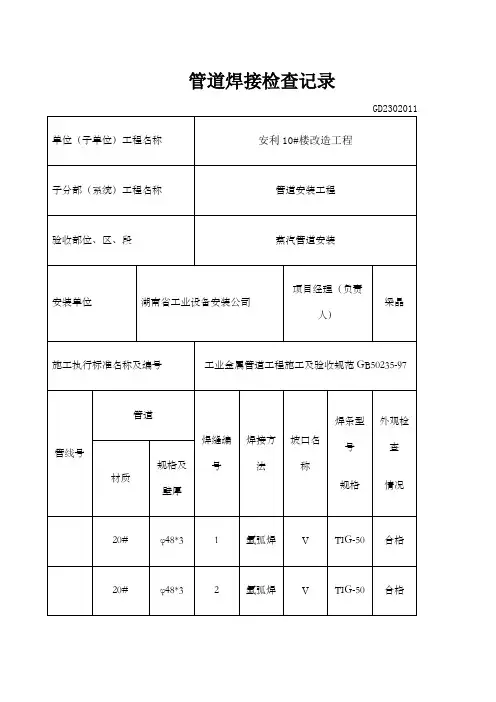
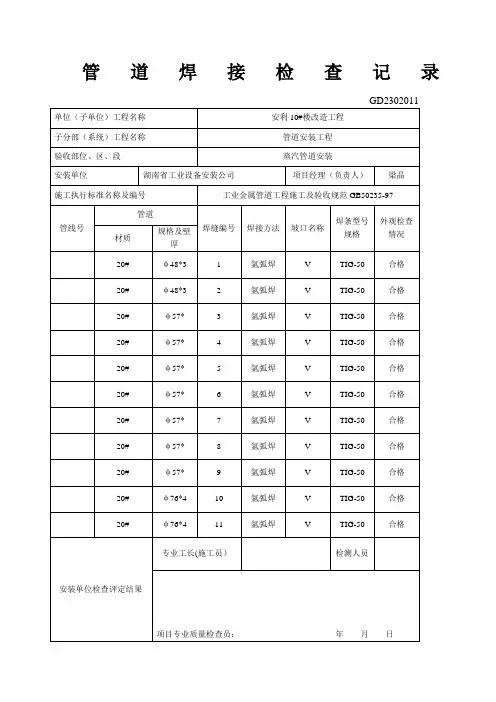
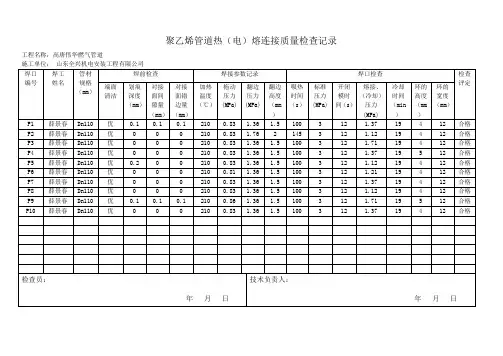
6.4.3、管道管件现场焊接(熔接)检查记录
- 格式:xls
- 大小:39.00 KB
- 文档页数:1
1
至
/
/
/
/
监理(建设) 单位
项目专业监理工程师
(建设单位项目专业负责人)签名:
施工单位
检测调试负责人签
名
专业工长(施工
员)签名
专业质检员签名
试验员或班组长
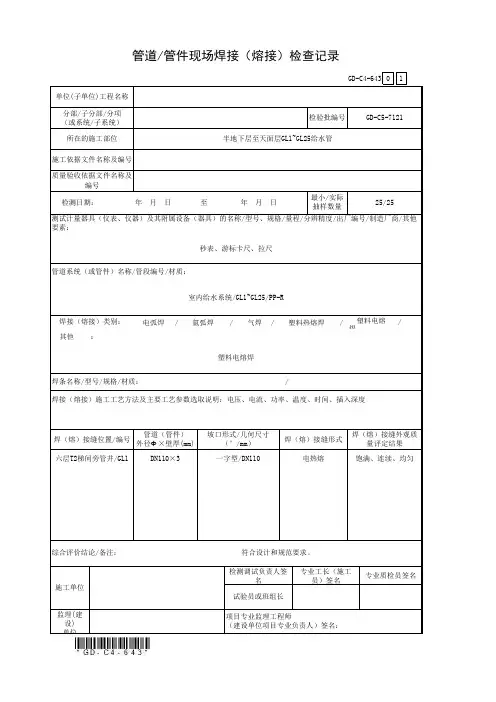
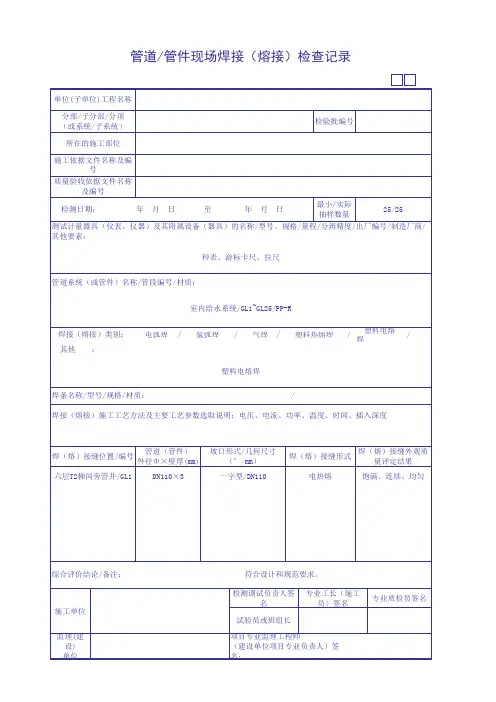
综合评价结论/备注:符合设计和规范要求。
六层T2梯间旁管井/GL1
DN110×3
一字型/DN110
电热熔
饱满、连续、均匀
焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度
焊(熔)接缝位置/编号管道(管件) 外径Φ×壁厚(mm)
坡口形式/几何尺寸
(°/mm)焊(熔)接缝形式
焊(熔)接缝外观质
量评定结果/
:
塑料电熔焊
焊条名称/型号/规格/材质:
/
测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/其他要素:
秒表、游标卡尺、拉尺
管道系统(或管件)名称/管段编号/材质:
室内给水系统/GL1~GL25/PP-R
焊接(熔接)类别:
焊
质量验收依据文件名称及
编号检测日期:
年 月 日
年 月 日
最小/实际 抽样数量
25/25
检验批编号
GD-C5-7121
所在的施工部位半地下层至天面层GL1~GL25给水管
施工依据文件名称及编号管道/管件现场焊接(熔接)检查记录
GD-C4-643单位(子单位)工程名称分部/子分部/分项 (或系统/子系统)。
管道连接点检查记录日期:[这里填写日期]
检查人员:[这里填写检查人员姓名]
1. 检查对象
管道连接点
2. 检查内容
- 管道连接点的固定情况
- 管道连接点的密封情况
- 管道连接点的材料和规格是否符合要求
- 管道连接点的标识是否清晰可见
3. 检查过程
在本次检查中,我们按照以下步骤进行了检查:
1. 检查管道连接点的固定情况。
确保所有螺栓和连接件都紧固稳固,无松动现象。
2. 检查管道连接点的密封情况。
通过目测和触摸,确认连接点无明显泄漏,密封材料完好。
3. 检查管道连接点的材料和规格是否符合要求。
核对连接点的材料和规格与设计要求是否一致。
4. 检查管道连接点的标识是否清晰可见。
检查连接点上是否有标识,标识内容是否清晰可辨认。
4. 检查结果
经过本次检查,管道连接点的情况如下:
- 管道连接点的固定情况良好,无松动现象。
- 管道连接点无明显泄漏,密封情况良好。
- 管道连接点的材料和规格符合要求。
- 管道连接点上的标识清晰可见。
5. 检查结论
经检查,管道连接点符合要求,可以正常使用。
6. 下一步行动
- 如果发现问题或异常情况,立即进行修复或更换。
- 定期进行管道连接点的检查和维护,确保其安全可靠性。
7. 签名
检查人员签名:__________________
日期:__________________
8. 备注(可选)
[这里填写备注,如发现问题、修复情况等]。
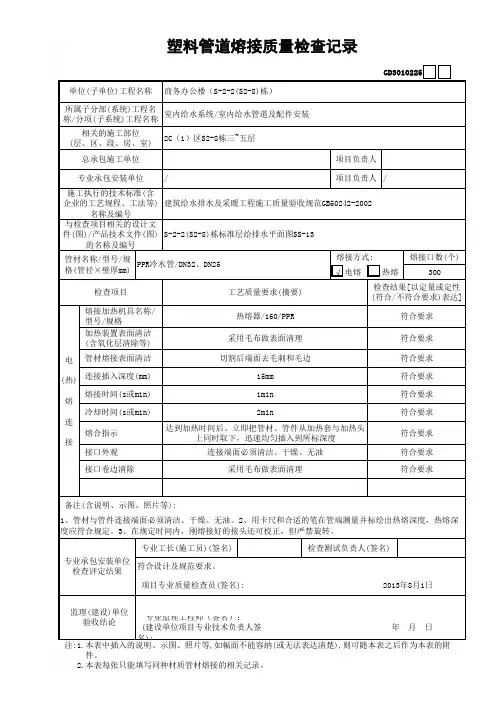
现场质量施工记录(样表)目录
1.材料检查验收记录2
2.布管检查记录3
3.工序(过程)交接单 4
4.管口组对检查记录5
5.环境监测记录6
6.管口焊接预热记录7
7.焊接工艺记录8
8.焊缝表面质量检查记录9
9.补口情况登记表 10
10.补伤情况登记表 11
11.管沟开挖验收记录12
12.管道埋深抽查记录13
13.管沟回填检查记录14
14.阴极保护工程施工记录15
15.阴保测试桩测试记录 16
16.防腐补口剥离强度试验记录表 17
材料检查验收记录
布管检查记录
工序(过程)交接单
管口组对检查记录
环境监测记录
施工单位:施工班组:CPP219机组
管口焊接预热记录
工程名称:施工单位:施工班组:CPP102机组
焊接工艺记录
工程名称:施工单位:施工班组:
焊缝表面质量检查记录
工程名称:施工单位:施工班组:
补口情况登记表
工程名称:施工单位:施工班组:CPP219
精选文档
补伤情况登记表
工程名称:施工单位:施工班组:
精选文档
可编辑修改
可编辑修改
可编辑修改
. .
可编辑修改。
1至////监理(建设) 单位项目专业监理工程师(建设单位项目专业负责人)签名:施工单位检测调试负责人签名专业工长(施工员)签名专业质检员签名试验员或班组长综合评价结论/备注:符合设计和规范要求。
首层室内给水系统/JL-29-sDN50×3.5一字型/DN50热熔焊饱满、连续、均匀焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度PP-R给水管道及配件采用热熔连接,压力等级为1.25MPa焊(熔)接缝位置/编号管道(管件) 外径Φ×壁厚(mm)坡口形式/几何尺寸(°/mm)焊(熔)接缝形式焊(熔)接缝外观质量评定结果/:塑料热熔焊焊条名称/型号/规格/材质:/测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/其他要素:秒表、游标卡尺、拉尺管道系统(或管件)名称/管段编号/材质:室内给水系统/JL-29-s/PP-R焊接(熔接)类别:焊施工依据文件名称及编号建筑给水排水及供暖施工方案质量验收依据文件名称及编号《建筑给水排水及采暖工程质量验收规范》GB50242-2002检测日期:2017年 12 月 15 日2017年 12 月 15 日最小/实际 抽样数量全/24分部/子分部/分项 (或系统/子系统)建筑给水排水及采暖/室内给水系统/室内给水管道及配件安装检验批编号GD-C5-7121所在的施工部位首层管道/管件现场焊接(熔接)检查记录GD-C4-643单位(子单位)工程名称。
管件管材维护记录【维护日期】:2022年7月15日【维护人员】:张三【维护记录】:为确保管道系统的正常运行和延长管件管材的使用寿命,我们需要进行定期的维护和检查。
以下是本次维护的记录:1. 检查管件连接首先,我们对管件连接进行了仔细的检查。
确保每个接口处的密封性,避免漏水和渗漏问题。
经过检查,所有的管件连接均紧固良好,无松动或损坏情况。
2. 清洁管材表面随后,我们对管材表面进行了彻底的清洁。
使用专用清洁剂和软刷,清除管材表面的污垢和积聚物。
这样可以防止腐蚀和堵塞产生,保持管道系统的通畅。
3. 检查管道支架作为管道支撑的关键部分,我们对管道支架进行了全面的检查。
确保支架的稳固性和安全性,避免管道因振动或外部力量造成的损坏。
在本次维护中,我们发现一处支架松动的情况,并立即进行了修复。
4. 涂覆防腐层为了保护管件管材表面免受腐蚀和氧化的影响,我们在维护过程中给管材涂覆了一层防腐涂料。
这样可以有效延长管件管材的使用寿命,并减少维修和更换的频率。
5. 检测管材泄漏最后,我们进行了管材泄漏的检测。
通过压力测试和目视观察,确保管道系统没有任何泄漏点。
经过检测,本次维护后,管道系统依然保持良好的密封性和运行状态。
【维护建议】:根据本次维护的情况,我们对下次维护提出以下建议:1. 增加维护频率。
尽管本次维护中未发现重大故障或问题,但为了确保管道系统的安全性和可靠性,建议将维护周期缩短至每半年一次。
2. 定期检查管道支架。
管道支架是管道系统的重要支撑组件,需要定期检查和加固,以防止松动或损坏。
3. 注意管道材料的选择。
在新建管道系统或更换管件管材时,要选择耐腐蚀、耐高温、耐压力的优质管道材料,以提高管道系统的使用寿命。
4. 增加检测手段。
可以考虑引入红外线检测、超声波检测等先进技术手段,以提高管道泄漏检测的准确性和效率。
【维护总结】:通过本次维护记录,我们对管件管材的维护工作有了全面的了解。
及时的维护和检查可以确保管道系统的安全运行,避免由于管件管材问题导致的生产事故和经济损失。
焊接安全生产检查记录焊接安全生产检查记录时间:2021年10月15日地点:XX工厂一、检查人员:王经理、李安全员、张工;二、检查内容:1. 焊接操作人员是否佩戴个人防护装备;2. 焊接设备是否良好运行,是否存在漏电等安全隐患;3. 焊接作业区域是否存在明火、易燃物品等火源;4. 焊接作业区域是否设置和使用了消防器材;5. 焊接操作人员是否按照规定进行焊接作业;6. 焊接作业操作人员是否持证上岗;7. 焊接作业现场是否有专人监督和负责安全保障工作;8. 焊接工艺是否合理,是否使用了合适的焊接材料和焊接电流;9. 焊接材料是否符合质量要求;10. 焊接工件是否符合设计要求,焊缝是否牢固;11. 焊接电源线是否完好,接地良好;12. 焊接操作人员是否定期参加安全培训,是否熟悉焊接操作规程。
三、检查结果:1. 焊接操作人员佩戴个人防护装备情况良好,未发现违规行为;2. 焊接设备运行正常,不存在漏电等安全隐患;3. 焊接作业区域未发现明火和易燃物品,没有火源存在;4. 焊接作业区域设置了消防器材,并按要求使用;5. 焊接操作人员按照规定进行焊接作业,没有违反操作规程的行为;6. 焊接作业操作人员均持有焊接操作证书;7. 焊接作业现场有专人监督和负责安全保障工作;8. 焊接工艺符合要求,使用了符合规格的焊接材料和焊接电流;9. 焊接材料符合质量要求,未发现质量问题;10. 焊接工件符合设计要求,焊缝牢固;11. 焊接电源线完好,接地良好;12. 焊接操作人员定期参加安全培训,熟悉焊接操作规程。
四、存在问题:1. 部分焊接设备的电源线老化,需及时更换;2. 作业区域配备的消防器材数量有限,需要增加消防器材的配置;3. 部分焊接操作人员的个人防护装备使用不规范,需要加强培训和宣传教育。
五、整改措施:1. 将电源线老化的焊接设备进行更换;2. 增加作业区域的消防器材配置,确保满足安全要求;3. 对焊接操作人员进行个人防护装备使用规范的培训和宣传教育。
1
至
/
/
/
/
监理(建设) 单位
项目专业监理工程师
(建设单位项目专业负责人)签名:
施工单位
检测调试负责人签
名
专业工长(施工
员)签名
专业质检员签名
试验员或班组长
综合评价结论/备注:符合设计和规范要求。
六层T2梯间旁管井/GL1
DN110×3
一字型/DN110
电热熔
饱满、连续、均匀
焊接(熔接)施工工艺方法及主要工艺参数选取说明:电压、电流、功率、温度、时间、插入深度
焊(熔)接缝位置/编号管道(管件) 外径Φ×壁厚(mm)
坡口形式/几何尺寸
(°/mm)焊(熔)接缝形式
焊(熔)接缝外观质
量评定结果/
:
塑料电熔焊
焊条名称/型号/规格/材质:
/
测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造厂商/其他要素:
秒表、游标卡尺、拉尺
管道系统(或管件)名称/管段编号/材质:
室内给水系统/GL1~GL25/PP-R
焊接(熔接)类别:
焊
质量验收依据文件名称及
编号检测日期:
年 月 日
年 月 日
最小/实际 抽样数量
25/25
检验批编号
GD-C5-7121
所在的施工部位半地下层至天面层GL1~GL25给水管
施工依据文件名称及编号管道/管件现场焊接(熔接)检查记录
GD-C4-643单位(子单位)工程名称分部/子分部/分项 (或系统/子系统)。