。
**铣型腔 Boundary Geometry→Select all
**铣型芯 Boundary Geometry
选 Part Geometry
选 Blank Geometry 毛坯体
**铣铸造毛坯 Cutting→Blank Distance=
假想有一定毛坯余量未加工
二、Cut Level Control切深控制
在作型腔铣时,可以控制切削深度,还可把深度分成几个范围(Range),
然后在每个范围里定义不同的切削
深度(Depth Per Cut)。
定义若干Range, 控制Depth Per Cut,
得到需要的疏密程度。
三、避让
四、进给率
南京工程学院教案【末页】。