管道焊口检查记录(可打印修改)
- 格式:pdf
- 大小:108.51 KB
- 文档页数:4
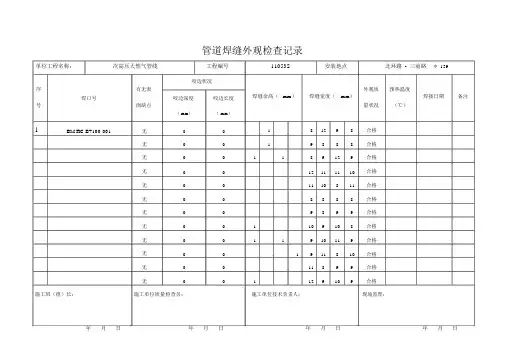
管道焊缝外观检查记录单位工程名称:次高压天然气管线工程编号11053S安装地点北环路-三前路Φ159咬边状况序有无表焊口号咬边深度咬边长度号面缺点( mm)( mm)1BM-HC-B+100-001无00无00无00无00无00无00无00无00无00无00无00无00施工班(组)长:施工单位质量检查员:外观质预热温度焊缝余高(mm)焊缝宽度(mm)焊接日期备注量状况(℃)181298合格19888合格1189129合格12111110合格1110811合格8888合格9899合格1109108合格11910119合格1911810合格11899合格1129109合格施工单位技术负责人:现场监理:年月日年月日年月日年月日管道焊缝外观检查记录单位工程名称:次高压天然气管线工程编号11053S安装地点北环路-三前路Φ159咬边状况序有无表焊口号咬边深度咬边长度号面缺点( mm)( mm)1BM-HC-B+600-010无00无00无00无00无00无00无00无00无00无00无00无00施工班(组)长:施工单位质量检查员:外观质预热温度焊缝余高(mm)焊缝宽度(mm)焊接日期备注量状况(℃)1189129合格12111110合格1110811合格8888合格9899合格1109108合格11910119合格1911810合格11899合格1189129合格12111110合格1110811合格施工单位技术负责人:现场监理:年月日年月日年月日年月日管道焊缝外观检查记录单位工程名称:次高压天然气管线工程编号11053S安装地点北环路 - 三前路Φ 159咬边状况序有无表外观质预热温度焊口号咬边深度咬边长度焊缝余高( mm)焊缝宽度( mm)焊接日期备注号面缺点量状况(℃)( mm)( mm)1BM-HC-B1+200-002无0012111110合格无001110811合格无008888合格施工班(组)长:施工单位质量检查员:施工单位技术负责人:现场监理:年月日年月日年月日年月日管道焊缝外观检查记录单位工程名称:次高压天然气管线工程编号11053S安装地点咬边状况序有无表焊口号咬边深度咬边长度焊缝余高( mm)焊缝宽度( mm)号面缺点( mm)( mm)1BM-HC-B1+400-001无001110811无008888无009899无001109108无0011910119无001911810无0011899无001189129无0012111110无001110811无008888北环路 - 三前路Φ 159外观质预热温度焊接日期备注量状况(℃)合格合格合格合格合格合格合格合格合格合格合格施工班(组)长:施工单位质量检查员:施工单位技术负责人:现场监理:年月日年月日年月日年月日。
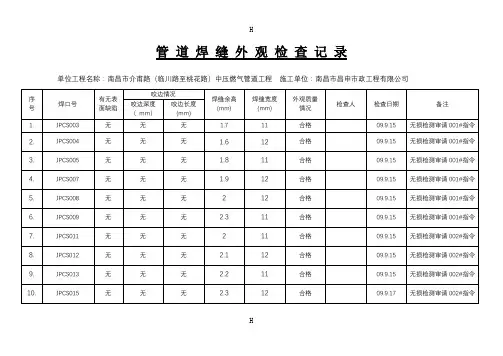
管道焊缝外观检查记录
单位工程名称:南昌市介甫路(临川路至桃花路)中压燃气管道工程施工单位:南昌市昌申市政工程有限公司
H
监理工程师:施工技术负责人:记录人:第 1 页
管道焊缝外观检查记录
单位工程名称:南昌市介甫路(临川路至桃花路)中压燃气管道工程施工单位:南昌市昌申市政工程有限公司
H
监理工程师:施工技术负责人:记录人:第 2 页
管道焊缝外观检查记录
单位工程名称:南昌市介甫路(临川路至桃花路)中压燃气管道工程施工单位:南昌市昌申市政工程有限公司
H
监理工程师:施工技术负责人:记录人:第 3 页
H
管道焊缝外观检查记录
单位工程名称:南昌市介甫路(临川路至桃花路)中压燃气管道工程施工单位:南昌市昌申市政工程有限公司
H
监理工程师:施工技术负责人:记录人:第 4 页
管道焊缝外观检查记录
单位工程名称:南昌市介甫路(临川路至桃花路)中压燃气管道工程施工单位:南昌市昌申市政工程有限公司
H
监理工程师:施工技术负责人:记录人:第 5 页欢迎您的下载,资料仅供参考!
H。
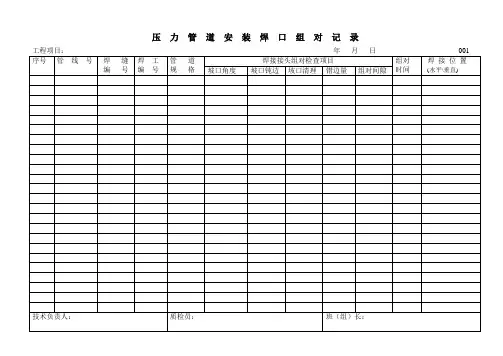
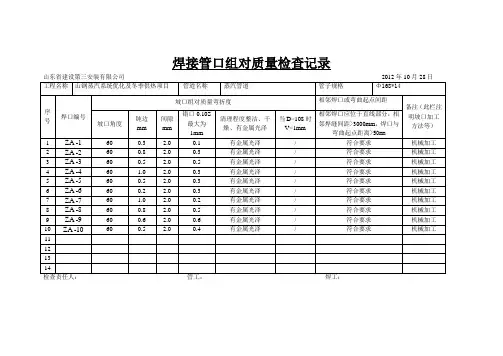
焊接管口组对质量检查记录
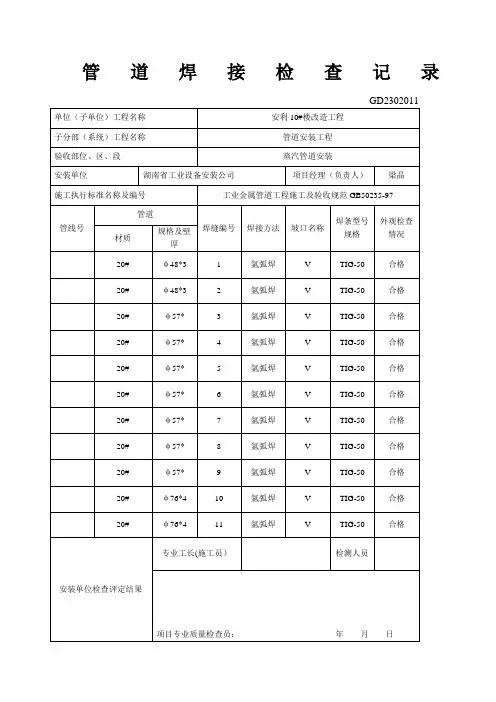
山东省建设第三安装有限公司2012年10月28日工程名称山钢蒸汽系统优化及冬季供热项目管道名称蒸汽管道管子规格Φ168*14
序号焊口编号
坡口组对质量弯折度相邻焊口或弯曲起点间距
备注(此栏注
明坡口加工
方法等)坡口角度
钝边
mm
间隙
mm
错口0.10S
最大为
1mm
清理程度整洁、干
燥、有金属光泽
当D>108时
V<1mm
相邻焊口应位于直线部分,相
邻焊缝间距>3000mm,焊口与
弯曲起点距离>50mm
1 ZA -160 0.3 2.0 0.1 有金属光泽/ 符合要求机械加工
2 ZA -260 0.8 2.0 0.
3 有金属光泽/ 符合要求机械加工
3 ZA -360 0.5 2.0 0.5 有金属光泽/ 符合要求机械加工
4 ZA -460 1.0 2.0 0.3 有金属光泽/ 符合要求机械加工
5 ZA -560 0.5 2.0 0.3 有金属光泽/ 符合要求机械加工
6 ZA -660 0.2 2.0 0.3 有金属光泽/ 符合要求机械加工
7 ZA -760 1.0 2.0 0.2 有金属光泽/ 符合要求机械加工
8 ZA -860 0.8 2.0 0.5 有金属光泽/ 符合要求机械加工
9 ZA -960 0.6 2.0 0.6 有金属光泽/ 符合要求机械加工
10 ZA -1060 0.5 2.0 0.4 有金属光泽/ 符合要求机械加工
11
12
13
14
检查责任人:管工:焊工:。
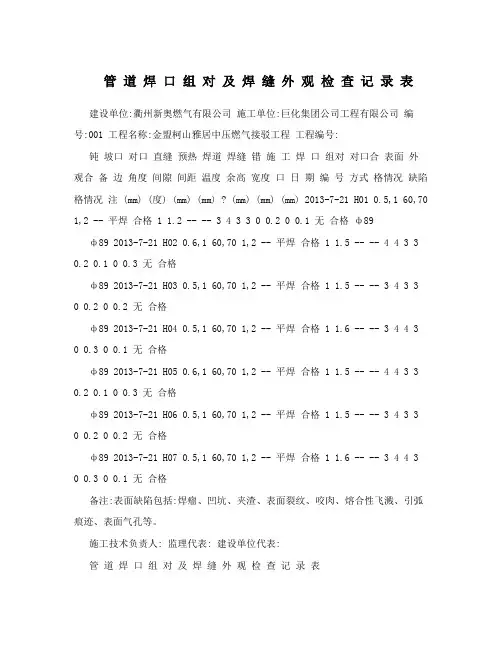
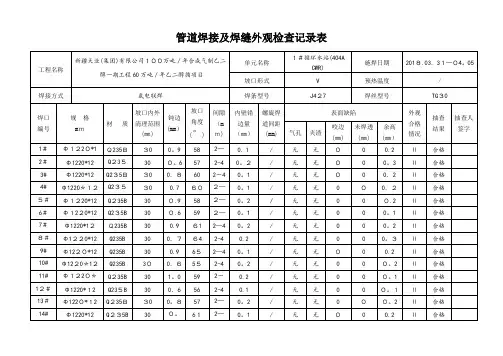
管道焊口组对及焊缝外观检查记录表建设单位:衢州新奥燃气有限公司施工单位:巨化集团公司工程有限公司编号:001 工程名称:金盟柯山雅居中压燃气接驳工程工程编号:钝坡口对口直缝预热焊道焊缝错施工焊口组对对口合表面外观合备边角度间隙间距温度余高宽度口日期编号方式格情况缺陷格情况注 (mm) (度) (mm) (mm) ? (mm) (mm) (mm) 2013-7-21 H01 0.5,1 60,70 1,2 -- 平焊合格 1 1.2 -- -- 3 4 3 3 0 0.2 0 0.1 无合格ф89 ф89 2013-7-21 H02 0.6,1 60,70 1,2 -- 平焊合格 1 1.5 -- -- 4 4 3 3 0.2 0.1 0 0.3 无合格ф89 2013-7-21 H03 0.5,1 60,70 1,2 -- 平焊合格 1 1.5 -- -- 3 4 3 3 0 0.2 0 0.2 无合格ф89 2013-7-21 H04 0.5,1 60,70 1,2 -- 平焊合格 1 1.6 -- -- 3 4 4 3 0 0.3 0 0.1 无合格ф89 2013-7-21 H05 0.6,1 60,70 1,2 -- 平焊合格 1 1.5 -- -- 4 4 3 3 0.2 0.1 0 0.3 无合格ф89 2013-7-21 H06 0.5,1 60,70 1,2 -- 平焊合格 1 1.5 -- -- 3 4 3 3 0 0.2 0 0.2 无合格ф89 2013-7-21 H07 0.5,1 60,70 1,2 -- 平焊合格 1 1.6 -- -- 3 4 4 3 0 0.3 0 0.1 无合格备注:表面缺陷包括:焊瘤、凹坑、夹渣、表面裂纹、咬肉、熔合性飞溅、引弧痕迹、表面气孔等。
施工技术负责人: 监理代表: 建设单位代表:管道焊口组对及焊缝外观检查记录表建设单位:衢州新奥燃气有限公司施工单位:巨化集团公司工程有限公司编号:001 工程名称:金盟柯山雅居中压燃气接驳工程工程编号:钝坡口对口直缝预热焊道焊缝错施工焊口组对对口合表面外观合备边角度间隙间距温度余高宽度口日期编号方式格情况缺陷格情况注 (mm) (度) (mm) (mm) ? (mm) (mm) (mm) 2013-7-21 H01 0.5,1 60,70 1,2 -- 平焊合格 1 1.2 -- -- 3 4 3 3 0 0.2 0 0.1 无合格ф57 ф57 2013-7-21 H02 0.6,1 60,70 1,2 -- 平焊合格 1 1.5 -- -- 4 4 3 3 0.2 0.1 0 0.3 无合格备注:表面缺陷包括:焊瘤、凹坑、夹渣、表面裂纹、咬肉、熔合性飞溅、引弧痕迹、表面气孔等。
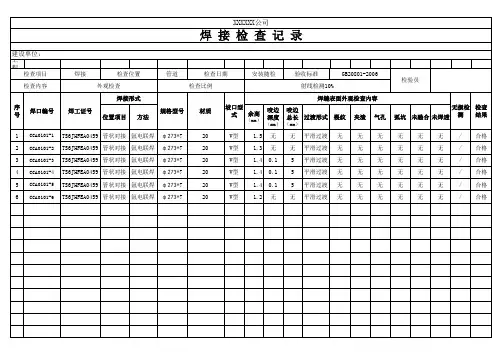
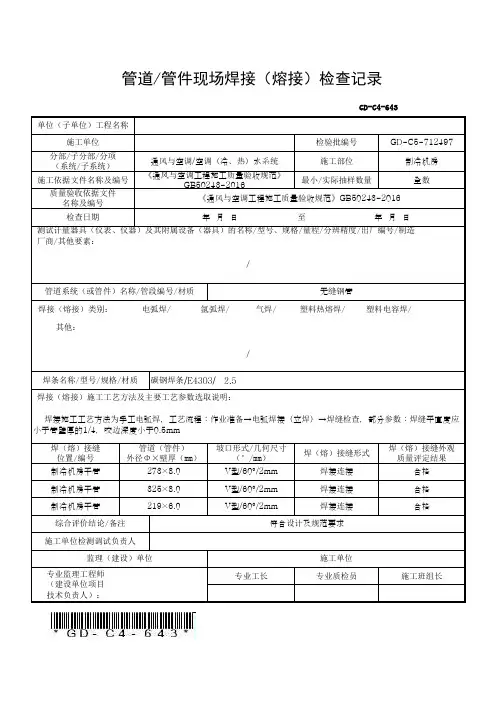
至管道/管件现场焊接(熔接)检查记录//焊接施工工艺方法为手工电弧焊,工艺流程:作业准备→电弧焊接(立焊)→焊缝检查,部分参数:焊缝平直度应小于管壁厚的1/4,咬边深度小于0.5mm专业监理工程师(建设单位项目技术负责人):专业工长专业质检员施工班组长综合评价结论/备注符合设计及规范要求施工单位检测调试负责人监理(建设)单位施工单位制冷机房干管219×6.0V型/60°/2mm焊接连接合格制冷机房干管325×8.0V型/60°/2mm 焊接连接合格制冷机房干管273×8.0V型/60°/2mm 焊接连接合格 焊接(熔接)施工工艺方法及主要工艺参数选取说明:焊(熔)接缝位置/编号管道(管件)外径Φ×壁厚(mm)坡口形式/几何尺寸(°/mm)焊(熔)接缝形式焊(熔)接缝外观质量评定结果塑料电容焊/其他:焊条名称/型号/规格/材质碳钢焊条焊接(熔接)类别:电弧焊/氩弧焊/气焊/塑料热熔焊/检查日期年 月 日年 月 日测试计量器具(仪表、仪器)及其附属设备(器具)的名称/型号、规格/量程/分辨精度/出厂编号/制造 厂商/其他要素:管道系统(或管件)名称/管段编号/材质无缝钢管施工依据文件名称及编号《通风与空调工程施工质量验收规范》GB50243-2016最小/实际抽样数量全数质量验收依据文件名称及编号《通风与空调工程施工质量验收规范》GB50243-2016施工单位检验批编号GD-C5-712497分部/子分部/分项(系统/子系统)通风与空调/空调(冷、热)水系统施工部位制冷机房GD-C4-643单位(子单位)工程名称。
管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+000-K0+099序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-60W-ZH-1B-ABC无无无 1.3 12.3 合格/ 2017.12.202 RYGYZX-ZK0-59W-ZH-1B-ABC无无无 1.2 12.5 合格/ 2017.12.203 RYGYZX-ZK0-58-ZH-1B-ABC无无无 1.2 12.6 合格/ 2017.12.204RYGYZX-ZK0-57-ZH-1B-ABC无无无 1.6 12.2 合格/ 2017.12.205RYGYZX-ZK0-56-ZH-1B-ABC无无无0.8 12.1合格/ 2017.12.206RYGYZX-ZK0-55W-ZH-1B-ABC无无无 1.1 12.2合格/ 2017.12.207RYGYZX-ZK0-54W-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.12.208RYGYZX-ZK0-53+5W-ZH-1B-ABC无无无0.7 12.1合格/ 2017.12.20施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+000-K0+099序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-53+4 W-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.12.192 RYGYZX-ZK0-53+3 -ZH-1B-ABC无无无 1.2 12.2合格/ 2017.12.193 RYGYZX-ZK0-53+2 -ZH-1B-ABC无无无 1.6 12.2合格/ 2017.12.194RYGYZX-ZK0-53+1 -ZH-1B-ABC无无无0.9 12.2合格/ 2017.12.195RYGYZX-ZK0-53-ZH-1B-ABC无无无 1.1 12.2合格/ 2017.12.196RYGYZX-ZK0-52-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.12.197RYGYZX-ZK0-51-ZH-1B-ABC无无无0.9 12.2合格/ 2017.12.19施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+099-K0+706序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度(外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-50C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.12.42 RYGYZX-ZK0-49C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.12.43 RYGYZX-ZK0-48C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.12.44RYGYZX-ZK0-47C-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.12.45RYGYZX-ZK0-46C-ZH-1B-ABC无无无 1.1 12.0合格/ 2017.12.46RYGYZX-ZK0-45C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.12.47RYGYZX-ZK0-44C-ZH-1B-ABC无无无 1.1 12.1合格/ 2017.12.4施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+099-K0+706序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-43C-ZH-1B-ABC无无无 1.2 12.2合格/ 2017.12.32 RYGYZX-ZK0-42C-ZH-1B-ABC无无无 1.6 12.1合格/ 2017.12.33 RYGYZX-ZK0-41C-ZH-1B-ABC无无无0.8 12.1合格/ 2017.12.34RYGYZX-ZK0-40C-ZH-1B-ABC无无无 1.1 12.0合格/ 2017.12.35RYGYZX-ZK0-39C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.12.36RYGYZX-ZK0-38C-ZH-1B-ABC无无无0.9 12.1合格/ 2017.12.37RYGYZX-ZK0-37C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.12.38RYGYZX-ZK0-36C-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.12.3施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+099-K0+706序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-35C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.12.22 RYGYZX-ZK0-34C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.12.23 RYGYZX-ZK0-33C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.12.24RYGYZX-ZK0-32C-ZH-1B-ABC无无无 1.5 12.0合格/ 2017.12.2施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+099-K0+706序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-31+1 C-ZH-1B-ABC无无无 1.4 12.2 合格/ 2017.12.14施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+099-K0+706序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度(外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-31C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.12.22 RYGYZX-ZK0-30C-ZH-1B-ABC无无无 1.1 12.2合格/ 2017.12.23 RYGYZX-ZK0-29C-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.12.2施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-28C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.12.12 RYGYZX-ZK0-27C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.12.13 RYGYZX-ZK0-26C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.12.14RYGYZX-ZK0-25C-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.12.15RYGYZX-ZK0-24C-ZH-1B-ABC无无无 1.5 12.1合格/ 2017.12.16RYGYZX-ZK0-23C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.12.17RYGYZX-ZK0-22C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.12.18RYGYZX-ZK0-21C-ZH-1B-ABC无无无 1.1 12.1合格/ 2017.12.1施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+099-K0+706序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-20C-ZH-1B-ABC无无无0.9 12.1合格/ 2017.11.302 RYGYZX-ZK0-19C-ZH-1B-ABC无无无0.8 12.2合格/ 2017.11.303 RYGYZX-ZK0-18C-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.11.304RYGYZX-ZK0-17C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.11.305RYGYZX-ZK0-16C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.306RYGYZX-ZK0-15C-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.11.307RYGYZX-ZK0-14C-ZH-1B-ABC无无无 1.3 12.0合格/ 2017.11.30施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+099-K0+706序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-13C-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.11.292 RYGYZX-ZK0-12C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.293 RYGYZX-ZK0-11C-ZH-1B-ABC无无无 1.6 12.2合格/ 2017.11.294RYGYZX-ZK0-10+1C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.11.295RYGYZX-ZK0-10C-ZH-1B-ABC无无无 1.5 12.0合格/ 2017.11.296RYGYZX-ZK0-09C-ZH-1B-ABC无无无 1.2 12.2合格/ 2017.11.297RYGYZX-ZK0-08C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.29施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+099-K0+706序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-07C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.282 RYGYZX-ZK0-06C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.11.283 RYGYZX-ZK0-05C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.11.284RYGYZX-ZK0-04C-ZH-1B-ABC无无无 1.5 12.0合格/ 2017.11.285RYGYZX-ZK0-03C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.28施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+706-K0+851序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-02-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.12.162 RYGYZX-ZK0-01-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.12.163 RYGYZX-ZK0-01+1C-ZH-1B-ABC无无无.4 12.1合格/ 2017.12.164RYGYZX-ZK0-01+2 W-ZH-1B-ABC无无无 1.3 12.0合格/ 2017.12.165RYGYZX-ZK0-01+3 WC-ZH-1B-ABC无无无 1.2 12.2合格/ 2017.12.166RYGYZX-ZK0-01+4C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.12.167RYGYZX-ZK0-01+5C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.12.16施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+706-K0+851序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-01+6C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.12.172 RYGYZX-ZK0-01+7 WC-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.12.173 RYGYZX-ZK0-01+8 WC-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.12.174RYGYZX-ZK0-01+9 WC-ZH-1B-ABC无无无 1.3 12.0合格/ 2017.12.175RYGYZX-ZK0-01+10WC-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.12.176RYGYZX-ZK0-01+11C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.12.177RYGYZX-ZK0-01+12C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.12.17施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+706-K0+851序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-01+13C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.12.182 RYGYZX-ZK0-01+14-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.12.183 RYGYZX-ZK0-01+15W-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.12.184RYGYZX-ZK0-01+16W-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.12.185RYGYZX-ZK0-01+17W-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.12.186RYGYZX-ZK0-01+18W-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.12.18施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-88C-ZH-1B-ABC无无无 1.3 12.0合格/ 2017.11.172 RYGYZX-K0-87C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.11.173 RYGYZX-K0-86C-ZH-1B-ABC无无无 1.5 12.1合格/ 2017.11.174RYGYZX-K0-85C-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.11.175RYGYZX-K0-84C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.11.176RYGYZX-K0-83C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.177RYGYZX-K0-82C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.11.17施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-81C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.11.162 RYGYZX-K0-80C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.163 RYGYZX-K0-79C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.11.164RYGYZX-K0-78C-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.11.165RYGYZX-K0-77C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.11.166RYGYZX-K0-76C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.167RYGYZX-K0-75C-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.11.16施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-74C-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.11.152 RYGYZX-K0-73C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.11.153 RYGYZX-K0-72C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.154RYGYZX-K0-71C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.155RYGYZX-K0-70C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.11.156RYGYZX-K0-69C-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.11.157RYGYZX-K0-68C-ZH-1B-ABC无无无 1.1 12.1合格/ 2017.11.15施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-67C-ZH-1B-ABC无无无0.9 12.2合格/ 2017.11.142 RYGYZX-K0-66C-ZH-1B-ABC无无无0.9 12.0合格/ 2017.11.143 RYGYZX-K0-65C-ZH-1B-ABC无无无 1.2 12.2合格/ 2017.11.144RYGYZX-K0-64C-ZH-1B-ABC无无无 1.5 12.1合格/ 2017.11.145RYGYZX-K0-63C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.11.146RYGYZX-K0-62C-ZH-1B-ABC无无无 1.6 12.2合格/ 2017.11.147RYGYZX-K0-61C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.11.14施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-60C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.11.132 RYGYZX-K0-59C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.133 RYGYZX-K0-58C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.11.134RYGYZX-K0-57C-ZH-1B-ABC无无无 1.5 12.0合格/ 2017.11.135RYGYZX-K0-56C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.11.136RYGYZX-K0-55C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.11.13施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-LHJDY-02-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.72 RYGYZX-LHJDY-01-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.7施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-50+1C-ZH-1B-ABC无无无 1.4 12.2 合格/ 2017.11.30施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-50C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.122 RYGYZX-K0-49C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.11.123 RYGYZX-K0-48C-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.11.124RYGYZX-K0-47C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.11.125RYGYZX-K0-46C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.126RYGYZX-K0-45C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.11.127RYGYZX-K0-51C-ZH-1B-ABC无无无 1.3 12.0合格/ 2017.11.12施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-44C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.11.112 RYGYZX-K0-43C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.113 RYGYZX-K0-42C-ZH-1B-ABC无无无 1.2 12.2合格/ 2017.11.114RYGYZX-K0-41C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.11.115RYGYZX-K0-40C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.116RYGYZX-K0-39C-ZH-1B-ABC无无无 1.3 12.0合格/ 2017.11.117RYGYZX-K0-38C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.11施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-37C-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.11.102 RYGYZX-K0-36C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.11.103 RYGYZX-K0-35C-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.104RYGYZX-K0-34C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.11.105RYGYZX-K0-33C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.11.106RYGYZX-K0-32C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.107RYGYZX-K0-31C-ZH-1B-ABC无无无 1.1 12.2合格/ 2017.11.10施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-30C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.92 RYGYZX-K0-29C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.93 RYGYZX-K0-28C-ZH-1B-ABC无无无 1.2 12.2合格/ 2017.11.94RYGYZX-K0-27C-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.11.95RYGYZX-K0-26C-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.11.96RYGYZX-K0-25C-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.11.97RYGYZX-K0-24C-ZH-1B-AB无无无 1.2 12.0合格/ 2017.11.9施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-23C-ZH-1B-ABC无无无 1.2 12.2合格/ 2017.11.82 RYGYZX-K0-22C-ZH-1B-ABC无无无 1.3 12.0合格/ 2017.11.83 RYGYZX-K0-21C-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.11.84RYGYZX-K0-20C-ZH-1B-ABC无无无 1.5 12.0合格/ 2017.11.85RYGYZX-K0-19C-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.11.86RYGYZX-K0-89+1C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.87RYGYZX-K0-89C-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.11.8施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K0+851-K1+750序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-52+2C-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.11.72 RYGYZX-K0-52+1C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.73 RYGYZX-K0-52C-ZH-1B-ABC无无无 1.2 12.2合格/ 2017.11.74RYGYZX-K0-53C-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.7施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K1+750-K2+168序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-54C-ZH-1B-ABC无无无 1.3 12.2 合格/ 2017.11.7施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K1+750-K2+168序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-17+2L-ZH-1B-ABC无无无 1.1 12.2合格/ 2017.12.52 RYGYZX-K0-17+1-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.12.5施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K1+750-K2+168序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-LHJDY-17-ZH-1B-ABC无无无 1.3 12.0合格/ 2017.11.62 RYGYZX-LHJDY-16-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.11.63 RYGYZX-LHJDY-15-ZH-1B-ABC无无无 1.3 12.1合格/ 2017.11.64RYGYZX-LHJDY-14-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.65RYGYZX-LHJDY-13-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.11.66RYGYZX-LHJDY-12-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.6施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K1+750-K2+168序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-18+7L-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.12.62 RYGYZX-K0-18+6W-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.12.63 RYGYZX-K0+18+5W-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.12.64RYGYZX-K0-18+4-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.12.65RYGYZX-K0-18+3-ZH-1B-ABC无无无 1.4 12.1合格/ 2017.12.66RYGYZX-K0-18+2-ZH-1B-ABC无无无 1.3 12.0合格/ 2017.12.67RYGYZX-K0-18+1-ZH-1B-ABC无无无 1.1 12.2合格/ 2017.12.6施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K1+750-K2+168序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-LHJDY-18-ZH-1B-ABC无无无 1.2 12.2合格/ 2017.11.52 RYGYZX-LHJDY-11-ZH-1B-ABC无无无 1.3 12.0合格/ 2017.11.53 RYGYZX-LHJDY-10-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.11.54RYGYZX-LHJDY-09-ZH-1B-ABC无无无 1.1 12.2合格/ 2017.11.55RYGYZX-LHJDY-08-ZH-1B-ABC无无无 1.1 12.1合格/ 2017.11.5施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K1+750-K2+168序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K0-07+6L-ZH-1B-ABC无无无 1.2 12.0合格/ 2017.12.72 RYGYZX-K0+07+5W-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.12.73 RYGYZX-K0-07+4W-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.12.74RYGYZX-K0-07+3W-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.12.75RYGYZX-K0-07+2-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.12.76RYGYZX-K0-07+1-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.12.7施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K1+750-K2+168序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-LHJDY-07-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.11.42 RYGYZX-LHJDY-06-ZH-1B-ABC无无无 1.4 12.0合格/ 2017.11.43 RYGYZX-LHJDY-05-ZH-1B-ABC无无无 1.5 12.2合格/ 2017.11.44RYGYZX-LHJDY-04-ZH-1B-ABC无无无 1.2 12.2合格/ 2017.11.45RYGYZX-LHJDY-03-ZH-1B-ABC无无无 1.1 12.1合格/ 2017.11.4施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K1+750-K2+168序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-K1-03+1-ZH-1B-ABC无无无 1.1 12.1合格/ 2017.12.82 RYGYZX-K1-03+2-ZH-1B-ABC无无无 1.1 12.0合格/ 2017.12.83 RYGYZX-K1-03+3W-ZH-1B-ABC无无无 1.0 12.0合格/ 2017.12.84RYGYZX-K1-03+4W-ZH-1B-ABC无无无 1.2 12.1合格/ 2017.12.85RYGYZX-K1-02W-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.12.86RYGYZX-K1-01W-ZH-1B-ABC无无无 1.4 12.2合格/ 2017.12.87RYGYZX-K1-03+5-ZH-1B-ABC无无无 1.3 12.2合格/ 2017.12.8施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K2+168-K2+207序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK1-01+6 -ZH-1B-ABC无无无 1.4 13.4 合格/ 2017.12.92 RYGYZX-ZK1-01+5 -ZH-1B-ABC无无无 1.3 14.3 合格/ 2017.12.93 RYGYZX-ZK1-01+4 -ZH-1B-ABC无无无 1.2 14.5 合格/ 2017.12.94RYGYZX-ZK1-01+3 -ZH-1B-ABC无无无 1.3 13.8 合格/ 2017.12.95RYGYZX-ZK0-01+2 -ZH-1B-ABC无无无 1.3 14.2 合格/ 2017.12.9施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K2+207-K3+284序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK0-01+1C-ZH-1B-ABC无无无 1.3 14.7合格/ 2017.11.182 RYGYZX-ZK1-01C-ZH-1B-ABC无无无 1.3 14.5合格/ 2017.11.183 RYGYZX-ZK1+02C-ZH-1B-ABC无无无 1.3 14.5合格/ 2017.11.184RYGYZX-ZK1-03C-ZH-1B-ABC无无无 1.2 14.9合格/ 2017.11.185RYGYZX-ZK1-04C-ZH-1B-ABC无无无 1.2 14.5合格/ 2017.11.186RYGYZX-ZK1-05C-ZH-1B-ABC无无无 1.2 14.1合格/ 2017.11.187RYGYZX-ZK1-06C-ZH-1B-ABC无无无 1.2 14.5合格/ 2017.11.188RYGYZX-ZK1-07C-ZH-1B-ABC无无无 1.1 14.8合格/ 2017.11.18 9RYGYZX-ZK1-08C-ZH-1B-ABC无无无 1.4 14.5合格/ 2017.11.18 10RYGYZX-ZK1-09C-ZH-1B-ABC无无无 1.5 14.4合格/ 2017.11.18施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K2+207-K3+284序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK1-10C-ZH-1B-ABC无无无 1.4 14.0合格/ 2017.11.192 RYGYZX-ZK1-11C-ZH-1B-ABC无无无 1.5 14.0合格/ 2017.11.193 RYGYZX-ZK1-12C-ZH-1B-ABC无无无 1.2 14.5合格/ 2017.11.194RYGYZX-ZK1-13C-ZH-1B-ABC无无无 1.4 14.1合格/ 2017.11.195RYGYZX-ZK1-14C-ZH-1B-ABC无无无 1.3 14.5合格/ 2017.11.196RYGYZX-ZK1-15C-ZH-1B-ABC无无无 1.2 14.3合格/ 2017.11.197RYGYZX-ZK1-16C-ZH-1B-ABC无无无 1.3 14.5合格/ 2017.11.198RYGYZX-ZK1-17C-ZH-1B-ABC无无无 1.4 14.6合格/ 2017.11.19 9RYGYZX-ZK1-18C-ZH-1B-ABC无无无 1.5 14.5合格/ 2017.11.19 10RYGYZX-ZK1-19C-ZH-1B-ABC无无无 1.5 14.7 合格/ 2017.11.19施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K2+207-K3+284序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK1-20C-ZH-1B-ABC无无无 1.3 14.1合格/ 2017.11.202 RYGYZX-ZK1-21C-ZH-1B-ABC无无无 1.4 14.8合格/ 2017.11.203 RYGYZX-ZK1-22C-ZH-1B-ABC无无无 1.4 14.6合格/ 2017.11.204RYGYZX-ZK1-23C-ZH-1B-ABC无无无 1.5 14.5合格/ 2017.11.205RYGYZX-ZK1-24C-ZH-1B-ABC无无无 1.2 14.5合格/ 2017.11.206RYGYZX-ZK1-25C-ZH-1B-ABC无无无 1.1 14.0合格/ 2017.11.207RYGYZX-ZK1-26C-ZH-1B-ABC无无无 1.1 14.0合格/ 2017.11.208RYGYZX-ZK1-27C-ZH-1B-ABC无无无 1.2 14.5合格/ 2017.11.20 9RYGYZX-ZK1-28C-ZH-1B-ABC无无无 1.5 14.3合格/ 2017.11.20 10RYGYZX-ZK1-29C-ZH-1B-ABC无无无0.9 合格/ 2017.11.20施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日管道焊缝外观检查记录单位工程名称:太原煤炭气化(集团)晋中燃气有限公司热源厂燃气配套工程三标段工程编号JZGTR2017-02 安装位置K2+207-K3+284序号焊口号有无表面缺陷咬边情况焊缝余高(0-2mm)焊缝宽度外观质量情况预热温度(℃)焊接日期备注咬边深度(mm)咬边长度(mm)1RYGYZX-ZK1-30C-ZH-1B-ABC无无无 1.3 14.3合格/ 2017.11.212 RYGYZX-ZK1-31C-ZH-1B-ABC无无无 1.4 14.2合格/ 2017.11.213 RYGYZX-ZK1-32C-ZH-1B-ABC无无无 1.2 14.5合格/ 2017.11.214RYGYZX-ZK1-33C-ZH-1B-ABC无无无 1.3 14.2合格/ 2017.11.215RYGYZX-ZK1-34C-ZH-1B-ABC无无无 1.2 14.0合格/ 2017.11.216RYGYZX-ZK1-35C-ZH-1B-ABC无无无 1.4 14.9合格/ 2017.11.217RYGYZX-ZK1-36C-ZH-1B-ABC无无无 1.1 14.5合格/ 2017.11.218RYGYZX-ZK1-37C-ZH-1B-ABC无无无 1.3 14.8合格/ 2017.11.21 9RYGYZX-ZK1-38C-ZH-1B-ABC无无无 1.5 14.5合格/ 2017.11.21 10RYGYZX-ZK1-39C-ZH-1B-ABC无无无 1.4 14.1合格/ 2017.11.21施工班(组)长:年月日施工单位质量检查员:年月日施工单位技术负责人:年月日现场监理:年月日。
管道焊缝外观检查记录日期:2024年9月15日检查人:XXX一、检查对象焊接对象:管道焊缝管道材质:不锈钢焊接方法:TIG焊接焊缝形式:对接焊缝二、检查仪器1.白色LED手电筒2.放大镜3.直尺4.记录表格三、检查内容及结果1.外观检查(1)检查焊缝的表面是否平整,无凸起或瘪陷现象。
结果:焊缝表面平整,无凸起或瘪陷现象。
(2)检查焊缝的颜色是否均匀,无孔洞或气孔。
结果:焊缝颜色均匀,无孔洞或气孔。
(3)检查焊缝两侧的夹渣情况。
结果:焊缝两侧无夹渣。
(4)检查焊缝的边缘是否整齐,无毛刺。
结果:焊缝边缘整齐,无毛刺。
2.尺寸检查(1)使用直尺测量焊缝的宽度,与设计要求进行比较。
结果:焊缝宽度为4mm,符合设计要求。
(2)使用直尺测量焊缝的高度,与设计要求进行比较。
结果:焊缝高度为5mm,符合设计要求。
3.其他检查(1)使用白色LED手电筒照射焊缝,观察焊缝是否有裂纹。
结果:焊缝表面光滑,无裂纹。
(2)使用放大镜对焊缝进行细致观察,检查是否有未熔合或烧穿现象。
结果:焊缝完全熔合,无未熔合或烧穿现象。
四、检查结论根据以上检查结果,管道焊缝的外观满足设计要求,尺寸合格,无裂纹、未熔合或烧穿现象。
焊缝质量良好,符合相关标准,并可继续进行下一步工艺。
五、备注由于本次检查仅对外观进行检验,未对焊缝的内部结构进行无损检测。
如有需要,建议进行X射线或超声波等无损检测方法,以确保焊缝的内部质量。
六、签名检查人:XXX。