型腔的铣削加工方法知识学习
- 格式:ppt
- 大小:476.50 KB
- 文档页数:16


铝合金型腔粗加工加工方法
1. 铣削:使用铣床进行铝合金型腔的铣削加工,可以采用立铣、立铣、锉刨等方法,根据型腔的形状和尺寸选择合适的刀具和切削参数,逐层逐面进行铣削,使型腔达到设计要求的形状和尺寸。
2. 钻孔:使用钻床进行铝合金型腔的钻孔加工,根据型腔的孔径和深度选择合适的钻头和切削参数,逐个位置逐个孔进行钻孔加工。
3. 车削:使用车床进行铝合金型腔的车削加工,根据型腔的形状和尺寸选择合适的刀具和切削参数,逐个位置逐次车削,使型腔达到设计要求的形状和尺寸。
4. 镗削:对于需要较高精度和光洁度的铝合金型腔,可以采用镗床进行镗削加工,通过旋转刀具的切削,逐渐扩大型腔的尺寸和形状,并提高其光洁度。
5. 砂轮磨削:对于一些特殊形状的铝合金型腔,可以采用砂轮磨削的方法进行加工,通过研磨和破碎剔除材料,逐渐将型腔加工到设计要求的形状和尺寸。
在进行铝合金型腔粗加工加工时,需要根据型腔的设计要求选择合适的加工方法和工艺参数,并严格控制加工过程中的误差和变形,以确保最后得到符合要求的铝合金型腔。


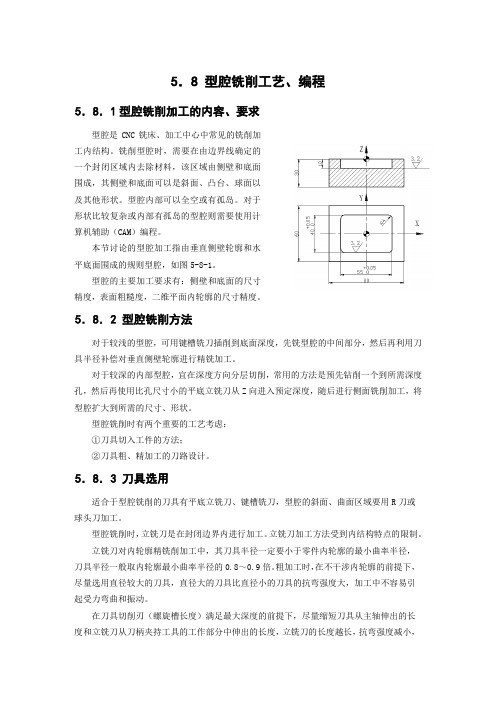
5.8 型腔铣削工艺、编程5.8.1型腔铣削加工的内容、要求型腔是CNC铣床、加工中心中常见的铣削加工内结构。
铣削型腔时,需要在由边界线确定的一个封闭区域内去除材料,该区域由侧壁和底面围成,其侧壁和底面可以是斜面、凸台、球面以及其他形状。
型腔内部可以全空或有孤岛。
对于形状比较复杂或内部有孤岛的型腔则需要使用计算机辅助(CAM)编程。
本节讨论的型腔加工指由垂直侧壁轮廓和水平底面围成的规则型腔,如图5-8-1。
型腔的主要加工要求有:侧壁和底面的尺寸精度,表面粗糙度,二维平面内轮廓的尺寸精度。
5.8.2 型腔铣削方法对于较浅的型腔,可用键槽铣刀插削到底面深度,先铣型腔的中间部分,然后再利用刀具半径补偿对垂直侧壁轮廓进行精铣加工。
对于较深的内部型腔,宜在深度方向分层切削,常用的方法是预先钻削一个到所需深度孔,然后再使用比孔尺寸小的平底立铣刀从Z向进入预定深度,随后进行侧面铣削加工,将型腔扩大到所需的尺寸、形状。
型腔铣削时有两个重要的工艺考虑:①刀具切入工件的方法;②刀具粗、精加工的刀路设计。
5.8.3 刀具选用适合于型腔铣削的刀具有平底立铣刀、键槽铣刀,型腔的斜面、曲面区域要用R刀或球头刀加工。
型腔铣削时,立铣刀是在封闭边界内进行加工。
立铣刀加工方法受到内结构特点的限制。
立铣刀对内轮廓精铣削加工中,其刀具半径一定要小于零件内轮廓的最小曲率半径,刀具半径一般取内轮廓最小曲率半径的0.8~0.9倍。
粗加工时,在不干涉内轮廓的前提下,尽量选用直径较大的刀具,直径大的刀具比直径小的刀具的抗弯强度大,加工中不容易引起受力弯曲和振动。
在刀具切削刃(螺旋槽长度)满足最大深度的前提下,尽量缩短刀具从主轴伸出的长度和立铣刀从刀柄夹持工具的工作部分中伸出的长度,立铣刀的长度越长,抗弯强度减小,受力弯曲程度大,会影响加工的质量,并容易产生振动,加速切削刃的磨损。
5.8.4 型腔铣削的路线设计1.型腔铣削加工的刀具引入方法与外轮廓加工不同,型腔铣削时,要考虑如何Z向切入工件实体的问题。
第六章UG型腔铣加工6.1 型腔铣基本知识型腔铣用于粗加工型腔或型芯区域。
它根据型腔或型芯的形状,将要切除的部位在深度方向上分成多个切削层进行切削,每个切削层可指定不同的切削深度,并可用于加工侧壁与底面不垂直的部位,但在切削时,要求刀具轴线与切削层垂直,如下图所示。
平面铣和型腔铣操作都是在水平切削层上创建的刀位轨迹,用来去除工件上的材料余量。
这两种操作的共同点是:(1)两者的刀具轴都垂直于切削层平面。
(2)刀具的所用切削方法相同,都包含区域部分和轮廓部分的铣削(型腔铣中没有标准驱动铣Standard Drive)。
(3)切削区域的开始点控制和进刀/退刀选项相同。
可以定义每层的切削区域开始点,并提供了多种方式的进刀/退刀功能。
(4)其他参数选项(如切削参数选项、拐角控制选项、避让几何体选项等)基本相同。
这两种操作的不同点是:(1)平面铣用边界定义零件材料。
边界是一种几何实体,可用曲线/边界、面(平面的边界)、点来定义临时边界或永久边界。
而型腔铣可用任何几何体以及曲面区域和小面模型来定义零件材料。
(2)切削层深度的定义二者不同。
平面铣通过所指定的边界和底面的高度差来定义总的切削深度,并且有5种方式定义切削深度。
而型腔铣通过毛坯几何体和零件几何体来定义切削深度,通过切削层选项可以定义最多10个不同切削深度的切削区间。
正因为平面铣和型腔铣操作有一些相同点和不同点,故它们的用途有相似之处,也有不同之处,在本章里主要介绍型腔铣中与平面铣不同的地方。
平面铣用于直壁的、并且岛屿的顶面和槽腔的底面为平面的加工。
而型腔铣适用于非直壁的、岛屿的顶面和槽腔的底面为平面和曲面的加工。
在多数情况下,特别是粗加工,型腔铣可以替代平面铣。
型腔铣是模具粗加工的常用方法,对于模具型芯和型腔以及其他带有复杂曲面的零件的粗加工,多选用岛屿的顶平面和槽腔的底平面之间为切削层,在每一个切削层上,它根据切削层平面与毛坯和零件几何体底面的交线来确定切削范围。
型腔铣削加工
一、型腔铣削概述
1. 型腔铣
适用范围:通常粗加工和半精加工几乎都使用型腔铣,精加工也常用型腔铣。
涵盖模具型腔、型芯、电极的开粗,精光。
2.型腔铣削加工的子类型
二、型腔铣削的几何体
重要概念:
(1)切削区域:检查几何体、曲面区域、裁剪边界
(2)切削层
(3)IPW “切削参数”中对话框,对“包含”选项卡选择“使
用3D”在加工每一道工序后都会有一个残留毛坯,残留毛坯就是IPW(in process workpiece)
三、型腔铣削的切削参数
1、刀轨设置
2、切削参数设置
四、深度加工轮廓
五、型腔铣削加工和深度加工轮廓区别
1、等高外形轮廓铣用于精加工、半精加工,相对于型腔铣的“配置文件”方式,增加了一些参数,如陡斜角度、混合切削模式、层间过渡、层间剖切等。
层与层之间过渡方法,后三种能够有效地避免提刀;
(1)混合切削模式,提高加工效率,避免提刀;
(2)层间过渡,使得生成的刀路更加精简;
(3)层间剖切,在进行等高加工时,对非陡峭面进行均匀加工。
2、等高轮廓铣的下刀问题
(1)等高轮廓铣和型腔铣中的轮廓驱动方式所生成的刀轨相似,但是在很窄的槽,型腔铣会提示加工出现问题,而等高轮廓铣会出现“踩刀”现象,工件复杂用轮廓驱动方式的型腔铣操作;工件不是很复杂,用等高外形轮廓铣。
3、高速加工过程,防止过切,转角设置。
实用标准数控铣削型腔铣削加矩形型腔零件如图5-1所示,毛坯外形各基准面已加工完毕,已经形成精毛坯。
要求完成零件上型腔的粗、精加工,零件材料为45钢。
5.2 型腔加工的工艺知识1.刀具切入方法刀具引入到型腔有三种方法:(1)使用键槽铣刀沿Z向直接下刀,切入工件。
(2)先用钻头钻孔,立铣刀通过孔垂向进入再用圆周铣削。
(3)使用立铣刀螺旋下刀或者斜插式下刀①使用立铣刀斜插式下刀使用立铣刀时,由于端面刃不过中心,一般不宜垂直下刀,可以采用斜插式下刀。
斜插式下刀,即在两个切削层之间,刀具从上一层的高度沿斜线以渐近的方式切入工件,直到下一层的高度,然后开始正式切削,如图7-2所示。
采用斜插式下刀时要注意斜向切入的位置和角度的选择应适当,一般进刀角度为5°~10°。
立铣刀斜插式下刀②螺旋下刀螺旋下刀,即在两个切削层之间,刀具从上一层的高度沿螺旋线以渐近的方式切入工件,直到下一层的高度,然后开始正式切削。
2.加工刀路设计精加工刀具路径图5-4精加工刀具路径3.刀具5.3子程序如果程序包含固定的加工路线或多次重复的图形,则此加工路线或图形可以编成单独的程序作为子程序。
这样在工件上不同的部位实现相同的加工,或在同一部位实现重复加工,大大简化编程。
子程序作为单独的程序存储在系统中时,任何主程序都可调用,最多可达999次调用。
当主程序调用子程序时它被认为是一级子程序,在子程序中可再调用下一级的另一个子程序,子程序调用可以嵌套4级,如图5-5所示。
1. 子程序的结构子程序与主程序一样,也是由程序名、程序内容和程序结束三部分组成。
于程序与主程序唯一的区别是结束符号不同,子程序用M99,而主程序用M30或M02结束程序。
例如:O0001;………M98 P1000;O2000;………M98 P3000;O1000;………M98 P2000;一重嵌套二重嵌套O□□□□;(子程序名)…;…;(子程序内容)…;M99;(子程序结束)2. 子程序的调用在主程序中,调用子程序的程序段格式为:M98 P×××□□□□;×××表示子程序被重复调用的次数,□□□□表示调用的子程序名(数字)。