41011.01悬索桥主缆缠丝(主缆直径600mm以内)
- 格式:xlsx
- 大小:482.98 KB
- 文档页数:6
悬索桥主缆缠包带技术简介北京橡研科技有限公司2020年4月目录前言 (3)1、现代大型悬索桥主缆除湿系统防腐工作原理 (3)1.1悬索桥主缆概况 (3)1.2悬索桥的环境特点 (4)1.3国外对悬索桥主缆腐蚀的实例分析 (5)1.4悬索桥主缆防腐体系发展简述 (6)2、缠包带工作原理 (9)2.1 缠包带技术介绍 (9)2.2 缠包带产品的技术特点 (10)2.3 缠包带技术与传统涂装技术相比的优势 (11)3、国内外缠包带应用状况简介 (12)3.1国外部分项目简况 (12)3.2 国内主跨1000米以上特大型悬索桥缠包带应用情况简介 (13)3.2.1清水河大桥 (13)3.2.2龙江大桥 (14)3.2.3杭瑞高速公路洞庭湖大桥 (14)3.2.4 杨泗港大桥 (14)3.2.5 赤水河大桥 (15)3.2.6 金安金沙江大桥 (15)3.2.7五峰山大桥 (16)3.3国内中小型悬索桥缠包带应用状况 (16)4、国内外缠包带应用的特点与产品比较 (17)4.1颜色特点 (17)4.2环境特点 (18)4.3施工工期特点 (18)5、缠包带主要产品供应商 (18)5.1 美国布朗公司 (18)5.2北京橡胶工业研究设计院有限公司 (19)5.3 深圳科兰德实业发展有限公司 (19)5.4 其它 (20)6、缠包带技术标准 (20)7、缠包带应用过程中发现的问题 (21)7.1缠包带材质之争 (21)7.1.1 关于橡胶与热塑性弹性体 (21)7.1.2 三种常见不同品牌缠包带材质比较 (21)7.2 喷霜问题 (22)7.3色牢度问题 (23)7.4 带湿施工问题 (23)8、缠包带施工技术与装备 (24)8.1缠带机 (24)8.2加热毯 (25)8.3施工装备对缠包带施工质量的影响 (26)后记 (26)悬索桥主缆缠包带技术简介北京橡研科技有限公司前言现代大型悬索桥的设计寿命大于100年,甚至达到120年。

悬索桥主缆防护施工工艺流程图A主缆缠丝部位的施工工艺流程用丙酮或二甲苯清除缆索索股表面的油污、脂等用高压淡水加清洁剂清洗缆索表面的锌盐及其它污物用高温高压淡水清洁缆索表面用棉质碎布去除清洗过索股部位的水分缠丝刮涂不干性封闭剂最小厚度2700μm涂环氧磷化底漆一道10μm必要时用洁净的冷风去除冷凝水干燥缆索清除缠丝表面杂物及污染物涂环氧磷化底漆一道10μm涂环氧云铁底漆二道80μm刮涂聚硫密封剂最小厚度1200μm主缆顶部宽300mm 部位撒防滑砂喷涂第二道聚氨酯面漆主缆顶部宽300mm部位撒防滑砂喷涂第一道聚氨酯面漆60μm喷涂第三道聚氨酯面漆完工报验B散股部位工艺流程用丙酮或二甲苯清除缆索索股表面的油污、脂等用高压淡水加清洁剂清洗缆索表面的锌盐及其它污物用高温高压淡水清洁缆索表面用棉质碎布去除清洗过索股部位的水分涂环氧云铁底漆二道80μm喷涂第一道聚氨酯面漆60μm必要时用洁净的冷风去除冷凝水干燥缆索喷涂第二道聚氨酯面漆60μm 喷涂第三道聚氨酯面漆60μm完工报验喷涂第一道聚氨酯面漆60μmC主缆未缠丝(主鞍座至第一索夹和锚室外18.5长)部位防护工艺流程用丙酮或二甲苯清除缆索索股表面的油污、脂等用高压淡水加清洁剂清洗缆索表面的锌盐及其它污物用高温高压淡水清洁缆索表面用棉质碎布去除清洗过索股部位的水分刮涂聚硫密封剂平均厚度400μm涂环氧云铁底漆二道80μm 涂环氧磷化底漆一道10μm必要时用洁净的冷风去除冷凝水干燥缆索缠玻璃丝布一层刮涂聚硫密封剂平均厚度400μm 缠玻璃丝布一层刮涂聚硫密封剂平均厚度400μm缠防水胶带三层喷涂第三道聚氨酯面漆60μm 喷涂第二道聚氨酯面漆60μm喷涂第一道聚氨酯面漆60μm完工报验D索夹间对接缝及索夹与缆索间的环缝防护工艺流程用丙酮或二甲苯清除对接缝内及环缝的油污、脂等用高压淡水加清洗剂清洁对接缝和环缝内部用高温高压淡水清洁对接缝和环缝内部用聚光照明检查对接缝内及环缝内索股及缝内壁锈蚀和破损情况涂环氧云铁底漆二道80μm缆索部位涂环氧磷化底漆一道10μm 必要时用洁净的冷风去除对接缝内和环缝冷凝水用棉质碎布清除对接缝内和环缝内的水分填涂聚硫密封剂对接缝达到饱满、环缝密封剂斜面与索夹端面成45o角刷涂第一道聚氨酯面漆60μm刷涂第二道聚氨酯面漆60μm刷涂第三道聚氨酯面漆60μm完工报验E鞍座处裸露索股的密封工艺流程用丙酮或二甲苯清除缆索索股表面的油污、脂等用高压淡水加清洁剂清洗缆索及鞍座表面的锌盐及其它污物用高温高压淡水清洗缆索及鞍座表面用棉质碎布去除清洗过索股部位的水分填充聚硫密封剂以饱满为宜涂环氧云铁底漆二道80μm 索股部位涂磷化底漆一道10μm必要时用洁净的冷风去除冷凝水干燥缆索喷涂第一道聚氨酯面漆60μm 喷涂第二道聚氨酯面漆60μm喷涂第二道聚氨酯面漆60μm完工报验F锚锭部位的密封工艺流程用丙酮或二甲苯清除锚头的油污、脂等用高温高压淡水清洁锚头内部清除锚头内部的水分,使锚头内部保持干燥状态填充聚硫密封剂刷涂第三道聚氨酯面漆60μm刷涂第一道聚氨酯面漆60μm刷涂第一道聚氨酯面漆60μm完工报·验G索套、索夹、吊索钢丝绳、锚杯、吊索夹具、检修道支架等外表面防护工艺流程用丙酮或二甲苯清除缆套、锚杯等表面的油污、脂等用高温高压淡水清洗缆套、锚杯等表面锈蚀部位打磨至St3级涂环氧富锌底漆一道70μm喷涂第三道聚氨酯面漆60μm 喷涂第二道聚氨酯面漆60μm喷涂第一道聚氨酯面漆60μm涂环氧云铁中间漆二道80μm完工报验。
四渡河特大桥主缆缠丝施工方案一、概述主缆是悬索桥的重要受力构件,为使主缆在桥梁设计营运年限内的利用平安和维持美观外形,采纳在主缆上密匝缠绕一层镀锌钢丝对主缆进行防护。
四渡河特大桥每根主缆除锚跨内、散索鞍、主索鞍前后各必然的距离内的主缆不进行缠丝外(采取其它爱惜方法),其余凡外露的表面均需缠丝。
主缆防护工作内容有主缆缠丝操作和主缆涂装工作,两项操作内容密不可分,在施工中需要紧密配合,在知足涂装和防腐技术要求的前提下,应以缠丝操作为主。
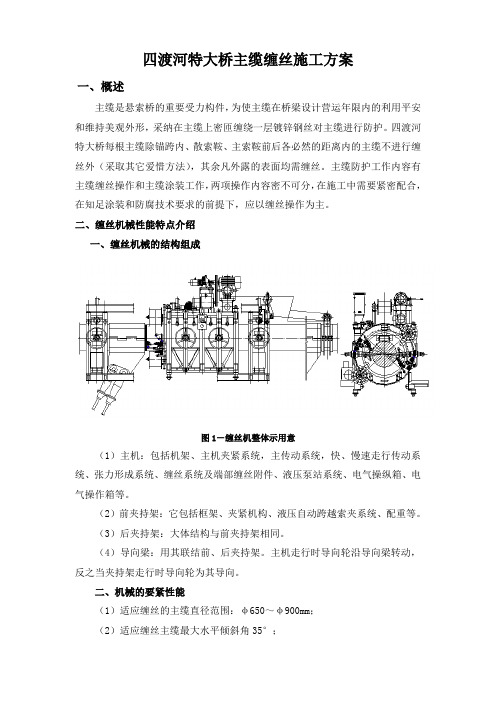
二、缠丝机械性能特点介绍一、缠丝机械的结构组成图1-缠丝机整体示用意(1)主机:包括机架、主机夹紧系统,主传动系统,快、慢速走行传动系统、张力形成系统、缠丝系统及端部缠丝附件、液压泵站系统、电气操纵箱、电气操作箱等。
(2)前夹持架:它包括框架、夹紧机构、液压自动跨越索夹系统、配重等。
(3)后夹持架:大体结构与前夹持架相同。
(4)导向梁:用其联结前、后夹持架。
主机走行时导向轮沿导向梁转动,反之当夹持架走行时导向轮为其导向。
二、机械的要紧性能(1)适应缠丝的主缆直径范围:φ650~φ900mm;(2)适应缠丝主缆最大水平倾斜角35°;(3)缠绕的钢丝:φ4镀锌软钢丝,稍改良可缠“S”形断面钢丝;(4)缠丝头数:2;(5)缠丝张紧力:0~(可调);(6)缠丝线速度:~1.1m/s,可无级调速;(7)缠丝慢速机构走行速度:0.4m/min,可无级调速;(8)快速走行速度:14.56 m/min;(9)主电动机功率:15KW,调频电机;(10)最大件重量:;(11)机械外形尺寸:长×宽×高=××(m)。
3、缠丝机特点(1)主机和夹持架可沿主缆交替自行,作业范围可达主缆全程,不需要外部机构牵引。
(2)碰到索夹和吊索,液压驱动,传感器操纵,自动跨越,持续行走(只是当大齿圈跨越吊索时需停止旋转,开启活动门)。
(3)旋转部份转速与走行速度自动匹配,做到缠丝一圈紧扣一圈,通过微调装置,可适应缠丝节距或直径公差的转变范围。

主缆缠丝防护施工方案1 前言主缆缠丝是用专用的缠丝设备以一定的张力使镀锌软钢丝(圆形或特制的S形软钢丝)密匝牢固地缠绕在主缆上的作业。
主缆缠丝的主要作用是保持主缆外形并与涂装材料共同组成主缆防护体系,尽可能延长主缆使用寿命。
缠丝施工质量主要由缠丝导入拉力和缠丝密匝缠绕圈数两个指标控制。
2主缆缠绕钢丝分类2.1 镀锌钢丝镀锌钢丝属于传统的主缆防护方法,应用性能较好的高强度热镀锌钢丝和重防腐涂料,逐步形成了在主缆钢丝外层“腻子+缠丝+涂料涂装”为主体的悬索桥主缆腐蚀防护方法。
其具体步骤是对经过紧缆处理过的(圆形)主缆钢丝外层涂抹防护腻子;然后沿主缆圆周方向连续缠绕一层∮4~5mm 圆形镀锌软钢丝;最后在缠丝外表面用多层涂料分层涂装;这样形成一个封闭的主缆防腐蚀保护层(见图1)。
图1 镀锌钢丝缠丝保护示意图2.2 S形钢丝S形钢丝是应用在主缆干燥除湿腐蚀防护体系内,具体步骤是沿紧缆处理过的主缆圆周方向连续缠绕一层环环相扣密封性好的“S”型钢丝(图2);在其外层缠聚乙烯带或橡胶防腐带,然后将特殊涂料涂装;对主缆形成气密和水密的密封层(图3)。
S形钢丝的质量特性见表1。
图2 S形钢丝断面图3 S形钢丝缠绕示意图表1 S形钢丝的质量特性项目技术参数线材JISG3505(软钢丝材)标准规定的SWRM6K抗拉强度550N/mm2延伸率 1.5%以上扭转次数6次以上锌附着量280g/m2锌附着性试验后用手指轻擦不产生剥落、龟裂公称断面积13.32mm2公称断面周长21.81mm单位重量7830kg/m33 缠丝设备3.1 缠丝机分类3.1.1 人工型缠丝机的缠丝盘(机头)是由人力带动旋转完成缠丝称为人工型缠丝机。
主要用于小直径主缆缠丝(例如丰都长江大桥)及大直径主缆索夹间缠丝节段尾端部位缠丝。
因机动型缠丝机在索夹间缠丝节段的尾端部位,缠丝机的回转系统与索夹干扰,因此在靠近索夹端面的位置,停止机械缠丝,剩余部分以手动缠丝。