d08 相切相贯及组合体
- 格式:ppt
- 大小:1.62 MB
- 文档页数:29
机械制图-第五章组合体-组合体的画法-工程★5.2组合体的画法★1 、形体分析 :支座由大圆筒、小圆筒、底板、和肋板组成,大圆筒与底板接合,底板的底面与大圆筒底面共面,底板的侧面与大圆筒的外圆柱面相切;肋板叠加在底板的上表面上,右侧与大圆筒相交,其表面交线为A、B、C、D,其中D为肋板斜面与圆柱面相交而产生的椭圆弧;大圆筒与小圆筒的轴线正交,两圆筒相贯连成一体,两者的内外圆柱面相交处都有相贯线,。
按各个部分的相对位置,逐个画出它们的投影以及它们之间的表面连接关系,综合起来即得到整个组合体的视图。
★2、选择主视图:表达组合体形状的一组视图中,主视图是最主要的视图。
主视图的选择一般根据形体特征原则来考虑,以最能反映组合体形体特征的那个视图作为主视图,同时兼顾其他两个视图表达的清晰性,工程《机械制图-第五章组合体-组合体的画法》(https://www.)。
★3、确定比例和图幅:根据物体的复杂程度和尺寸大小,按照标准的规定选择适当的比例与图幅。
选择的图幅要留有足够的空间以便于标注尺寸和画标题栏。
★4、布置视图位置布置视图时,应根据已确定的各视图每个方向的最大尺寸,并考虑到尺寸标注和标题栏等所需的空间,匀称地将各视图布置在图幅上。
★5、绘制底稿绘图时应注意以下几点:★(1)为保证三视图之间相互对正,提高画图速度,减少差错,应尽可能把同一形体的三面投影联系起来作图,并依次完成各组成部分的三面投影。
不要孤立地先完成一个视图,再画另一个视图。
★(2)先画主要形体,后画次要形体;先画各形体的主要部分,后画次要部分;先画可见部分,后画不可见部分。
★(3)应考虑到组合体是各个部分组合起来的一个整体,作图时要正确处理各形体之间的表面连接关系。
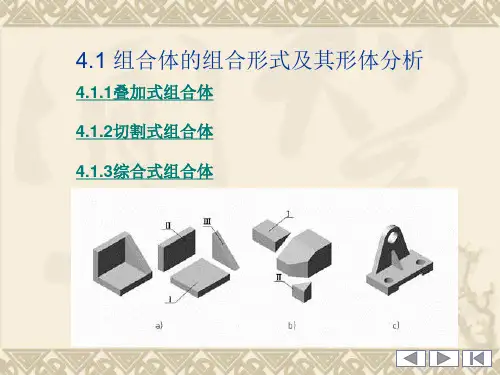
机械制图电子教案(22)【课题编号】22-5②【课题名称】组合体的组合形式(二)(叠加:相切、相贯)【教学目标与要求】一、知识目标掌握相切式组合体、相贯式组合体的形体分析和视图分析方法。
二、能力目标对相切式组合体、相贯式组合体看图和画图时会进行形体分析和视图分析。
三、素质目标掌握相切式组合体、相贯式组合体的形体分析和视图分析方法,会在看图和画图时应用。
四、教学要求掌握相切式组合体、相贯式组合体在看图和画图时的形体分析和视图分析方法。
【教学重点】相切式组合体、相贯式组合体的形体分析和视图分析方法。
【难点分析】相贯式组合体的形体分析和视图分析方法。
【分析学生】1.具有学习本次课的知识水平;2.相贯式组合体的分析稍有难度,要求能力水平稍高;3.注意发现个别学生的畏难情绪,帮助及时克服。
【教学设计思路】教学方法:演示法、讲练法、归纳法。
【教学资源】机械制图网络课程、圆规、三角板。
【教学安排】2学时(90)教学步骤:讲课与演示交叉进行、讲课与练习交叉进行,最后进行归纳。
【教学过程】一、复习旧课(15分钟)1.简述组合体的概念和分析方法,相接式组合体的形体分析和视图分析方法;2.讲评作业批改情况;3.提问:教材P.109题5-1。
二、导入新课已学习了叠加式组合体的相接方式,继续学习叠加组合体的相切和相贯方式。
三、新课教学(65分钟)1.相切式组合体(30分钟)教师讲授相切方式叠加组合体的形体分析、视图分析;交叉演示网络课程的邻接表面相切。
学生进行习题集P.50.5-7题中,题2练习。
2.相贯式组合体(15分钟)教师讲授相贯方式叠加组合体的形体分析和视图分析方法;交叉演示网络课程的邻接表面相交(1)、(2)。
学生进行习题集P.54.5-9题中,题1练习。
四、小结(10分钟)简述叠加组合体相切式、相贯式组合体的形体分析和视图分析方法。
五、作业1.习题集P.51.5-8题;P.54.题5-9中,题2。
2.思考题:两形体相切处、相贯处的视图有何不同。
钳工(高级)题库(附参考答案)一、单选题(共45题,每题1分,共45分)1.渐开线上任意一点的法线必与基圆( )A、切线垂直B、相离C、相交D、相切正确答案:D2.冲床在一次行程内,同一个工位上能完成两道或两道以上的冲裁工序,这种模具称为() 。
A、单工序冲裁模B、复合冲裁模C、连续冲裁模正确答案:B3.在车床用顶尖车细长轴时,由于工作刚度不足造成在工件轴线截面上的形状是A、鞍形B、矩形C、鼓形D、梯形正确答案:C4.对心式直动尖底从动件盘形凸轮机构,为实现等通运动规律,则对应的凸轮轮廓线是()。
A、阿基米德螺旋线B、摆线C、渐开线正确答案:A5.用于扩大控制触点数量的继电器是()A、中间继电器B、电压继电器C、电流继电器D、混合继电器正确答案:A6.大量生产时应选用精度和生产效率( ) 的毛坯制造方法。
A、一般B、不固定C、低D、高正确答案:D7.无复位弹簧的行程开关其结构型式是( )。
A、按钮式B、双验式C、单轮式D、单验式正确答案:B8.对一台电动机的负载电路,容断器指的额定电流为( )。
A、大于电动机额定电流10倍以上B、等于电动机额定电流C、大于或等于电动机额定电流的(1.5-3)倍D、大于电动机额定电流5倍正确答案:C9.装配时,使用可换垫片,衬套和镶条等,以消除零件间的累积误差或配合间隙的方法是A、选配法B、调整法C、修配法正确答案:B10.三相异步电动机的控制线路中,热继电器的常闭触头应串联在具有( ) 的控制电路中。
A、小电流B、接触器线圈C、大电流D、熔断器正确答案:B11.并励电动机从空载到满载,转速下降为( )。
A、5%~10%B、1%~5%C、10%~20%D、20%~30%正确答案:B12.T4163 型坐标镗床的进给运动是通过转动手轮变速的,若同时()可使进给增速。
A、拨近摩擦锥体和被动锥体B、拨远摩擦锥体及拨近被动锥体C、拨近摩擦锥体及拨远被动锥体D、拨远摩擦锥体和被动锥体正确答案:B13.楔键联接对轴上零件能作周向固定,且( )A、不能承受轴向力B、能够承受单方向轴向力C、能够承受轴向力正确答案:B14.分度蜗杆的径向轴承是青铜材料制成的滑动轴承,修正时需用()材料制成的研磨棒研磨。
钳工(高级)模拟题+答案一、单选题(共45题,每题1分,共45分)1.加工斜齿轮时,刀具是沿齿轮的( ) 方向进刀的。
A、轴线B、任意C、法线D、齿线正确答案:D2.根据装配时的( ), 键联接可分为松键联接和紧键联接两类。
A、难易程度B、松紧程度C、滑动程度D、精确程度正确答案:B3.成型模具具有与成型零件()相同的型腔。
A、内型B、外形及内型C、外形正确答案:C4.作用在活塞上的推力越大,活塞运动的速度就( )A、越小B、不能确定C、不变D、越快正确答案:C5.对于开式静压导轨如压力升到一定值,台面仍浮不起的原因是( )。
A、油泵规格不服B、导轨面之间卡死C、节流阀堵塞或管路有漏油正确答案:C6.在冷态下,检验车床主轴与尾座孔两中心线的等高时,要求尾座孔中心线应主轴中心线。
A、销高于B、等于C、稍低于正确答案:A7.传感器与轴表面间的距离通常调整为( ) mm。
A、1-1.5B、1.5~2.0C、0.5~1正确答案:A8.磨床的综合导轨发生不均匀磨损,将使磨削工件产生误差超差。
A、圆度B、直线度C、同轴度D、圆柱度正确答案:D9.卧式车床纵向导轨在垂直面内直线度对加工精度中的圆柱度误差影响( )A、等于零B、特大C、较小D、很大正确答案:C10.为提高主轴的刚度和抗振性,C6140A型卧式车床采用结构。
A、二支承B、三支承C、四支承正确答案:B11.压铸件产生凹陷,()是原因之一。
A、模具损伤B、排气过于通畅C、压射比压太高正确答案:A12.高速旋转机械的起动试运转,开始时应作短时间试运转,并观察其转速逐渐()所需的滑行时间。
A、降低B、运行C、停止D、升高正确答案:A13.金属压铸模排气槽的形状为()。
A、扇形B、直线形C、曲折形正确答案:C14.塑料模在使用过程中,会产生定位元件磨损的情况,定位元件包括()。
A、导柱与导套,定位块及定位止口B、定位销及导柱导套C、导柱与导套正确答案:A15.车床在采用滚动轴承的主轴结构中,( ) 不会影响回转精度。
钢结构工程施工八钢管相贯线切割和球节点制作一、八钢管相贯线切割工艺:八字钢管是指两根钢管的交叉部分呈八字形状的构件。
在钢结构工程中,八字钢管的相贯线切割是为了使两根钢管可以嵌入到对方内部,实现构件的连接。
相贯线的精确切割是保证连接强度和施工精度的关键。
1.切割前准备:将两根八字钢管按照设计要求进行组装,确定相贯线位置和切割长度。
在确定好切割位置后,使用钢笔或喷漆等方法在钢管表面进行标记,便于切割操作。
2.切割设备准备:常用的切割设备有气割机、电动切割机以及激光切割机等。
根据工程要求和现场条件选择合适的设备。
为确保工作安全,必须做好防护措施,如穿戴好防护眼镜、手套和防护服等。
3.八字钢管切割方法:根据现场具体情况和切割设备的不同,可以选择不同的切割方法。
一般情况下,先使用电动切割机或气割机沿着切割线进行初步切割,然后再使用激光切割机进行精确切割。
切割时,要确保切割速度适中,切割深度均匀,避免出现过热、变形等质量问题。
4.切割后处理:切割完成后,要对钢管进行后处理。
首先,对切口进行打磨,确保切口平整,无毛刺,便于下一步的节点制作和连接。
其次,要对切割面进行防腐处理,以防止钢管锈蚀。
二、球节点制作工艺:球节点是钢结构工程中常用的连接节点之一,具有良好的承载性能和施工便利性。
下面介绍球节点的制作过程。
1.制作前准备:根据设计要求和工程需求,选用合适的材料进行制作。
常见的球节点材料有碳钢、合金钢等。
在准备好材料后,进行球节点的加工制作。
2.加工设备准备:球节点的加工设备一般有数控切割机、数控折弯机、焊接机等。
根据具体需求选择合适的设备。
同时,要保证设备的正常运转和操作的安全。
3.加工节点:首先,根据设计图纸将球节点图纸进行放大,并放到加工材料上。
然后,使用数控切割机进行初步切割,切割出节点形状。
接下来,使用数控折弯机将节点折弯成球状。
最后,使用焊接机对球节点进行焊接,确保节点牢固可靠。
4.球节点处理:焊接完成后,要对球节点进行处理。