型腔尺寸计算
- 格式:doc
- 大小:70.50 KB
- 文档页数:2


模腔尺寸的计算: (1)、型腔的径向尺寸确定:按平均值计算,塑件的平均收缩率S为0.6% 7级精度模具最大磨损量取塑件公差的1/6;模具的制造公差£z=△/3取x=0.75。
LM1 5.98O+0.48 →6.26O-0.48 (LM1)o+£z=〔(1+s)Ls1-X△〕o+£z =〔(1+0.006)×0.26-0.75×0.48〕0+0.18=5.930+0.16 ②LM2 48O+0.48 →5.28O-0.48 (LM2)o+£z=〔(1+S) ×5.28-0.75×0.48〕o+£z =4.950+0.16 ③LM3 5.15O+0.48 →5.63O-0.48 (LM3)o+£z=〔(1+S) ×5.63-0.75×0.48〕o+£z =5.300+0.16 ④LM4 1O+0.48→1.38O-0.38 (LM4)o+£z=〔(1+S) ×1.38-0.75×0.38〕o+£z=1.100+0.12 ⑤LM5 18.89O+0.88→19.77O-0.88 (LM5)o+£z=〔(1+S)×19.77-0.75×0.88〕o+£z =19.230+0.29 ⑥LM60.96O+0.38→1.34O-0.38 (LM6)o+£z=〔(1+S) ×1.34-0.75×0.38〕o+£z =1.060+0.12 ⑦LM7∮2O+0.38 →∮2.38O-0.38 (LM7)o+£z=〔(1+S) ×2.38-0.75×0.38〕o+£z =2.100+0.12 ⑧LM8 ∮6.1O+0.58 →∮6.68O-0.38 (LM7)o+£z=〔(1+S) ×6.68-0.75×0.38〕o+£z =6.290+0.19 ⑨LM9 ∮0.77→1.05 (LM9) =〔(1+S)*1.05-0.75*0.38〕=0.86 o+0.13 ⑩LM10 10.5 →11.18 (LM10) =〔(1+S)*11.18-0.75*0.68〕 =10.74 (2)、型芯高度尺寸① H 4.7 →5.18 HM1 =〔(1+S)*5.18-0.75*0.48] =[(1+0.006)*4.7+0.5*0.48]=4.97 ② H 8.9 →9.48 HM2 =〔(1+S)*9.48-0.75*0.58〕 =[(1+0.006)*8.9+0.5*0.58] = 9.25 (3)、型芯的径向尺寸:① LM1=5.98 →5.98 LM1 =[(1+s)*Ls+x△] =[(1+0.006)*5.98+0.75*0.48]= 6.37 ②LM2=2.12 →2.12 LM2 =[(1+s)*Ls+X△] =[(1+0.006)*2.12+0.75*0.38] =2.42 (4)、型腔的深度尺寸① H m1 0.77 →1.15 Hm1 =〔(1+s)Hs1-x 〕 =〔(1+0.006)*1.15-0.5*0.38〕=0.97 Hm2 10.5 →11.18 Hm1 =〔(1+s)Hs2-x 〕 =〔(1+0.006)*11.18-0.5*0.68〕 =10.9 (5)斜导柱侧抽芯机构的设计与计算①:抽芯距(S) S=S1+(2→3)㎜ = +(2→3)㎜= +(2→3)㎜ =2.93+2.5㎜ =5.43㎜②:抽芯力(Fc) Fc=chp( cos -sin ) =[2*3.14*(3.1+1)∕2*10 ]*3.5*10 *1*10 *(0.15*cos30-sin30) =60.38N ③: 斜导柱倾斜角()斜导柱倾角是侧抽心机构的主要技术数据之一,它与塑件成型后能否顺利取出以及推出力、推出距离有直接关系。
集成电路塑封模具常用计算公式及方法1 引言随着电子信息产业的迅速发展,集成电路封装产业在国内也随之迅猛发展,但集成电路封装设备--塑封模具却成为制约封装产业发展的瓶颈,长期依靠进口。
本文通过我公司长期制造塑封模具的经验,详细介绍了封装模具常用的计算公式及方法。
2 塑封模具的常用计算公式及方法塑料模具的常用计算公式及方法主要涉及以下几个方面:原材料线涨系数的测量计算;成型型腔尺寸的计算;型腔镶件的线涨匹配;上料框架线涨尺寸的计算。
2.1 原材料线涨系数的测量计算在这里原材料线涨系数的计算,主要针对引线框架的线涨计算,也可适用于其他材料的计算(如铝、钢等)。
在此,只提供计算方法以便灵活应用。
线涨系数指原材料温度每升高1℃,单位长度内所增加的长度。
(1)式中:a为原材料的线涨系数/℃-1;Lt为原材料在t温度时的长度(一般指高温时的长度)/mm;L0为原材料在常温时的的长度/mm;t指高温(一般我们根据封装工艺的特点测试时取175℃/℃:to指常温(一般取20℃)/℃。
例:一种材料在20℃时长150mm,升温到175℃时长度为150.3mm,求线涨系数a为多少?解:a=(150.3-150)/[150×(175-20)]=12.9 X 10-6℃-1。
2.2 成型型腔尺寸的计算(2)式中:L为型腔尺寸/mm;L'为塑件尺寸/mm;S为树脂成型收缩率。
该公式为基本简化公式,具体计算时,根据塑封体外形偏差的大小,适当调整,在此不作累述。
S一般取0.2%~0.4%,在实际使用时根据用户提供的树脂型号选取。
例:塑件外形尺寸为18mm,计算型腔尺寸L,树脂收缩率S为0.35%。
解:L=18x(1+0.35%)=18.063mm2.3 型腔镶件的线涨匹配公式:(3)式中:L模为模具型腔经线涨匹配后的尺寸/mm;L产为引线框架的实测长度尺寸/mm;a产为引线框架的线涨系数/℃-1;a钢为模具型腔所选钢材的线涨系数/℃-1;t工作为模具正常工作时的温度(一般取175℃/℃;t常温为模具室温时的温度(一般取20℃)/℃。
模具内模镶件尺寸的确定二、确定内模镶件外形尺寸确定内模镶件尺寸的方法有两种:经验法和计算法。
在实际工作中常常采用经验确定法而不是计算法。
但对于大型模具、重要模具,为安全起见,最好再用计算法校核其强度和刚度。
确定内模镶件尺寸总体原则是:必须保证模具具有足够的强度和刚度,使模具在使用寿命内不致变形。
1. 内模镶件经验确定法( 1 )确定内模镶件的长、宽尺寸第一步:按上面的排位原则,确定各型腔的摆放位置。
第二步:按下面的经验数据,确定各型腔的相互位置尺寸。
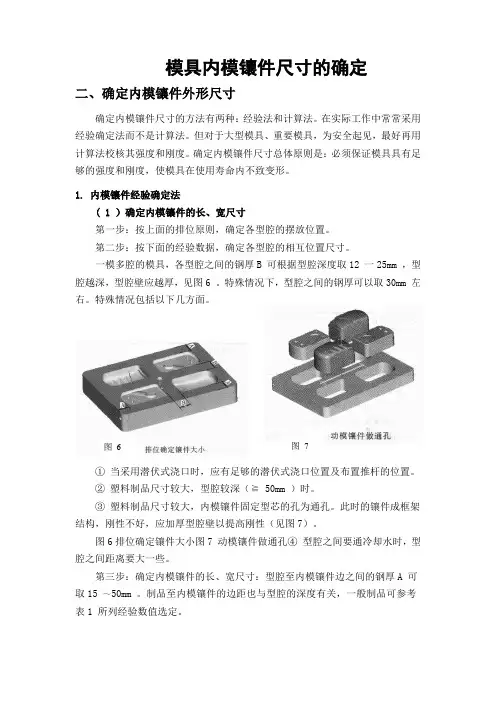
一模多腔的模具,各型腔之间的钢厚B 可根据型腔深度取12 一25mm ,型腔越深,型腔壁应越厚,见图6 。
特殊情况下,型腔之间的钢厚可以取30mm 左右。
特殊情况包括以下几方面。
图 6 图7①当采用潜伏式浇口时,应有足够的潜伏式浇口位置及布置推杆的位置。
②塑料制品尺寸较大,型腔较深(≧ 50mm )时。
③塑料制品尺寸较大,内模镶件固定型芯的孔为通孔。
此时的镶件成框架结构,刚性不好,应加厚型腔壁以提高刚性(见图7)。
图6排位确定镶件大小图7 动模镶件做通孔④型腔之间要通冷却水时,型腔之间距离要大一些。
第三步:确定内模镶件的长、宽尺寸:型腔至内模镶件边之间的钢厚A 可取15 ~50mm 。
制品至内模镶件的边距也与型腔的深度有关,一般制品可参考表1 所列经验数值选定。
表1 型腔至内膜镶件边经验数值型腔深度型腔至内膜镶件边数值/mm 型腔深度型腔至内膜镶件边数值/mm ≦20mm 15~20 30~40 30~3520~30mm 25~30 ﹥40 35~50 注:1 .凸模和凹模的长度和宽度尺寸通常是一样的。
2 .内模镶件的长、宽尺寸应取整数,宽度应尽量和标准模架的推杆板宽度相等。
( 2 )内模镶件高度尺寸的确定内模镶件包括凹模和凸模,厚度与制品高度及制品在分型面上的投影面积有关,一般制品可参考下述经验数值选定。
①凹模厚度A 一般在型腔深度基础上加Wa=15 ~20mm ,当制品在分型面上的投影面积大于200cm2时,W 。

塑料模具型腔与型芯尺寸的计算一、塑料的收缩性塑料制作从模具中取出冷却到室温后,尺寸缩减,即为收缩性。
塑料的收缩性与许多因素有关,分述如下:1、塑料收缩性地大小,因塑料种类的不同。
大体上来说,热固性塑性收缩性小。
在热塑性塑料中,非结晶性的塑性收缩小,如ABS、聚苯乙烯(PS)、聚碳酸酯(PC)、聚甲醛(POM)等。
添加增强剂的塑料收缩小,如用玻璃纤维增强的热塑性塑料。
2、塑料收缩性的大小,与加工工艺条件有关。
有如下几种情况:(1)注塑温度高收缩小,注塑温度低收缩小。
(2)脱模快收缩大,脱模慢收收缩小。
(3)保压时间长收缩小,保压时间短收缩大。
(4)模具温度低收缩小,模具温度高收缩大。
(5)注塑速率高收缩小,反之收缩大。
(6)塑件冷却时间长收缩小,反之收缩大。
(7)塑件的收缩在受限制处收缩小,在自由处收缩大。
(8)塑料件设计要求各部的壁厚尽量相同的,因为壁厚处收缩大,壁薄处收缩小,易产生收缩不均。
(9)塑料件形状复杂缩小,形状简单的收缩大。
(10)进料口大收缩小,反之收缩大。
(11)添加增强剂的塑料比没有添加增强剂的塑料收缩小。
二、收缩率的计算常温下模腔的尺寸和塑料制件收缩后的尺寸差与常温下制件的实际尺寸之百分比,称为收缩率。
Q=(D-D1)/D1*100%Q——收缩率(%)D——常温下模腔的实际尺寸D1——常温下制件的实际尺寸在计算型腔与型芯的尺寸时,首先要确定所选用的塑料收缩率,同时要综合考虑成型方法及工艺条件、模具结构、制件的结构等等,如上述的收缩因素。
这里特别指出,对收缩率的准确选取至关重要,对有经验的人来说可能一次即可选准收缩率。
因为每一种塑料所给收缩率不是一个固定值,而是一个收缩率范围。
例如聚乙烯(PE)收缩率在1.5~4%之间,根据经验中小塑料件可取2.5~3%。
三、塑料制件在设计和制作时的尺寸计算一般的计算,可按如下公式进行即可满足需要。
1、型腔尺寸的计算(考虑到使用磨损后尺寸变大公差取负值)在计算型腔尺寸时,选取塑料收缩率时往往不易选的很准确,尺寸要选小一些,留有这么大的余地,否则做大了模具将报废。