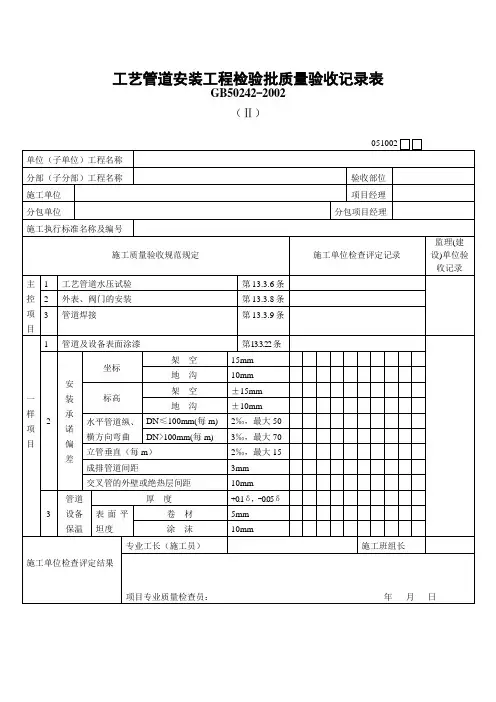
管道焊接工程检验批质量验收记录模板
- 格式:doc
- 大小:39.00 KB
- 文档页数:2
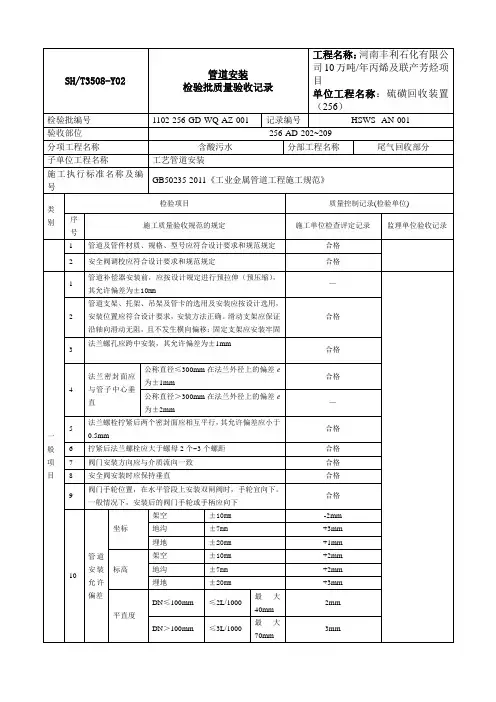
SH/T3508-Y02管道安装检验批质量验收记录工程名称:河南丰利石化有限公司10万吨/年丙烯及联产芳烃项目单位工程名称:硫磺回收装置(256)检验批编号1102-256-GD-WQ-AZ-001 记录编号HSWS--AN-001验收部位256-AD-202~209分项工程名称含酸污水分部工程名称尾气回收部分子单位工程名称工艺管道安装施工执行标准名称及编号GB50235-2011《工业金属管道工程施工规范》类别检验项目质量控制记录(检验单位)序号施工质量验收规范的规定施工单位检查评定记录监理单位验收记录1 管道及管件材质、规格、型号应符合设计要求和规范规定合格2 安全阀调校应符合设计要求和规范规定合格一般项目1管道补偿器安装前,应按设计规定进行预拉伸(预压缩),其允许偏差为±10mm—2管道支架、托架、吊架及管卡的选用及安装应按设计选用,安装位置应符合设计要求,安装方法正确。
滑动支架应保证沿轴向滑动无阻,且不发生横向偏移;固定支架应安装牢固合格3法兰螺孔应跨中安装,其允许偏差为±1mm合格4法兰密封面应与管子中心垂直公称直径≤300mm在法兰外径上的偏差e为±1mm合格公称直径>300mm在法兰外径上的偏差e为±2mm—5法兰螺栓拧紧后两个密封面应相互平行,其允许偏差应小于0.5mm合格6 拧紧后法兰螺栓应大于螺母2个~3个螺距合格7 阀门安装方向应与介质流向一致合格8 安全阀安装时应保持垂直合格9阀门手轮位置,在水平管段上安装双闸阀时,手轮宜向下。
一般情况下,安装后的阀门手轮或手柄应向下合格10管道安装允许偏差坐标架空±10mm-2mm地沟±7mm+3mm埋地±20mm+1mm 标高架空±10mm+2mm地沟±7mm +2mm埋地±20mm +3mm 平直度DN≤100mm ≤2L/1000最大40mm2mmDN>100mm ≤3L/1000最大70mm3mmSH/T3508-Y02管道安装检验批质量验收记录(续)工程名称:河南丰利石化有限公司10万吨/年丙烯及联产芳烃项目单位工程名称:硫磺回收装置(256)类别检验项目质量控制记录序号施工质量验收规范的规定施工单位检查评定记录监理单位验收记录一般项目10铅锤度≤3H/1000最大25mm2mm 成排在同一平面上的间距±10mm2mm 交叉管外壁或保温层的间距±7mm3mm总承包单位检查意见:监理单位验收结论:建设单位意见:建设单位监理单位施工单位项目代表:日期:年月日监理工程师:日期:年月日质量检查员:日期:年月日。
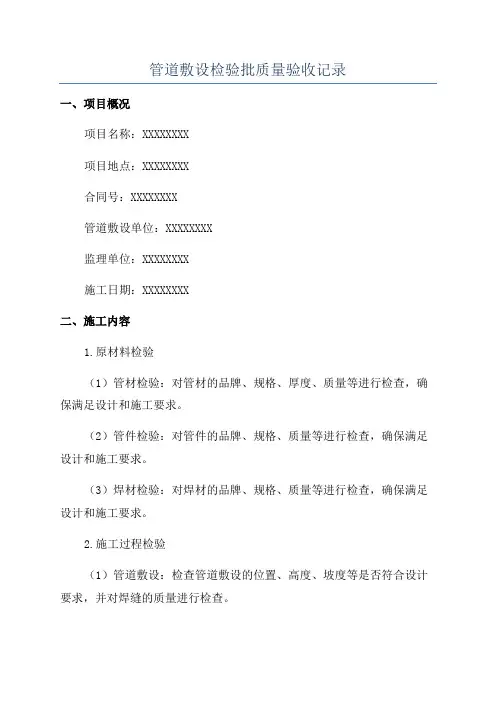
管道敷设检验批质量验收记录一、项目概况项目名称:XXXXXXXX项目地点:XXXXXXXX合同号:XXXXXXXX管道敷设单位:XXXXXXXX监理单位:XXXXXXXX施工日期:XXXXXXXX二、施工内容1.原材料检验(1)管材检验:对管材的品牌、规格、厚度、质量等进行检查,确保满足设计和施工要求。
(2)管件检验:对管件的品牌、规格、质量等进行检查,确保满足设计和施工要求。
(3)焊材检验:对焊材的品牌、规格、质量等进行检查,确保满足设计和施工要求。
2.施工过程检验(1)管道敷设:检查管道敷设的位置、高度、坡度等是否符合设计要求,并对焊缝的质量进行检查。
(2)支吊架安装:检查支吊架的位置、高度、坡度等是否符合设计要求,并对支吊架的质量进行检查。
(3)焊接工艺:检查焊接工艺是否符合规范要求,并对焊缝的外观质量进行检查。
三、检验结果1.原材料检验(1)管材:经检查,管材均符合设计和施工要求。
(2)管件:经检查,所有管件均符合设计和施工要求。
(3)焊材:经检查,焊材均符合设计和施工要求。
2.施工过程检验(1)管道敷设:经检查,管道敷设的位置、高度、坡度等符合设计要求。
焊缝的外观质量良好。
(2)支吊架安装:经检查,支吊架的位置、高度、坡度等符合设计要求。
支吊架的质量达到要求。
(3)焊接工艺:经检查,焊接工艺符合规范要求,焊缝的外观质量良好。
四、评定意见(1)原材料检验:通过。
(2)施工过程检验:通过。
五、存在问题及整改措施(1)存在问题:无(2)整改措施:无六、验收结论经检验,管道敷设检验批质量验收合格,符合设计及相关规范要求。
七、附件1.原材料检验报告2.焊接工艺评定报告3.支吊架安装验收报告八、验收人员日期:XXXX年XX月XX日验收人:__________监理签字:__________。
管道焊接检查记录日期:XXXX年XX月XX日检查人员:XXX1.检查目的及背景为了确保管道焊接质量符合相关标准和规定,提高管道系统的可靠性和安全性,特进行本次管道焊接检查。
2.检查范围本次检查涉及的管道焊接工作包括但不限于:-焊缝准备工作-焊材的选择和使用-焊接工艺的操作和控制-焊接设备的使用和维护-焊缝外观质量-焊缝内部质量检测3.检查过程和方法根据焊接工艺规范和标准,以及现场的实际情况,本次检查采用以下方法进行:-视觉检查:通过肉眼观察焊缝的外观质量,如焊缝的形状、长宽比、焊缝内的夹渣、焊缝与母材的结合等。
-热处理检查:检查焊缝附近的热处理标记和跟踪记录,确保热处理工艺符合要求。
-焊缝内部质量检测:采用无损检测方法,如射线检测、超声波检测等,检查焊缝内部的缺陷情况。
4.检查结果经过检查,以下为本次管道焊接工作的主要结果:4.1焊接工艺的操作和控制-工艺参数设定合理,符合焊接工艺规范的要求。
-焊机运行正常,接地良好,电源稳定。
4.2焊缝外观质量-焊缝的外观质量整体良好,焊缝形状规整,焊缝与母材接头处无明显裂纹和凹陷。
-焊丝铺设均匀,无明显的透明气孔、夹渣等缺陷。
4.3焊缝内部质量检测-采用射线检测和超声波检测方法进行焊缝内部质量检测,未发现明显的裂纹、夹渣和其它缺陷。
-焊缝与母材的结合紧密,无明显的界面间隙。
5.检查结论根据以上检查结果,本次管道焊接工作质量良好,符合相关标准和规定要求。
各项工艺参数和设备运行状况都在正常范围内,符合设计要求。
焊缝外观质量良好,无明显缺陷。
焊缝内部质量无明显缺陷。
但仍需注意焊缝质量的持续监控,防止后续的变形和开裂等问题。
6.检查意见和建议根据检查过程,我们提出以下意见和建议:-维护和保养焊接设备,确保其正常运行。
-加强对焊材的监控和质量控制。
-检查焊缝后进行验收,并保持相关检查记录。
-加强对焊缝后处理的控制和监督。
以上为本次管道焊接检查记录,供参考和提供改进的依据。
管道安装检验批质量验收记录SH/T3508-Y02管道安装检验批质量验收记录检验批编号:验收部位:分项工程名称:子单位工程名称:施工执行标准名称及编号:《现场设备、工业管道焊接工程施工及验收规范》(GB-1998)类别主控项目序号1 1 2检验项目质量控制记录(检验单位)施工单位检查评定记录监理单位验收记录管道及管件材质、规格、型号应符合设计要求和规范规定。
安全阀调校应符合设计要求和规范规定。
管道补偿器安装前,应按设计规定进行预拉伸(预压缩),其允许偏差为±10mm。
管道支架、托架、吊架及管卡的选用及安装应按设计选用,安装位置应符合设计要求,安装方法正确。
滑动支架应保证沿轴向滑动无阻,且不发生横向偏移;固定支架应安装牢固。
法兰螺孔应跨中安装,其允许偏差为±1mm。
法兰密封面公称直径≤300mm在法兰外径上的偏差e为±1mm,公称直径>300mm在法兰外径上的偏差e为±2mm。
最大应与管子中心垂直。
2 1 3法兰螺栓拧紧后两个密封面应相互平行,其允许偏差应小于0.5mm。
拧紧后法兰螺栓应大于螺母2个~3个螺距。
阀门安装方向应与介质流向一致。
安全阀安装时应保持垂直。
阀门手轮位置,在水平管段上安装双闸阀时,手轮宜向下。
一般情况下,安装后的阀门手轮或手柄应向下。
3 1 4管道安装允许偏差平直度 DN>100mm≤3L/1000,DN≤100mm≤2L/1000.标高、坐标、地沟、埋地、架空的允许偏差如下。
地沟、埋地:±10mm,±7mm架空:±20mm,±10mm,±7mm管外壁或保温层的间距25mm。
10 1 5铅锤度≤3H/1000.在同一平面上的间距成排交叉±10mm合格,±7mm/最大70mm。
成排交叉合格。
最后三行为总承包单位检查意见、监理单位验收结论、建设单位意见和建设单位项目代表签字日期。
管道焊接工程检验批质量验收记录模板第一篇范本(风格一):1. 施工单位:________________________2. 工程名称:________________________3. 工程位置:________________________4. 管道焊接工程检验批质量验收记录5. 检验批编号:________________________6. 检验日期:_________________________7. 前言本文档旨在记录管道焊接工程的质量验收情况,所涉及的管道焊接材料、焊接工艺、焊工资质等,均应符合相关法律法规的要求。
8. 检验范围焊接工程质量验收的范围包括但不限于以下检查项目:8.1 管道焊接接头的焊缝质量检查;8.2 焊接工艺和焊接材料的合规性检查;8.3 焊工的资质和技术能力检查;8.4 焊接过程中的可视检查和无损检测;8.5 管道焊接的外观检查;8.6 非破坏性试验(如气密性试验、水压试验)。
9. 焊接接头质量检查9.1 进行焊缝的外观检查,包括焊缝的平整度、内外焊缝是否对齐、有无气孔、裂纹、夹渣等缺陷;9.2 对焊缝进行无损检测,如超声波检测、射线检测等;9.3 进行焊缝的抽样化学成分分析和力学性能测试。
10. 焊接工艺和焊接材料合规性检查10.1 核查焊接工艺文件是否符合规定,并进行相应的审核;10.2 核查焊接材料是否符合规定,并进行抽样检测。
11. 焊工资质和技术能力检查11.1 验核焊工的资质证书;11.2 检查焊工的实际工作能力,包括焊接技术水平、操作规范和安全防护等。
12. 可视检查和无损检测12.1 对焊缝进行可视检查,发现缺陷及时修复;12.2 针对特定的焊缝,进行无损检测,如超声波检测、射线检测等。
13. 管道焊接的外观检查13.1 检查管道焊接的外观质量,包括焊缝的平整度、颜色、气孔、裂纹等。
13.2 检查管道的防腐保温层是否完好。
14. 非破坏性试验14.1 进行管道焊缝的气密性试验,确保焊缝的密封性;14.2 进行管道的水压试验,确保管道的承压能力。
管道焊接检验批质量验收记录表管道焊接检验批质量验收记录表
工程名称:
施工单位:
施工执行标准名称及编号:GB
施工单位检查评定记录:
监理(建设)单位验收意见:
分项工程名称:管道焊接验收部位
项目经理:
质量验收规范规定:
主控项目:
1.焊材的材质应符合设计要求和规范规定。
管道焊缝无损
检测应符合设计要求和规范规定。
2.焊缝表面应整齐均匀,无裂纹、未焊透、气孔、夹渣、
烧穿等缺陷。
焊缝及其周围应清除干净,不应存在电弧烧伤母材的缺陷。
焊缝宽度应符合焊接工艺规程的要求,无要求时为坡口上两侧各加宽0.5mm~2mm。
焊缝余高应为0mm~2mm。
3.局部不应大于3mm且长度不大于50mm。
大于0.8mm
或大于12.5%管壁厚(取二者中的较小值),任何长度均不合格。
大于6%~12.5%管壁厚或大于0.4mm(取二者中的较小值),在焊缝任何300mm连续长度中不超过50mm或焊缝的
1/6,取二者中的较小值。
小于等于0.4mm或小于等于6%管
壁厚(取二者中的较小值),任何长度均合格。
施工单位检查评定结果:
项目专业质量检查员:
项目专业质量(技术)负责人:年月日
监理(建设)单位验收结论:。
单位(子单位)工程质量竣工验收记录编号:工程名称 施工单位 项目经理类型 技术负责人 项目技术负责人验收记录工程造价开工日期 竣工日期 序号 项目 验收结论共 分部,经查 分部 分部1 2分部工程符合标准及设计要求质量控制 资料核查共 项,经审查符合要求 经核定符合规范规定项, 项安全和主要使共核查 项,符合要求 项,符合要求项, 用功能核查及抽查 3共抽查项, 项经返工处理符合要求结果观感质量 检验 共抽查 项,符合要求 项,4 5不符合要求项综合验收 结论建设单位设计单位 施工单位 监理单位(公章)参加 验收 单位(公章) (公章) (公章)项目负责人项目负责人 项目负责人 项目负责人年 月 日年 月 日 年 月 日 年月 日单位(子单位)工程质量控制资料核查表编号:工程名称 施工单位序 资料名称 份数 核查意见号○1管节、管件、管道设备及管配件等;○ 2防腐层材料、阴极保护设 材质质量 保证资料13 备及材料;○钢材、焊材、水泥、砂石、橡胶止水圈、混凝土、砖、 混凝土外加剂、钢制构件、混凝土预制构件○1管道接口连接质量检测(钢管焊接无损探伤检验、法兰或压兰螺2栓拧紧力矩检测、熔焊检验);○内外防腐层(包括补口、补伤)3 4 防腐检测;○预水压试验;○混凝土强度、混凝土抗渗、混凝土抗 2 施工检测冻、砂浆强度、钢筋焊接;○ 5回填土压实度;○6柔性管道环向变形7检测;○不开槽施工土层加固、支护及施工变形等测量;○ 8管道设9 10备安装测试;○阴极保护安装测试;○桩基完整性检测、地基处理 检测○1管道水压试验;○给水管道冲洗消毒;○管道位置及高程;○浅 埋暗挖管道、盾构管片拼装变形测量;○5混凝土结构管道渗漏水调7阴2 34 结构安全和使 用功能性检测3 46 查;○管道及抽升泵站设备(或系统)调试、电气设备电试;○ 8极保护系统测试;○桩基动测、静载试验○1控制桩(副桩)、永久(临时)水准点测量复核;○2施工放样复施工测量3核;○竣工测量○1施工组织设计(施工方案)、专题施工方案及批复;○2焊接工艺评定及作业指导书;○图纸会审、施工技术交底;○ 4设计变更、技 3 施工技术 管理5 6术联系单;○质量事故(问题)处理;○ 6材料、设备进场验收;计5 7量仪器校核报告;○工程会议纪要;○施工日记8○1验收批、分项、分部(子分部) 、单位(子单位)工程质量验收验收记录2记录;○隐蔽验收记录○1接口组对拼装、焊接、拴接、熔接;○ 2地基基础、地层等加固处3 理;○桩基成桩;○支护结构施工;○沉井下沉;○混凝土浇筑;45 67 8施工记录 竣工图○7管道设备安装;○顶进(掘进、钻进、夯进);○沉管沉放及桥8 9 10管吊装;○焊条烘陪、焊接热处理;○ 11防腐层补口补伤等结论: 结论:施工项目经理:总监理工程师:年月日年月日单位(子单位)工程观感质量核查表编号:工程名称 施工单位 序号 检查项目抽查质量情况好中差管道、管道附件位、 附属构筑物位置1 2 3管道设备 附属构筑物管道工程大口径管道(渠、廊);管道内部、管廊内管道安装4 5地上管道 (桥管、架空管、虹吸管 )及承重结构6 7回填土 管道结构 8防水、防腐 管缝(变形缝)进、出洞口 工作坑(井) 管道线形9 顶管、盾 构、浅埋暗 挖、定向 钻、 10 11 12 13 14 15夯管附属构筑物 下部结构地面建筑水泵机电设备、管道安装及基础支架 16抽升泵站17 18防水、防腐 附属设施、工艺观感质量综合评定结论:结论:施工项目经理:总监理工程师:年月日年月日单位(子单位)工程结构安全和使用功能性检测记录表编号:工程名称施工单位序资料核查意见功能抽查结果安全和功能检查项目号1 压力管道水压试验(无压力管道严密性试验)记录给水管道冲洗消毒记录及报告234阀门安装及运行功能调试报告及抽查检验其他管道设备安装测试报告及功能检测5 6管道位置高程及管道变形测量及汇总阴极保护安装及系统调测报告及抽查检验防腐绝缘检测汇总及抽查检验78 钢管焊接无损检测报告汇总9 混凝土试块抗压强度试验汇总10 混凝土试块抗渗、抗冻试验汇总1112131415地基基础加固检测报告桥管桩基础动测或静载试验报告混凝土结构管道渗漏水调查记录抽升泵站的地面建筑其他结论:结论:施工项目经理:总监理工程师:年月日年月日分部(子分部)工程质量验收记录编号:工程名称施工单位分包单位分部工程名称技术部门负责人分包单位负责人质量部门负责人分包技术负责人序号分项工程名称验收批数施工单位检查评定验收意见123456789质量控制资料安全和功能检验(检测)报告观感质量验收分包单位项目经理年年年月月月日日日施工单位项目经理验收单位设计单位项目负责人监理单位建设单位总监理工程师年年月月日日项目负责人(专业技术负责人)分项工程质量验收记录编号:工程名称 施工单位 分包单位分项工程名称验收批数项目经理项目技术负责人 施工班组长分包单位负责人 施工单位检查 评定结果序号 验收批名称、部位监理(建设)单位验收结论1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20验收 结 论检查 结论施工项目 监理工程师:技术负责人:(建设项目专业技术负责人)年 月 日 年月 日沟槽开挖与地基处理工程检验批质量验收记录编号:工程名称分部工程名称 专业工长分项工程名称 项目经理施工单位验收批名称、部位 分包单位分包项目经理施工班组长 施工单位检查 评定记录监理(建设) 单位验收记录GB50268-2008《给水排水管道工程施工及验收规范》 的规定1 原状地基土不得扰动、受水浸泡或受冻; 主 控 项2 3地基承载力应满足设计要求;目地基处理时,压实度、厚度应满足设计要求;应测点,实测点。
管道组对检验批质量验收记录一、记录信息检验批编号: [编号]项目名称: [项目名称]施工单位: [施工单位]检查日期: [日期]检查人员: [检查人员]二、背景检验批质量验收是指对管道工程项目中的一批次管道材料、设备或施工工艺进行质量评估和验收的过程。
管道组在此过程中负责对管道工程的检验批进行监督和控制,以确保工程质量符合项目要求和标准要求。
三、检查内容1. 材料检查- 对管道材料进行检查,包括管道、阀门、管件等。
- 核对管道材料符合设计要求和规范标准。
- 检查材料数量和质量是否满足施工要求。
2. 设备检查- 检查管道设备的安装质量,包括管道支架、密封件、阀门安装等。
- 确认设备安装位置和朝向是否正确。
- 检查设备的固定和连接是否牢固可靠。
3. 工艺检查- 检查管道施工过程中的工艺控制措施,包括焊接、防腐涂层、试压等。
- 核对工艺控制文件和记录是否齐备。
- 检查焊接工艺是否符合要求,焊缝是否合格。
- 检查防腐涂层的质量和涂层厚度是否满足要求。
- 检查管道的试压工艺和结果是否符合要求。
四、验收标准根据项目合同和相关标准规范,对检验批质量进行评估和验收。
验收标准主要包括但不限于以下方面:1. 材料标准:材料是否符合设计要求和规范标准。
2. 设备安装标准:设备安装位置和朝向是否正确,固定和连接是否可靠。
3. 工艺标准:焊接工艺是否符合要求,焊缝是否合格,防腐涂层厚度和质量是否满足要求,试压结果是否合格。
五、检查结果根据对检验批的检查和评估,得出以下结论:1. 合格:该检验批质量符合验收标准,可继续使用。
2. 不合格:该检验批存在质量问题,需要进行整改和重新验收。
3. 待定:该检验批的质量问题需要进一步调查和评估,以决定是否合格。
六、整改措施对于不合格的检验批,管道组应采取相应的整改措施:1. 通知施工单位立即停止使用不合格材料或设备。
2. 整理出整改措施,并制定整改计划。
3. 与施工单位协商,明确整改责任和时间节点。
管道工程检验批质量验收记录表项目信息- 项目名称:[填写项目名称]- 项目地点:[填写项目地点]- 管道工程名称:[填写管道工程名称]- 检验批编号:[填写检验批编号]- 施工单位:[填写施工单位]- 监理单位:[填写监理单位]- 验收日期:[填写验收日期]检验人员- 检验人员:[填写检验人员姓名]- 职务:[填写检验人员职务]- 执业资格证书编号:[填写检验人员执业资格证书编号] 检验结果1. 管道材料质量检验- 管道材料名称:[填写管道材料名称]- 材料规格:[填写管道材料规格]- 检验方法:[填写管道材料检验方法]- 检验结果:[填写管道材料检验结果]2. 焊接工艺质量检验- 焊接方法:[填写焊接方法]- 焊工:[填写焊工姓名]- 焊接材料:[填写焊接材料名称]- 检验方法:[填写焊接工艺检验方法]- 检验结果:[填写焊接工艺检验结果]3. 管道安装质量检验- 安装位置:[填写管道安装位置]- 安装方法:[填写管道安装方法]- 检验方法:[填写管道安装质量检验方法]- 检验结果:[填写管道安装质量检验结果]4. 管道试压工艺质量检验- 试压方法:[填写试压方法]- 试压介质:[填写试压介质]- 检验方法:[填写试压工艺质量检验方法]- 检验结果:[填写试压工艺质量检验结果]验收结论经过检验,本次管道工程检验批质量验收结果如下:- 管道材料质量合格。
- 焊接工艺质量合格。
- 管道安装质量合格。
- 管道试压工艺质量合格。
备注[在此填写相关备注。
例如,对检验结果的评价以及需要特别注意的事项等]监理单位意见[在此填写监理单位对本次质量验收的意见]施工单位意见[在此填写施工单位对本次质量验收的意见]验收人员- 验收人员:[填写验收人员姓名]- 职务:[填写验收人员职务]- 执业资格证书编号:[填写验收人员执业资格证书编号]签字监理单位(盖章):________________________施工单位(盖章):________________________ 验收人员(签字):________________________ 日期:________________________。
管道施工检验批质量验收记录
1. 引言
管道施工检验批质量验收记录是为了确认管道施工是否符合质量标准,保证施工质量达到规定要求。
本文档记录了对管道施工检验批的验收过程及结果。
2. 检验批信息
2.1 检验批编号:[编号]
2.2 项目名称:[项目名称]
2.3 施工单位:[施工单位]
2.4 管道类型:[管道类型]
2.5 检验日期:[检验日期]
2.6 检验人员:[检验人员]
3. 检验项目及标准
4. 检验过程及结果
4.1 检验项目1
- 检验方法:[检验方法]
- 检验结果:[合格/不合格] - 备注:[备注]
4.2 检验项目2
- 检验方法:[检验方法]
- 检验结果:[合格/不合格] - 备注:[备注]
4.3 检验项目3
- 检验方法:[检验方法]
- 检验结果:[合格/不合格]
- 备注:[备注]
...
5. 总结与评价
管道施工检验批的质量验收结果如下:
- 合格项目数:[合格项目数]
- 不合格项目数:[不合格项目数]
- 验收结论:[合格/不合格]
- 验收意见及建议:[验收意见及建议] 6. 签字
检验人员:
日期:。
(精品1管道焊接检验批质量验收记录一、工程概况本次管道焊接检验批是针对工程的一部分管道焊接施工进行的质量验收。
该工程包括XX条管道,总长度为XX米。
二、质检要求根据设计图纸和相关规范要求,对管道焊接进行质量检验,包括焊接工艺、材料、焊缝质量等方面。
三、质检内容1.焊接材料的合格证明文件和焊接工艺文件是否齐全,并符合设计要求;2.焊工的资质证书是否有效,是否符合焊接工艺要求;3.焊接设备是否正常运行,并符合安全操作规范;4.各焊缝的外观质量、尺寸及几何形状是否符合设计要求;5.对焊缝进行无损检测,包括超声波检测、射线检测等,确保焊缝质量达到规定标准。
四、质检方法1.对焊接材料进行抽样检测,根据焊接材料质量抽检标准进行检验;2.对焊工进行资格审查,检查其相关证书的真实性和有效期;3.对焊接设备进行日常检查,包括电源、气源、电焊机、电缆等运行状态的检查;4.对焊缝进行外观质量的检查,包括焊缝表面是否平整、无裂纹、无夹渣等;5.对焊缝进行无损检测,根据相关规范要求进行超声波或射线检测。
五、验收标准1.焊接材料合格证明文件和焊接工艺文件齐全,并符合设计要求,即为合格;2.焊工资质证书有效,并符合焊接工艺要求,即为合格;3.焊接设备正常运行,并符合安全操作规范,即为合格;4.焊缝外观质量符合设计要求,无裂纹、夹渣等缺陷,即为合格;5.焊缝无损检测结果符合相关规范要求,即为合格。
六、质检结果根据以上质检方法和验收标准,对管道焊接进行了质量检验。
检验结果如下:1.焊接材料合格证明文件和焊接工艺文件齐全,符合设计要求,合格;2.焊工资质证书有效,符合焊接工艺要求,合格;3.焊接设备正常运行,符合安全操作规范,合格;4.焊缝外观质量符合设计要求,无裂纹、夹渣等缺陷,合格;5.焊缝无损检测结果符合相关规范要求,合格。
七、质检结论经过质量检验,本次管道焊接检验批质量合格。
八、质检建议1.继续保持焊接材料质量抽检,并对抽检结果进行记录;2.定期审查焊工资格证书,并确保其有效性;3.加强对焊接设备的日常检查,确保其正常运行;4.持续加强对焊缝外观质量的检查,及时发现并处理缺陷;5.定期对焊缝进行无损检测,确保焊缝质量符合相关规范要求。
G2-10钢筋混凝土管道接口连接施工检验批质量验收记录表GB 50268-2008工程名称施工单位单位工程名称分部工程名称分项工程名称验收部位工程数量项目经理技术负责人制表人施工负责人质量检验员交方班组接方班组检验日期检查项目质量要求、允许偏差或允许值(mm)检查结果/实测点偏差值或实测值1 2 3 4 5 6 7 8 9 应测点数合格点数合格率%主控项目1管材、管件、橡胶圈质量符合GB50268-2008第5.6.1、、和条的规定2柔性接口的橡胶圈位置橡胶圈位置正确,无扭曲、外露;承插口无破损、开裂;双道橡胶圈单口水压试验合格3 刚性接口的强度砂浆或混凝土强度符合设计要求,不得有开裂、空鼓、脱落现象续上表检查项目质量要求、允许偏差或允许值(mm)检查结果/实测点偏差值或实测值1 2 3 4 5 6 7 8 9 应测点数合格点数合格率%一般项目1柔性接口纵向间隙接口安装位置正确,其纵向间隙应符合GB 50268-2008第5.6.9、条的规定2刚性接口宽度符合设计要求厚度符合设计要求错口D i<700mm,自检□700mm<D i≤1000mm,≤3mm□D i>1000mm,≤5mm□3管道曲线接口转角应符合GB50268-2008第5.6.9条规定4管道接口的填缝应符合设计要求,密实、光洁、平整一般项目平均合格率(%)施工单位检查评定结果项目专业质量检查员:年月日监理(建设)单位验收结论专业监理工程师:(建设单位项目专业技术负责人)年月日注:1 主控项目、一般项目的检查结果,需用语言描述的项,应按GB50268-2008的要求详实描述。
2主控项目的计数检验项先填写“检验批主控项目计数检验记录表”(G1-1-1);检验批一般项目计数检验数据较多时,可先填写“检验批一般项目计数检验记录表”(G1-1-2),然后将计数检验结果填写在本表相应的检查结果栏内。
将两表作为本表的附页。
3 上述钢筋混凝土管包括钢筋混凝土管、预(自)应力混凝土管、预应力钢筒混凝土管管道钢筋混凝土管、预(自)应力混凝土管、预应力钢筒混凝土管接口连接施工质量验收标准(GB 50268-2008)5.10.7 钢筋混凝土管、预(自)应力混凝土管、预应力钢筒混凝土管接口连接应符合下列规定:主控项目1 管及管件、橡胶圈的产品质量应符合本规范第5.6.1、5.6.2、5.6.5和5.7.1条的规定;检查方法:检查产品质量保证资料;检查成品管进场验收记录。
管道安装工程检验批质量验收记录表1. 项目信息- 项目名称:- 项目编号:- 项目负责人:- 施工单位:- 监理单位:2. 工程信息- 管道类型:- 管道规格:- 安装位置:- 施工日期:3. 设备信息- 设备名称:- 设备型号:- 设备数量:4. 施工情况- 合格维修工资质:是/否- 安装工艺是否符合要求:是/否- 是否按照施工图纸进行施工:是/否- 施工过程中是否出现质量问题:是/否- 施工是否完成:是/否5. 质量验收情况5.1 材料验收- 材料名称:- 材料规格:- 验收批次:- 验收结果:合格/不合格5.2 焊接质量验收- 焊接工艺评定级别:- 焊接材料合格证明是否齐全:是/否- 焊缝外观是否符合要求:是/否- 焊接焊缝是否无裂缝、夹渣等缺陷:是/否5.3 支承固定验收- 支承固定点是否安装牢固:是/否- 支承固定材料是否合格:是/否- 支承固定点是否符合设计要求:是/否5.4 其他质量验收- 非破坏性检测是否合格:是/否- 管道防腐涂层是否符合要求:是/否- 是否进行压力试验:是/否- 压力试验结果是否合格:是/否6. 验收结论- 管道安装工程质量验收结论:合格/不合格- 如不合格,请备注不合格原因和整改要求。
7. 验收人员- 检验员:- 工程师:- 监理员:8. 附件- 相关图纸- 焊接记录- 非破坏性检测报告- 压力试验报告以上为管道安装工程检验批质量验收记录表的基本内容,请根据实际情况填写相关信息。