型腔铣
- 格式:doc
- 大小:845.50 KB
- 文档页数:18
型腔铣加工特点及应用型腔铣加工是一种常用于加工机械零件中各种型腔的方法。
它与普通铣削加工相比,具有一些独特的特点和应用。
型腔铣加工的特点主要有以下几点:1. 加工高精度的型腔:型腔铣加工可以加工出形状复杂、尺寸精度要求高的型腔。
通过合理选择刀具形状和加工路径,可以加工出各种形状的内腔、外腔等。
2. 高效率的加工方式:型腔铣加工采用多刀齿同时切削的方式,可以大大提高加工效率。
与传统的单刀齿切削相比,型腔铣加工可以在一次进给中削除更多的金属。
3. 适用于各种材料的加工:型腔铣加工适用于各种金属和非金属材料的加工。
不同的材料可以选择不同的刀具和加工参数,实现高效加工。
4. 可实现高精度的定位加工:型腔铣加工可以通过使用配合销、夹具等定位装置,实现高精度的定位加工。
这样可以确保加工后的零件尺寸精度和形状精度。
5. 可加工的型腔种类多样:型腔铣加工可以加工的型腔种类非常多样,包括圆形、长方形、槽形、楔形、三角形、棱形等各种形状的型腔。
并且可以根据具体需求设计出各种特殊形状的型腔。
型腔铣加工具有广泛的应用领域,其中主要包括以下方面:1. 模具制造:型腔铣加工是制造模具的常用加工方式之一。
模具中常常包含各种复杂的型腔,通过型腔铣加工可以加工出高精度的模具。
2. 航空航天和汽车制造:在航空航天和汽车制造领域,零部件中常常包含各种形状复杂的型腔。
型腔铣加工可以高效地加工出这些复杂的型腔。
3. 电子产品加工:在电子产品制造中,型腔铣加工可以用于加工各种外壳和部件上的型腔,以满足产品的外观和功能要求。
4. 医疗器械制造:型腔铣加工可以用于加工各种医疗器械中的型腔,如体内植入物、手术器械等。
5. 艺术品制造:型腔铣加工可以用于制造各种艺术品中的型腔,以实现特殊的造型效果。
总之,型腔铣加工具有高精度、高效率、适用性广等特点,广泛应用于各个领域的零部件加工中。
随着加工技术和设备的不断进步,型腔铣加工将会有更广阔的应用前景。
第四章型腔铣(Cavity Milling)本节重点讲解【型腔铣】操作的参数功能,让用户学会如何用型腔铣削对复杂的模型工件进行操作加工,进一步加深学者对NX编程的了解,也为后面讲固定轴曲面加工墓定基础。
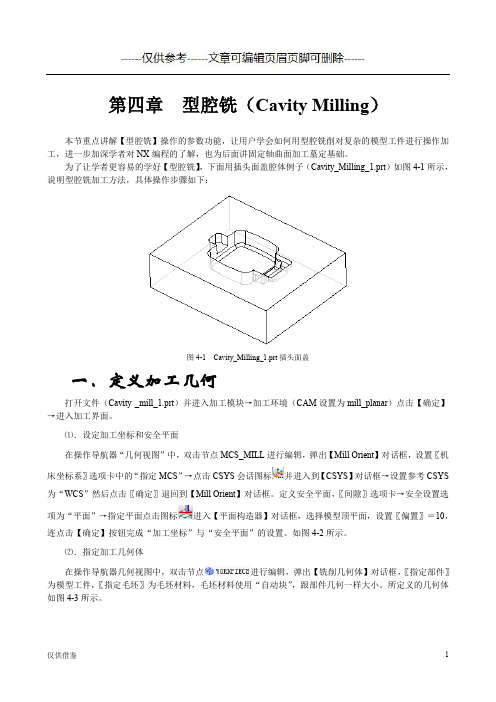
为了让学者更容易的学好【型腔铣】,下面用插头面盖腔体例子(Cavity_Milling_1.prt)如图4-1所示,说明型腔铣加工方法,具体操作步骤如下:图4-1 Cavity_Milling_1.prt插头面盖一.定义加工几何打开文件(Cavity _mill_1.prt)并进入加工模块→加工环境(CAM设置为mill_planar)点击【确定】→进入加工界面。
⑴.设定加工坐标和安全平面在操作导航器“几何视图”中,双击节点MCS_MILL进行编辑,弹出【Mill Orient】对话框,设置〖机床坐标系〗选项卡中的“指定MCS”→点击CSYS会话图标并进入到【CSYS】对话框→设置参考CSYS 为“WCS”然后点击〖确定〗退回到【Mill Orient】对话框。
定义安全平面,〖间隙〗选项卡→安全设置选项为“平面”→指定平面点击图标进入【平面构造器】对话框,选择模型顶平面,设置〖偏置〗=10,连点击【确定】按钮完成“加工坐标”与“安全平面”的设置。
如图4-2所示。
⑵.指定加工几何体在操作导航器几何视图中,双击节点进行编辑,弹出【铣削几何体】对话框,〖指定部件〗为模型工件,〖指定毛坯〗为毛坯材料,毛坯材料使用“自动块”,跟部件几何一样大小。
所定义的几何体如图4-3所示。
图4-2 加工坐标与安全平面图4-3指定部件和毛坯几何体二.设定加工方法在模型的编程NC程序时,很多情况都要编很多的加工操作才可以完成把模型加工出来,在此当中,会反复出现不同的加工方法。
为了方便,一般我们都要预先设定好加工方法参数。
按下表4-1所示设定加工方法参数。
表4-1 加工方法参数三.创建刀具从【加工创建】工具条点击【创建刀具】图标,弹出【创建刀具】创建对话,按表4-2所示尺寸创建3把刀具。

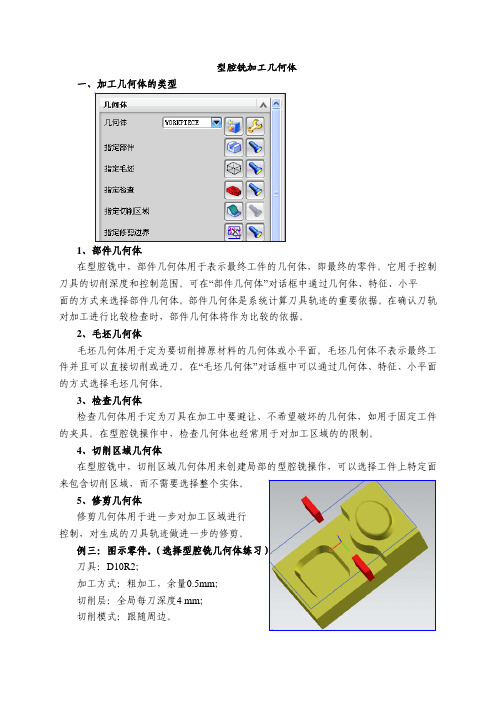
型腔铣加工几何体一、加工几何体的类型1、部件几何体在型腔铣中,部件几何体用于表示最终工件的几何体,即最终的零件。
它用于控制刀具的切削深度和控制范围。
可在“部件几何体”对话框中通过几何体、特征、小平面的方式来选择部件几何体。
部件几何体是系统计算刀具轨迹的重要依据。
在确认刀轨对加工进行比较检查时,部件几何体将作为比较的依据。
2、毛坯几何体毛坯几何体用于定为要切削掉原材料的几何体或小平面。
毛坯几何体不表示最终工件并且可以直接切削或进刀。
在“毛坯几何体”对话框中可以通过几何体、特征、小平面的方式选择毛坯几何体。
3、检查几何体检查几何体用于定为刀具在加工中要避让、不希望破坏的几何体,如用于固定工件的夹具。
在型腔铣操作中,检查几何体也经常用于对加工区域的的限制。
4、切削区域几何体在型腔铣中,切削区域几何体用来创建局部的型腔铣操作,可以选择工件上特定面来包含切削区域,而不需要选择整个实体。
5、修剪几何体修剪几何体用于进一步对加工区域进行控制,对生成的刀具轨迹做进一步的修剪。
例三:图示零件。
(选择型腔铣几何体练习)刀具:D10R2;加工方式:粗加工,余量0.5mm;切削层:全局每刀深度4 mm;切削模式:跟随周边。
型腔铣的参数设置(1)一、切削模式二、切削层在Cavity mil中切削层可分成不同的Range(范围),各个Range(范围)可指定不同的每层切削深度,最多可指定10个Range。
Cut Level(切削层):在Range(切削范围)内的切削层。
如深2.0的一个Range可分为10个0.2的Cut Level。
Ranges and Cut LevelsRanges和Cut Levels决定了刀具在切削时的切削深。
为了产生一个Cavity mill的刀路,你最少需定义一个Range。
第一个Range系统会根据你定义的Part和Blank几何的最高及最低点自动产生。
范围类型:自动生成用户定义单个要定义Range和Cut Levels ,在Control Geometry 下选择Cut Levels 弹出Cut Levels对话框。

一、型腔铣加工概述型腔铣用于创建粗加工的型腔和型芯区域的刀具路径。
型腔铣操作创建的刀轨可以切削掉平面层中的材料。
该操作最常用于粗加工操作,为精加工操作作准备。
型腔铣加工操作将在同一高度内完成一层的切削,再进入下一高度的切削,系统将根据零件在不同深度的截面形状生成刀具轨迹。
Cavity mill是固定轴铣,可以有效地开粗。
平面铣产生垂直壁及平底,型腔铣可以切削非垂直壁。
(一)型腔铣与平面铣的相同点和不同点1、型腔铣与平面铣的相同点⑴二者刀轴都垂直于切削平面,都可移除哪些垂直于“刀轴”的切削层中的材料。
⑵二者所使用的切削方式基本相同。
⑶二者的开始点控制点选项、进退刀选项也完全相同,可定义每层的切削区域的开始点。
提供多种方式的进退刀功能。
⑷其他的参数选项,如切削参数选项、拐角控制选项、避让几何选项等的设置基本相同。
2、型腔铣与平面铣的不同点⑴二者用于定义材料的方法不同。
平面铣使用边界来定义工件材料;型腔铣使用边界、面、曲线、实体来定义工件材料。
⑵切削深度的定义不同。
平面铣通过指定的边界和底平面的高度差来定义总的切削深度;型腔铣通过毛坯几何和零件几何来共同定义切削深度。
通过切削层选项可以定义最多10个不同切削深度的切削区间。
(二)型腔铣加工的应用型腔铣主要用于曲面、斜度较小的侧壁、轮廓型腔、型芯的加工。
在粗加工中其用于去除大部分毛坯材料,几乎可以加工任意形状的零件。
因此型腔铣数控加工应用广泛。
二、创建型腔铣操作(一)创建型腔铣操作1、选择创建类型创建操作,选择型腔铣mill-contour,选择子类型。
如图示。
型腔铣CAVITY_MILL我们知道Planar_mill是用Mill _Bnd几何来产生刀路的。
Cavity mill使用实体或面的几何来产生刀路。
我们通过选取Mill_Geom或WORKPIECE来产生刀路。
型腔铣2、选择四个父节组(二)创建型腔铣的操作方法与平面铣操作的选项基本相同,出现了一个切削层按钮。
用行切法和环切法加工内槽。
两种进刀路线的共同点是都能切净内腔中全部面积,不留死角,不伤轮廓,同时尽量减少重复进给的搭接量。
不同点是行切法的进给路线比环切法短,但行切法将在每次进给的起点与终点间留下了残留面积,而达不到所要求的表面粗糙度,用环切法获得的表面粗糙度要好于行切法,但环切法需要逐次向外扩展轮廓线,刀位点计算稍微复杂一些。
UG编程和MASTERCAM编程里为什么要分外形铣削和型腔铣两种方法呢还有平面铣,参数有什么不同吗?形腔铣用在开整料过程上,(比如你想在一个方料上挖一个坑),路径是每一层深度都可以像树木年轮一样,一圈一圈的,能理解吗?外形铣只铣面的外形轮廓,(比如把形腔铣挖的坑加大)。
也就是说第一层深度只顺着外形铣一圈。
(我上面说的不是绝对的一圈,如果想要多圈路径也是可以的,只是为了让你理解两个加工方式的意思。
)想把外形铣小,就在余量里调整,如果是内腔外形就设置正留量就正值,如果是外围外形就设置成负值。
平面铣(Planar Milling)和型腔铣(Cavity Milling)是为精加工作准备的两种常用粗加工方法,尤其适用于需大量切除毛坯余量的场合。
它们通过逐层切削零件的方式,来创建加工刀具路径,从而粗切出零件的型腔或型芯。
1.平面铣:平面铣用于平面轮廓、平面区域或平面孤岛的粗精加工,它平行于零件底面进行多层切削。
平面铣不能加工底面与侧壁不垂直的部位。
2.型腔铣:型腔铣用于租加工型腔或型芯区域。
它根据型腔或型芯的形状,将要切除的部位在深度方向上分成多个切削层进行切削,型腔铣可用于加工侧壁与底面不垂直的部位。
UG加工编程面块工件使用平面粗平面使用型腔铣粗、型腔铣全部完粗请问我应该选择做平面铣能粗型腔铣能根据同情况选择同般情况平面铣能做型腔铣都能型腔铣用频率高平面铣拿精加工平面型腔粗首先选用刀余料掉再用刀进行23粗等几种比参考刀具使用3D 模型等追问:你的回答很详细,在一句,我使用型腔铣开完粗之后有一部分需要用到固定轴非陡峭区加工,我使用固定轴陡峭怎么找不到哪里设置参考道具?追答:固定轴铣它是精加工了它没有参考刀具的。
型腔铣本节重点讲解【型腔铣】操作的参数功能,让用户学会如何用型腔铣削对复杂的模型工件进行操作加工,进一步加深学者对NX编程的了解,也为后面讲固定轴曲面加工墓定基础。
为了让学者更容易的学好【型腔铣】,下面用插头面盖腔体例子(Cavity_Milling_1.prt)如图4-1所示,说明型腔铣加工方法,具体操作步骤如下:图4-1 Cavity_Milling_1.prt插头面盖定义加工几何打开文件(Cavity _mill_1.prt)并进入加工模块→加工环境(CAM设置为mill_planar)点击【确定】→进入加工界面。
⑴.设定加工坐标和安全平面在操作导航器“几何视图”中,双击节点MCS_MILL进行编辑,弹出【Mill Orient】对话框,设置〖机床坐标系〗选项卡中的“指定MCS”→点击CSYS会话图标并进入到【CSYS】对话框→设置参考CSYS为“WCS”然后点击〖确定〗退回到【Mill Orient】对话框。
定义安全平面,〖间隙〗选项卡→安全设置选项为“平面”→指定平面点击图标进入【平面构造器】对话框,选择模型顶平面,设置〖偏置〗=10,连点击【确定】按钮完成“加工坐标”与“安全平面”的设置。
如图4-2所示。
⑵.指定加工几何体在操作导航器几何视图中,双击节点进行编辑,弹出【铣削几何体】对话框,〖指定部件〗为模型工件,〖指定毛坯〗为毛坯材料,毛坯材料使用“自动块”,跟部件几何一样大小。
所定义的几何体如图4-3所示。
图4-2 加工坐标与安全平面图4-3指定部件和毛坯几何体设定加工方法在模型的编程NC程序时,很多情况都要编很多的加工操作才可以完成把模型加工出来,在此当中,会反复出现不同的加工方法。
为了方便,一般我们都要预先设定好加工方法参数。
按下表4-1所示设定加工方法参数。
4-1 加工方法参数加工方法余量公差内公差外公差MILL_ROUGH 0.35 0.03 0.05MILL_SEMI_FINISH 0.15 0.03 0.03MILL_FINISH 0 0.01 0.01创建刀具从【加工创建】工具条点击【创建刀具】图标,弹出【创建刀具】创建对话,按表4-2所示尺寸创建3把刀具。
在操作导航器视图,就可以看到所创建的刀具。
4-2 刀具参数表序号刀具名称刀具直径圆角半径刀具号长度补偿1 JMSK_D12R1 12 1 1 12 JMSK_D6R1 6 1 2 23 JMSK_D4R0.54 0.5 3 3创建型腔铣粗加工操作在加工创建工具条点击【创建操作】,弹出【创建操作】对话框,选项组的〖类型〗默认选择mill_contour,在选项组〖操作子类型〗中,选择“CAVITY_MILL”图标,各个‘位置’选项设置如下:1.“程序”选择父级组“PROGRAM”。
2.“刀具”选择前面已创建好的刀具名称,即“JMSK_D12R1”。
3.“几何体”选择前面已创建好的几何体节点名称,即“WORKPIECE”。
4.“方法”选择前面已创建好的方法名称,即“MILL_ROUGH”。
5.“名称”将原来系统的名称改为“ROUGH_MILL”。
按上面所设,所有选项设置完毕,点击【确定】,即可进入【型腔铣】操作对话框如图4-4所示。
在型腔铣里,每一步骤的参数设置,将在下面详细解说。
图4-4 型腔铣对话框几何体的指定在【型腔铣】加工操作里〖几何体〗选项卡里有:指定部件、指定毛坯、指定检查、指定切削区域和指定修剪边界五个选项。
跟平面加工几何体有所不同,“平面铣”的几何体是使用边界来定义的,而“型腔铣”却是用使用边界、面、曲线和体来定义的;相对型腔铣定义的几何体较为简单些,部件与毛坯一般都是用“部件”来定义。
由于在操作导航器“几何视图”的几何选项节点(WORKPIECE)里已经定义了加工几何体,因此在此不需要再介绍。
1.指定部件在【型腔铣】加工操作中,指定部件乃是我们最终要加工出来的形状,而这里定义的部件本身就是一个保护体,在加工中刀具路径是不可以侵犯到部件几何体的,否则就是过切。
在创建【型腔铣】操作中,此操作已继承了几何WORKPIECE 的父级组关系,因此在型腔铣里不需要再指定部件。
2.指定毛坯在【型腔铣】加工操作中,指定毛坯是作为要切削的材料,而这里指定毛坯几何本身就是被切削的材料,实际上就是部件几何与毛坯几何的布尔运算,公共部件被保留,求差多出来的部分是切削范围;举例子说明一下,如图4-5所示。
在创建【型腔铣】操作中,此操作已继承了几何WORKPIECE的父级组关系,因此在型腔铣里不需要再指定毛坯。
图4-5 型腔铣的切削范围3.指定检查体指定检查是用来定义您不想触碰的几何体,就是避开你所不想加工到的位置。
例如夹住部件的夹具,就是我们不能加工的部分,就需要用检查几何体来定义,移除夹具的重叠区域将不被切削,如图4-6所示。
指定检查余量值(切削参数对话框→余量)以控制刀具与检查几何体的距离。
此模型加工不需要指定检查体。
图4-6 检查几何体4.指定切削区域指定切削区域(图标)是用来创建局部加工的范围,可以通过选择曲面区域、片体或面来定义“切削区域”。
例如在一些复杂的模具加工中,往往有很多区域的位置需要分开加工,此时定义切削区域就可以完成指定的区域位置做加工操作。
在定义切削区域的时候一定要注意:“切削区域”的每个成员都必须是“部件几何体”的子集。
例如,如果您将面选为“切削区域”,则必须将此面选为“部件几何体”,或此面属于已选为“部件几何体”的体。
如果您将片体选为“切削区域”,则还必须将同一片体选为“部件几何体”;如果不指定“切削区域”,则系统会将整个已定义的“部件几何体”(不包括刀具无法接近\\的区域)用作切削区域。
当定义了切削区域时,在〖切削参数〗选项里→“延伸刀轨”选项卡就会起作用;否则此选项不起作用。
下面例子说明定义切削区域的刀轨延伸,如图4-7所示。
此模型加工不需要指定切削区域面。
图4-7 延伸刀轨5.指定修剪边界修剪边界主要是用来修剪掉您不想要的刀轨。
此选项功能在【平面铣】操作里已经作过介绍,在此不在作详细的说明。
此模型加工不需要指定修剪边界刀具在作加工操作之前需要对模型作分析,了解模型的加工范围,因此操作在定义参数组的之前已经创建好了刀具大小;在创建操作【型腔铣】之时已继承了刀具JMSK_D12R1”,所以此时不需要再创建刀具,刀具选项卡如图4-8所示。
图4-8 刀具选项刀轨设置在刀轨设置选项卡里,有:方法、切削模式、步距、平面直径百分比、全局每刀深度、切削层、切削参数、非切削移动、进给和速度9个选项内容,其中有许多选项都跟【平面铣】操作里的刀轨设置内容是一样的,相同的部分不再详细介绍,主要以〖切削层〗选项作为重点介绍。
1.切削层切削层主要是用来控制您所加工模型的深度;当在【型腔铣】操作里,只有定义了“部件几何体”的时候,切削层才会启用,否则此选项将不起作用,用灰色状态显示。
在【型腔铣】操作对话框里→刀轨设置→切削层,点击切削层图标并弹出【切削层】对话框,并且在模型里也显示出切削层,如图4-9所示。
下面将详细介绍切削层的选项内容。
图4-9 切削层①范围类型分为三种:自动生成、用户定义、单个,如图表4-3说明。
表4-3 范围类型自动生成将范围设置为与任何水平平面对齐。
这些是部件的临界深度。
只要您没有添加或修改局部范围,切削层将保持与部件的关联性。
软件将检测部件上的新的水平表面,并添加临界层与之匹配。
用户定义通过定义每个新的范围的底平面创建范围。
通过选择面定义的范围将保持与部件的关联性。
但不会检测新的水平表面。
单个将根据部件和毛坯几何体设置一个切削范围。
注意:∙您只能修改顶层和底层。
∙如果您修改了其中的任何一层,则在下次处理该操作时系统将使用相同的值。
如果您使用默认值,它们将保留与部件的关联性。
∙任何顶面切削层旁都将显示“范围结束”符号(大平面)。
只有位于切削顶层和切削底层之间的顶面切削层才会被显示和切削。
∙系统使用全局每刀深度值来细分这一单个范围。
在【型腔铣】操作里,第一次进入【切削层】对话框的时候,范围类型将是自动生成状态,如是之前编辑过切削层的,再次进来将是用户定义状态。
在切削层里,对于范围类型“自动生成”分层的原理是:最高范围的默认上限是部件、毛坯或切削区域几何体的最高点;如果在定义“切削区域”时没有使用毛坯,那么默认上限将是切削区域的最高点;如果切削区域不具有深度(例如为水平面),并且没有指定毛坯,那么默认的切削范围上限将是部件的顶部;定义“切削区域”后,最低范围的默认下限将是切削区域的底部;当没有定义“切削区域”时,最低范围的下限将是部件或毛坯几何体的底部最低点。
在定义切削层的时候,模型所显示的标识切削层如图4-10所示,分别说明一下标识的意思。
大三角形是范围顶部、范围底部和临界深度;小三角形是切削深度;红色的范围是当前选择范围。
图4-10 标识切削层②全局每刀深度:添加范围时的默认值;该值将影响自动生成或单个模式中所有切削范围的每刀最大深度。
对于用户定义模式,如果所有范围都具有相同的初始值,那么“全局每刀深度”将应用在所有这些范围中。
如果它们的初始值不完全相同,系统将询问您是否要将新值应用到所有范围。
系统将计算出不超过指定值的相等深度的各切削层。
下图说明了软件如何根据指定的全局每刀深度值 0.25 进行调整。
③ 切削层:分为恒定与仅在范围底部两个选项。
“恒定”是将切削深度保持在全局每刀深度值;“仅在范围底部”将不细分切削范围,只在模型顶面的位置作切削。
注:打开“仅在范围底部”此选项将使全局每刀深度选项处于非活动状态。
④ 临界深度顶面切削:只在单个范围类型中可用,否则是非活动状态。
使用此选项在完成水平表面下的第一刀后直接对每个临界深度(水平表面)进行切削(顶面切削);这与平面铣中的岛顶面切削选项类似。
如图4-11所示:图4-11 临界深度顶面切削⑤ 范围、层的内容如下所示。
向上和向下箭头:使用向上和向下箭头从各个范围中进行移动。
图形区域中高亮显示的范围(以选择颜色显示)是当前的活动范围。
其他范围将以部件颜色显示。
当高亮显示每个范围时,该范围的编号和层将显示在向上/向下箭头的上方,范围深度框中将显示该范围当前的深度值。
插入范围:添加新的范围于当前范围之下。
编辑当前范围:修改当前范围。
删除当前范围:移除当前范围。
当移除一个范围时,所移除范围之下的一个范围将会进行扩展以自顶向下填充缝隙。
如果只剩下一个范围并且您将其移除,系统将恢复默认的切削范围,该范围将从整个切削体积的顶部延伸至底部。
测量开始位置:定义范围深度值的测量方式。
注意:当您选择点或面来添加或修改范围时,测量开始位置选项不会影响范围的定义。
顶层:参考第一刀范围顶部的范围深度。
范围顶部:参考当前高亮显示的范围顶部的范围深度。