段修作业规范6 16型、17型车钩缓冲装置检修
- 格式:doc
- 大小:9.58 MB
- 文档页数:47
4车钩缓冲装置车钩及钩尾框车钩各零部件须全部分解,钩体、钩舌、钩腔4内配件、钩舌销、钩尾框、钩尾销、牵引杆、钩尾销插托均须抛丸除锈,外表面清洁度须达到GB/T8923规定的Sa2级,局部不低于Sa1级。
钩体、钩舌、钩舌销、钩尾框、钩尾销、16型车钩转动套、mm的范围内、钩头正面、mm范围内及16型车钩转动套前端面。
牵引杆钩尾孔后端上下边缘、钩尾端部球面、钩尾端部上下平面,如图4-7所示。
钩体检修须符合下列要求:13号、13A型、13B型钩尾销孔后壁与钩尾端面间裂纹长度不大于该处厚度的30%时焊修,大于时更换;钩尾端面磨耗超限时堆焊后磨平。
钩尾销孔磨耗超限时,堆焊后加工。
16、17型钩尾销孔周围25mm范围内裂纹时更换;超过范围的裂纹深度不大于3mm时可铲磨清除,大于3mm时更换。
钩尾端部圆弧面磨耗深度、钩尾端高度、钩尾销孔磨耗超限时堆焊后磨平。
钩尾端部到钩尾销孔后壁的距离小于85mm时堆焊后磨平,小于771mm或裂纹mm时堆焊后加工或更换;钩耳孔壁厚小于22mm,材质为45钢,硬度须为38~50HRC;衬套须压紧并与孔壁密贴,局部间隙不大于1mm,深度不大于5mm,不得有裂纹。
钩耳孔的异型钢套,长短径方向不得错位。
长径方向与钩体纵向中心线偏差不大于5°。
16、17型钩耳孔直径磨耗大于216、17型车钩连锁套头及套口磨耗深度大于613号、13A型、13B型钩腕端部外胀变形影响闭锁位置时调修或堆焊后磨修平整,外胀变形大于15mm时更换。
13号、13A型、13B型上锁销孔前后磨耗之和大于3mm时堆焊后磨修恢复原形。
钩腔上防跳台磨耗大于2mm时堆焊后磨修或更换,前导向角磨耗大于2mm时须恢复6mm凸台原形,如图4-8所示;钩腔下防跳台磨耗大于2mm时堆焊后磨修恢复原形,长度方向为164.1.3.1213号200mm×80mm×4mmm,两侧段焊,焊缝长度~415HB防跳插销安装孔;无防跳插销安装孔的钩体须按要求加工安装孔,如图4-10所示。
4车钩缓冲装置车钩及钩尾框车钩各零部件须全部分解,钩体、钩舌、钩腔4内配件、钩舌销、钩尾框、钩尾销、牵引杆、钩尾销插托均须抛丸除锈,外表面清洁度须达到GB/T8923规定的Sa2级,局部不低于Sa1级。
钩体、钩舌、钩舌销、钩尾框、钩尾销、16型车钩转动套、牵引杆、钩尾销插托须进行湿法磁粉探伤,探伤部位裂纹焊修后须复探。
钩舌、钩体、钩尾框、16型车钩转动套、牵引杆的探伤部位如下:钩舌内侧面及上、下弯角处,13号、13阴影部分所示。
13号、13A型、13B型钩体的钩耳及内侧弧面、钩颈距钩肩50影部分所示;16、17型钩体的钩耳及内侧弧面、钩颈距钩肩50mm的范围内、钩头正面、钩尾销孔、钩尾端面到钩13号、13A型、13B型钩尾框后端上、下弯124··书书书角50mm范围内及钩尾框两内端上、下内弯角50mm范围内及钩尾框两内侧面,如图416型车钩转动套前端面。
牵引杆钩尾孔后端上下边缘、钩尾端部球面、钩尾端部上下平面,如图4-7所示。
钩体检修须符合下列要求:13号、13A型、13B型钩尾销孔后壁与钩尾端面间裂纹长度不大于该处厚度的30%时焊修,大于时更换;钩尾端面磨耗超限时堆焊后磨平。
钩尾销孔磨耗超限时,堆焊后加工。
16、17型钩尾销孔周围25mm范围内裂纹时更换;超过范围的裂纹深度不大于3mm时可铲磨清除,大于3mm时更换。
钩尾端部圆弧面磨耗深度、钩尾端高度、钩尾销孔磨耗超限时堆焊后磨平。
钩尾端部到钩尾销孔后壁的距离小于85mm时堆焊后磨平,小于77mm时更换。
钩身长度小于567mm时堆焊后磨平,小于561mm时更换。
钩耳孔边缘裂纹长度不大于钩耳壁高的30%时焊修,大于时更换。
钩耳孔内壁裂纹时焊修后加工。
钩耳内侧弧面上、下弯角处裂纹长度之和4不大于25mm时焊修,大于时更换。
钩耳上、下弯曲影响钩舌组装或三态作用时更换。
牵引台、冲击台根部裂纹长度不大于20mm或裂纹未延及钩耳体时焊修,超限时更换。
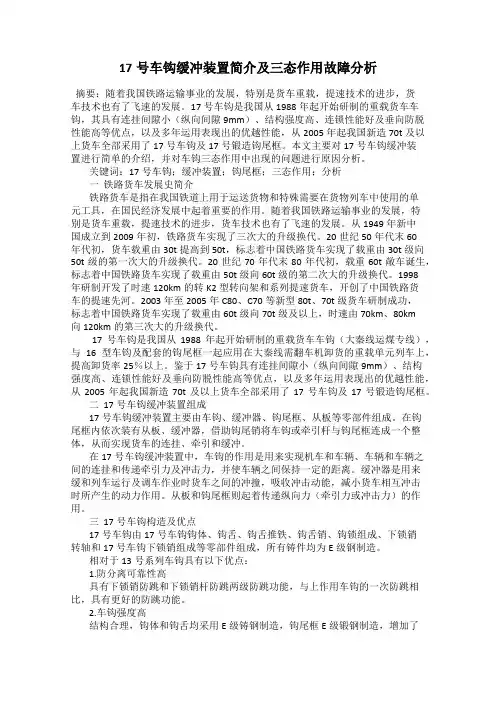
17型车钩及其配件故障调查与分析摘要针对70t级铁路货车段修作业中发现的车钩缓冲装置多发故障:车钩钩尾销孔裂纹、钩腔内裂纹、钩舌裂纹、钩尾框裂纹等故障的检修情况进行调查与分析,提出设计、制造及检修作业的建议。
关键词车钩缓冲装置;17型车钩1 17型车钩检修情况调查近年来,随着70t级货车大量的投入运行,牵引吨位的不断增大及运行速度的不断提高,17型车钩及其配件逐渐出现裂纹、作用不良等故障,为进一步提高铁路货车车钩缓冲装置配件的检修质量,对17型车钩及其配件的检修情况进行了系统的调查与分析。
2 故障发生部位简介调查发现段修中C70敞车装用的17型车钩及其零部件中车钩钩尾销孔裂纹比例为32%,钩腔裂纹占12.8%,车钩下锁销孔冲击面裂纹占18%,钩舌裂纹占16.7%,,钩尾框裂纹占20.5%。
车钩裂纹部位多发在钩尾销孔内侧中部,裂纹走向与钩销孔轴向平行,故障配件如图1;钩腔裂纹多发在上牵引台及下锁孔冲击面处,故障配件如图2、图3,钩体裂纹多数伴有铸造缺陷;钩舌裂纹多发在钩舌牵引台及S面处,故障配件如图4。
钩尾框裂纹多发在前后端部内侧弯角处及尾框后侧外端,故障配件如图5、图6。
3 故障原因分析3.1 钩尾销孔裂纹原因分析(图1)(1)运用工况分析。
随着列车牵引吨位的不断提升以及长交重载、超偏载的影响,车辆运行时受到各个方向的冲击力不断加大,同时由于线路工况的随机性,使车钩缓冲部分装置的受力情况变得更加复杂,材质疲劳速度加快,从客观上加大了钩尾销孔裂纹故障发生的几率。
(2)车钩的内部缺陷。
作为铸钢配件,少数车钩的内部或表面存在一些缺陷是不可避免的,如气孔、夹渣、缩松等。
铸钢配件如果存在铸造缺陷,势必导致其受力截面的应力不均匀,当冲击力过大时使得铸造缺陷部位出现应力集中现象,从而易导致裂纹的出现,在运用工况变化时造成裂纹的扩展。
(3)钩尾销孔结构分析。
13型车钩钩尾销孔弧面为直线型,多数情况钩尾销与钩尾销孔为线性接触状态,而17型车钩的钩尾销孔牵引弧面采用上下斜面接触的设计结构,这就造成了在多数工况的线性接触时使接触面产生应力集中现象,在牵引弧面受到高度集中应力和交变载荷时容易产生裂纹。
大型养路机械车钩缓冲装置检修规则
大型养路机械车钩缓冲装置是机械车载的一种重要装置,其作用是在
铺设或修复铁路时起到缓冲冲击力的作用,保护机械车自身和铁路线路的
安全。
为了确保养路机械车钩缓冲装置的正常工作和延长其使用寿命,需
要定期进行检修和维护。
下面是大型养路机械车钩缓冲装置检修规则:
1.检查连接部件:首先要检查钩缓冲装置的所有连接部件,包括连接
螺栓、销子等是否有松动或磨损情况,如果发现有松动或磨损应及时进行
紧固或更换。
2.检查缓冲垫板:缓冲垫板是钩缓冲装置的核心部件,需要定期检查
其磨损情况,如有磨损需要及时更换。
同时还要检查缓冲垫板的安装是否
牢固,如有松动应进行紧固。
3.清洁和润滑:定期对钩缓冲装置进行清洁和润滑,清除灰尘、油污
等杂质,并在需要的部位上添加适量润滑油,保持装置运行的顺畅。
4.检查液压系统:对钩缓冲装置的液压系统进行检查,包括液压缸、
液压管路等,确保其正常工作。
同时要检查液压油的油位和质量,如有需
要应及时更换液压油。
5.检查防护装置:检查钩缓冲装置的防护装置是否完好,如护栏、安
全阀等,确保其能够正常发挥保护作用。
6.功能测试:进行钩缓冲装置的功能测试,检查其缓冲效果是否正常,如有问题应进行调整或修复。
7.定期维护:根据机械车的使用情况和规定的维护周期进行定期维护,包括清洗、润滑、更换磨损件等。
8.记录和报告:对机械车钩缓冲装置的检修情况进行记录和报告,包括检修时间、维护内容、更换部件等,以便于后续的追踪和分析。
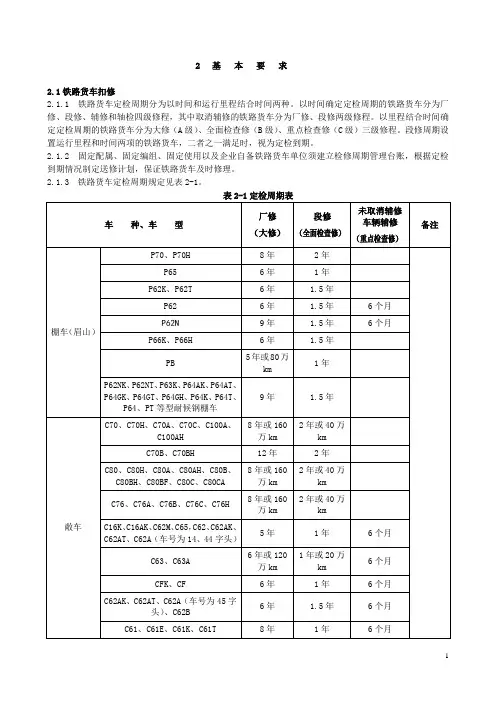
2基本要求2.1铁路货车扣修2.1.1 铁路货车定检周期分为以时间和运行里程结合时间两种。
以时间确定定检周期的铁路货车分为厂修、段修、辅修和轴检四级修程,其中取消辅修的铁路货车分为厂修、段修两级修程。
以里程结合时间确定定检周期的铁路货车分为大修(A级)、全面检查修(B级)、重点检查修(C级)三级修程。
段修周期设置运行里程和时间两项的铁路货车,二者之一满足时,视为定检到期。
2.1.2 固定配属、固定编组、固定使用以及企业自备铁路货车单位须建立检修周期管理台账,根据定检到期情况制定送修计划,保证铁路货车及时修理。
2.1.3 铁路货车定检周期规定见表2-1。
2.按运行里程检修的铁路货车检修周期以运行里程为主、兼顾运用时间,实行“先到为准”原则。
3.滑动轴承铁路货车轴检周期为3个月。
2.1.4 铁路货车段修过期时间达到2个段修周期不足3个段修周期,段修时由段修单位技术、质检、验收室共同对车体底架部分的技术状态进行全面鉴定,轴承必须全部退卸;段修过期达到3个段修周期及以上的铁路货车,须进行厂修。
2.1.5 事故车不得直接转段修,须消除事故造成的故障,在确保安全的前提下方可送段修。
2.2综合要求2.2.1 段修车入库前应进行预检、预修。
预检应包含以下主要内容:核对铁路货车有无扣车命令、标记及定检,检查铁路货车配件型号及状态,确认铁路货车修程及加装改造项目,检查铁路货车外观主要故障,建立车统-22B;对有棚铁路货车或铁路货车押运间进行透光检查;确认罐车经洗刷并有洗罐合格证;对装载易燃易爆货物的罐车须按有关规定进行安全检查,用测爆仪测试合格后再进行明火试验;检查毒品车及其他装运有毒、有害货物的铁路货车须消毒并有消毒合格证,毒品车入库检修前必须进行生物生存试验;检查装载放射性物质的铁路货车,施修前须经有关部门鉴定、处理,并符合国家有关规定。
预修可进行以下主要内容:涂去车辆标记、清除车内垃圾等异物、拆解不良配件、更换不良车门、调修车体钢结构、铺设木结构地板、分解拉环、挡键、防盗罩装置等。
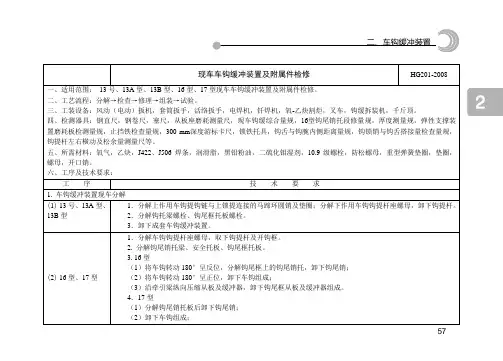
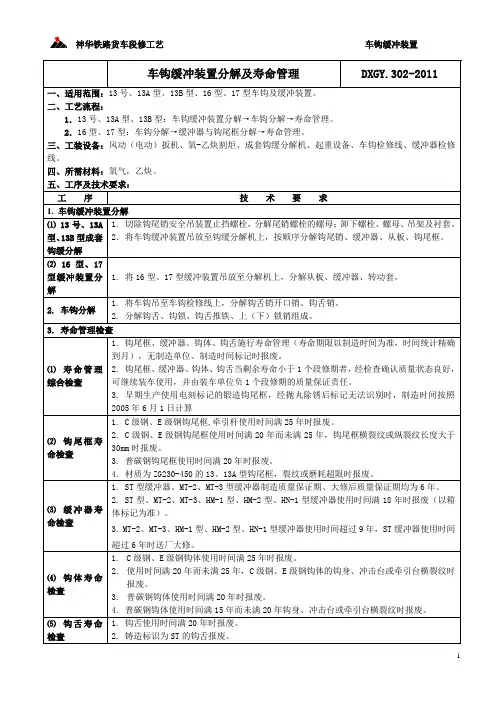
车钩缓冲装置分解及寿命管理DXGY.302-2011一、适用范围:13号、13A型、13B型、16型、17型车钩及缓冲装置。
二、工艺流程:1.13号、13A型、13B型:车钩缓冲装置分解→车钩分解→寿命管理。
2.16型、17型:车钩分解→缓冲器与钩尾框分解→寿命管理。
三、工装设备:风动(电动)扳机、氧-乙炔割炬、成套钩缓分解机、起重设备、车钩检修线、缓冲器检修线。
四、所需材料:氧气,乙炔。
五、工序及技术要求:工序技术要求1. 车钩缓冲装置分解⑴ 13号、13A 型、13B型成套钩缓分解1. 切除钩尾销安全吊装置止挡螺栓,分解尾销螺栓的螺母;卸下螺栓、螺母、吊架及衬套。
2.将车钩缓冲装置吊放至钩缓分解机上,按顺序分解钩尾销、缓冲器、从板、钩尾框。
⑵ 16型、17型缓冲装置分解1. 将16型、17型缓冲装置吊放至分解机上,分解从板、缓冲器、转动套。
2. 车钩分解1. 将车钩吊至车钩检修线上,分解钩舌销开口销、钩舌销。
2. 分解钩舌、钩锁、钩舌推铁、上(下)锁销组成。
3. 寿命管理检查⑴寿命管理综合检查1. 钩尾框、缓冲器、钩体、钩舌施行寿命管理(寿命期限以制造时间为准,时间统计精确到月),无制造单位、制造时间标记时报废。
2. 钩尾框、缓冲器、钩体、钩舌当剩余寿命小于1个段修期者,经检查确认质量状态良好,可继续装车使用,并由装车单位负1个段修期的质量保证责任。
3. 早期生产使用电刻标记的锻造钩尾框,经抛丸除锈后标记无法识别时,制造时间按照2005年6月1日计算⑵钩尾框寿命检查1. C级钢、E级钢钩尾框,牵引杆使用时间满25年时报废。
2. C级钢、E级钢钩尾框使用时间满20年而未满25年,钩尾框横裂纹或纵裂纹长度大于30mm时报废。
3. 普碳钢钩尾框使用时间满20年时报废。
4. 材质为ZG230-450的13、13A型钩尾框,裂纹或磨耗超限时报废。
⑶缓冲器寿命检查1. ST型缓冲器、MT-2、MT-3型缓冲器制造质量保证期、大修后质量保证期均为6年。
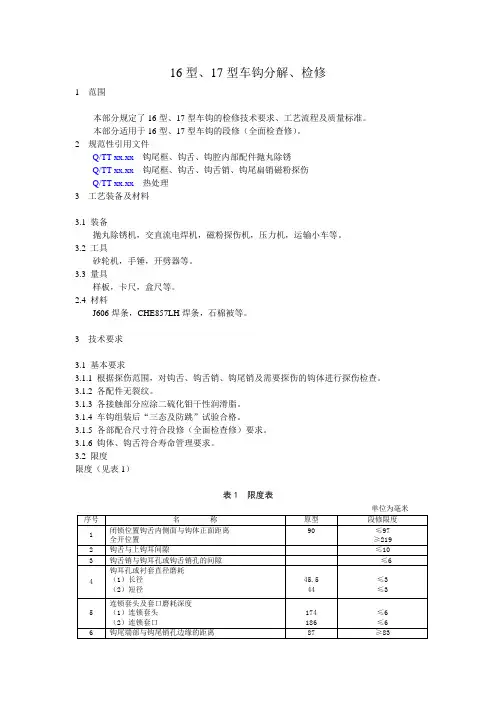
16型、17型车钩分解、检修1 范围本部分规定了16型、17型车钩的检修技术要求、工艺流程及质量标准。
本部分适用于16型、17型车钩的段修(全面检查修)。
2 规范性引用文件Q/TT xx.xx 钩尾框、钩舌、钩腔内部配件抛丸除锈Q/TT xx.xx 钩尾框、钩舌、钩舌销、钩尾扁销磁粉探伤Q/TT xx.xx 热处理3 工艺装备及材料3.1 装备抛丸除锈机,交直流电焊机,磁粉探伤机,压力机,运输小车等。
3.2 工具砂轮机,手锤,开劈器等。
3.3 量具样板,卡尺,盒尺等。
2.4 材料J606焊条,CHE857LH焊条,石棉被等。
3 技术要求3.1 基本要求3.1.1 根据探伤范围,对钩舌、钩舌销、钩尾销及需要探伤的钩体进行探伤检查。
3.1.2 各配件无裂纹。
3.1.3 各接触部分应涂二硫化钼干性润滑脂。
3.1.4 车钩组装后“三态及防跳”试验合格。
3.1.5 各部配合尺寸符合段修(全面检查修)要求。
3.1.6 钩体、钩舌符合寿命管理要求。
3.2 限度限度(见表1)表1 限度表单位为毫米4 工艺过程4.1 分解4.1.1 拆下钩舌销下端开口销,取出钩舌销、钩舌、推铁、锁铁。
4.1.2 将钩舌、钩腔内配件按《钩尾框、钩舌、钩腔内部配件抛丸除锈》标准进行抛丸除锈。
4.2 探伤4.2.1 钩舌、钩舌销、钩尾销按《钩尾框、钩舌、钩舌销、钩尾扁销磁粉探伤》标准进行湿法探伤,探伤部位裂纹焊修后须复探。
4.2.2 探伤部位:钩舌内侧面及上、下弯角处(见图1),钩舌销,钩尾销外表面(不包括两端)。
4.3 检修钩体4.3.1 钩颈、钩身同一断面横裂纹长度之和大于50mm更换,不大于时焊修。
4.3.2 钩身弯曲大于10mm时,加热调修后按Q/TT xx.xx《热处理》进行热处理或更换。
4.3.3 钩身下平面应焊装磨耗板,材质为27SiMn;原型厚度为6mm,剩余厚度小于3mm 时更换。
4.3.4 钩尾销孔直径磨耗大于2mm时焊修后加工,辗堆时磨平。
17号车钩缓冲装置简介及三态作用故障分析摘要:随着我国铁路运输事业的发展,特别是货车重载,提速技术的进步,货车技术也有了飞速的发展。
17号车钩是我国从1988年起开始研制的重载货车车钩,其具有连挂间隙小(纵向间隙9mm)、结构强度高、连锁性能好及垂向防脱性能高等优点,以及多年运用表现出的优越性能,从2005年起我国新造70t及以上货车全部采用了17号车钩及17号锻造钩尾框。
本文主要对17号车钩缓冲装置进行简单的介绍,并对车钩三态作用中出现的问题进行原因分析。
关键词:17号车钩;缓冲装置;钩尾框;三态作用;分析一铁路货车发展史简介铁路货车是指在我国铁道上用于运送货物和特殊需要在货物列车中使用的单元工具,在国民经济发展中起着重要的作用。
随着我国铁路运输事业的发展,特别是货车重载,提速技术的进步,货车技术也有了飞速的发展。
从1949年新中国成立到2009年初,铁路货车实现了三次大的升级换代。
20世纪50年代末60年代初,货车载重由30t提高到50t,标志着中国铁路货车实现了载重由30t级向50t级的第一次大的升级换代。
20世纪70年代末80年代初,载重60t敞车诞生,标志着中国铁路货车实现了载重由50t级向60t级的第二次大的升级换代。
1998年研制开发了时速120km的转K2型转向架和系列提速货车,开创了中国铁路货车的提速先河。
2003年至2005年C80、C70等新型80t、70t级货车研制成功,标志着中国铁路货车实现了载重由60t级向70t级及以上,时速由70km、80km向120km的第三次大的升级换代。
17号车钩是我国从1988年起开始研制的重载货车车钩(大秦线运煤专线),与16型车钩及配套的钩尾框一起应用在大秦线需翻车机卸货的重载单元列车上,提高卸货率25%以上。
鉴于17号车钩具有连挂间隙小(纵向间隙9mm)、结构强度高、连锁性能好及垂向防脱性能高等优点,以及多年运用表现出的优越性能,从2005年起我国新造70t及以上货车全部采用了17号车钩及17号锻造钩尾框。
4 车钩缓冲装置4.1 综合要求4.1.1基本作业条件4.1.1.1车钩缓冲装置检修须在独立的检修间内进行。
应配置车钩、钩尾框、钩舌、缓冲器、17型缓冲装置检修流水线。
4.1.1.2应配置以下主要工艺装备:成套钩缓装置分解机、车钩三态作用实验装置、抛丸除锈机、钩尾框复合磁化湿法探伤机、钩舌湿法探伤机、圆销扁销探伤机、钩舌自动焊机、钩舌S面铣床或数控刨床、13型钩尾销数控或仿型加工设备、二氧化碳气体保护焊机、配件热处理装置、销孔加工机具、镗孔设备、镶套机、成套钩缓装置组装机、17型缓冲装置分解机、缓冲器分解组装压力机、17型缓冲装置组装机、车钩存放架或存放线。
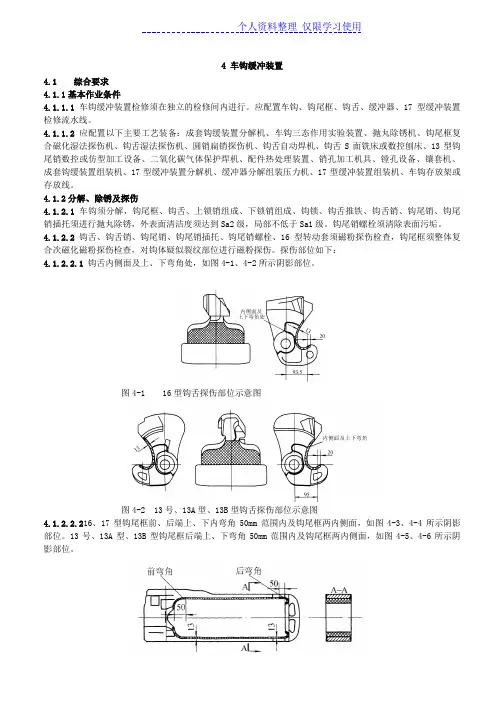
4.1.2分解、除锈及探伤4.1.2.1车钩须分解,钩尾框、钩舌、上锁销组成、下锁销组成、钩锁、钩舌推铁、钩舌销、钩尾销、钩尾销插托须进行抛丸除锈,外表面清洁度须达到Sa2级,局部不低于Sa1级。
钩尾销螺栓须清除表面污垢。
4.1.2.2钩舌、钩舌销、钩尾销、钩尾销插托、钩尾销螺栓、16型转动套须磁粉探伤检查,钩尾框须整体复合次磁化磁粉探伤检查,对钩体疑似裂纹部位进行磁粉探伤。
探伤部位如下:4.1.2.2.1钩舌内侧面及上、下弯角处,如图4-1、4-2所示阴影部位。
图4-1 16型钩舌探伤部位示意图图4-2 13号、13A型、13B型钩舌探伤部位示意图4.1.2.2.216、17型钩尾框前、后端上、下内弯角50mm范围内及钩尾框两内侧面,如图4-3、4-4所示阴影部位。
13号、13A型、13B型钩尾框后端上、下弯角50mm范围内及钩尾框两内侧面,如图4-5、4-6所示阴影部位。
图4-3 16型钩尾框探伤部位示意图图4-4 17型钩尾框探伤部位示意图图4-5 13号钩尾框探伤部位示意图图4-613A、13B型钩尾框探伤部位示意图4.1.2.2.316型车钩转动套前端面,如图4-7所示阴影部位。
图4-7 16型车钩转动套前端面探伤部位示意图4.1.2.2.4钩舌销、钩尾销、钩尾销螺栓探伤部位如图4-8、4-9、4-10、4-11所示阴影部位。
16 17号车钩钩缓拆装装置的研制及应用发布时间:2021-06-15T11:23:47.307Z 来源:《科学与技术》2021年第6期作者:刘理鹏[导读] 本文介绍了16 17号车钩钩缓拆装装置的研制过程、基本结构、原理及功能,拆装机的研制成功,解决了16 17号车钩钩缓装置拆装难题。
刘理鹏中国铁路广州局集团公司长沙车辆段设备信息科,湖南长沙410014摘要:本文介绍了16 17号车钩钩缓拆装装置的研制过程、基本结构、原理及功能,拆装机的研制成功,解决了16 17号车钩钩缓装置拆装难题。
关键词:车辆;车钩钩缓;拆装机1 研制背景随着我国经济建设的飞速发展,和我国铁路建设发展的需求,铁总决定从2006年开始,所有铁路新造货车一律改为70吨级以上新型重载提速货车。
而相对原有车型而言,70吨级车辆与其它车型最大的区别在于车钩和缓冲器装配了具有自动对中、防脱、防侧倾功能的17号重型车钩,和MT—2型重型缓冲器,以及整体式钩门冲击座。
由于冲击座是下面带弹簧盒的整体式,使得车钩钩缓拆装成了影响70吨级车辆检修的“瓶颈”。
2 研制过程2.1 现场调研目前国内的17号车钩钩缓拆装装置大致分为三类。
可根据不同渊源分为三代,第一代是以车钩单独摘取,缓冲器采用一个自带液压站的升降平台,升降平台上配备有手动液压泵,液压油镐,和一个仿型的半圆销。
这类机器的特点是用人多,劳动强度大,需多人、多工种配合;第二代是以完全利用叉车的液压系统为动力源,前端放置拆装机,拆装机分上下两层,下面的一层是车钩钩缓拆装装置,上部是缓冲器拆装机。
这类机型的特点是操作人员视线差,作业时不直观,需熟练工才能操作。
第三代的产品是完全以叉车作动力源,拆装机为左右侧,左侧为缓冲器拆装机,右侧为车钩拆装机,缓冲器拆装机主要采用了钩尾框前后压缩式,即主压缩杆是从尾框后部施压,前主挡板通过压缩杆顶紧前从板,采取前后直接压缩缓冲器,使其松懈,然后落下托着缓冲器的叉车,送至钩缓检修间。
287288 续上表289290续上表图2 图3291续上表图5 图6图7图8 图9292 续上表293294 续上表295续上表296297续上表图1图2图3 图4图5298 续上表图1300续上表图3 图4图516型下锁销杆图6 17型下锁销杆图7301续上表302303续上表304 续上表305306续上表图2图3图4307续上表图5图6图7308续上表310 续上表311图2 图3 从板长度磨耗检测图4 从板厚度磨耗检测312续上表图6313图1图2 图3314续上表图6315316 续上表317续上表318 续上表319续上表320 续上表321续上表322323续上表324续上表图3325图1326续上表图3图4327续上表328329续上表图2330 续上表331续上表图7图8332333334335有人问我,爱情是什么?我不知道,也无从回答,我只知道,为了遇到那个人,我等待了很多年,甚至快要忘了自己到底寻找的是什么?是心灵的寄托还是真实的感受,我不知道,也不在乎,我执着于这份寻觅,我也不怕世事沧桑,更不怕容颜老去,哪怕还有一丝微弱的光,我都会朝着光芒勇敢的追逐。
爱情的世界里,究竟是什么样子?我曾经问了自己无数遍,我想象着,却给不出任何答案。
我只知道:我要遇见你,我渴望见到你,我要把全部的爱给予你!我为什么如此渴望爱情?因为我相信我们的爱情早已命中注定。
都说,住在爱情世界里的人会变傻,她的欢喜和忧愁都会牵动着你的心,她哭了,你会心疼不已;她高兴,你会开心一整天。
你会无时无刻的关注她的喜怒哀乐,第一时间回复她的消息,只要有时间,你的脑海里都是她的影子,为了让她开心快乐,做什么都是值得的。
从此,你的世界里最重要的人就变成了她。
有时候,你们也会吵架,可你从来不生气,因为你爱她,换作别人你会置之不理,而她的一句玩笑话你都会深思半天,到底是自己哪里做的不够好。
因为你怕她生气,怕她伤身,怕她不够幸福,你只想把全世界的爱都给她,这样的吵架让你更心疼、更深爱她。
附录616、17号车钩系统使用维护说明书目录前言1 16、17号车钩系统组成1.1 概述1.2 16号车钩系统组成1.2.1 16号车钩组成1.2.2 16号钩尾框、转动套、钩尾销及钩尾销托组成1.2.3 解钩装置1.3 17号车钩系统组成1.3.1 17号车钩组成1.3.2 17号钩尾框、17号车钩从板和钩尾销2 16号车钩与钩尾框组装注意事项附录1 16、17号车钩系统零部件的图样代号、名称、材质。
2 16、17号车钩系统的静强度指标前言16、17号车钩系统是为了适应大秦线运煤专列实现不摘钩进行翻车机卸货而设计的产品,具有连挂间隙小、结构强度高、联锁性能好及垂向防脱性能高等优点。
其中16号车钩为转动车钩,17号车钩为非转动车钩,配套装用16、17号车钩的单元列车可以按照预定计划在卸货台位之间运行,不用分解列车,即不需摘钩和摘解空气制动软管,就可以在转动翻车机上翻卸货物,保证了车辆连续运转,可提高卸货效率25%以上。
16、17号车钩系统包括16号车钩、16号车钩钩尾框、转动套、17号车钩、17号车钩钩尾框和其他配套用零部件。
为了保证16、17号车钩能够更好的为运煤专列服务,特编制本说明书。
本说明书主要包括16、17号车钩系统组成、16号车钩组装重点事项、16、17车钩系统日常检查与维护、翻卸作业注意事项。
编者力求通过本说明书,使读者能够充分了解16、17号车钩系统的结构特点和作用原理,掌握该车钩系统的日常检查与维护方法。
1 16、17号车钩系统组成1.1 概述16、17号车钩系统包括16号车钩、16号车钩钩尾框、转动套、17号车钩、17号车钩钩尾框和其他配套用零部件。
16、17号车钩的车钩连接轮廓符合TB/T2950,可与根据我国国家标准GB4952-85《机车车辆自动车钩连接轮廓》设计生产的车钩连挂。
16、17号车钩具有以下特点:1)车钩的连挂间隙小。
16、17号车钩的连挂间隙为9.5mm,比13号车钩减少了52%,从而可降低列车的纵向冲动,改善了列车的动力学性能,提高了铁路货运的安全可靠性。
浅谈车钩检修工艺及三态试验故障分析摘要车钩缓冲装置主要由车钩、缓冲器、钩尾框、从板等零部件组成,铁路货车使用的车钩均为自动车钩,目前采用的车钩类型有16型、17型、13B型、13A型和13号车钩。
目前,新造70t及以上铁路货车已全部采用高强度17型车钩;新造60t级铁路货车已全部采用高强度的13B型车钩。
本文简要的介绍了关于车钩检修的工艺流程、工艺标准及车钩三态试验过程中遇到的问题和解决方法关键词:车钩缓冲装置、车钩、检修工艺、三态试验、解决方法一、各配件名称目前,车钩类型有17型、13B型、13A型和13号车钩,其中13B 型、13A型和13号车钩统称为13系列车钩。
13系列车钩由钩体(13号、13A型及13B型钩体)、钩舌(13号、13A型及13B型钩舌)、钩舌推铁、钩舌销、锁铁、上锁销组成(上作用车钩专用)、下锁销组成(下作用车钩专用)等配件组成。
17型车钩由钩体、钩舌、钩舌推铁、钩舌销、钩锁组成、下锁销转轴和下锁销组成等配件组成。
二、检修工艺流程根据《铁路货车厂修规程》相关技术要求及实际情况车钩检修工艺流程大致为车钩分解、抛丸除锈、湿法探伤、配件检修、车钩组装。
三、车钩分解及抛丸除锈车钩零部件须全部分解,钩体、钩舌、钩腔内配件、钩舌销均须抛丸除锈,外表面清洁度须达到GB/T8923规定的Sa2级,局部不低于Sa1级。
四、湿法探伤根据《铁路货车厂修规程》的要求,须对车钩配件中的钩体、钩舌、钩舌销进行湿法磁粉探伤。
钩体探伤范围:13号、13A型、13B型钩体的钩耳及内侧弧面、钩颈距钩肩50mm的范围内;17型钩体的钩耳及内侧弧面、钩颈距钩肩距离50mm的范围内、钩头正面、钩尾销孔、钩尾端面到钩尾销孔上、下平面及尾端球面。
钩舌探伤范围:13号、13A型、13B型钩舌的内侧弧面,牵引台根部及上、下弯角处;16型钩舌的内侧弧面,牵引台根部及上、下弯角处。
钩舌销探伤范围:钩舌销范围为除两端面以外的全部外表面。
17型车钩缓冲装置检修故障分析及改进建议探讨作者:彭洪灵来源:《中国科技博览》2018年第08期[摘要]近年来,越来越多的70t级货车投入运行,自然而然70t级货车使用的17型车钩缓冲装置也随之增加。
同时,因为此类货车的大量运行、不断增大的牵引吨位和不断提高的运行速度,货车的运行安全受到了严重的威胁。
本文则主要介绍了引起17型车钩缓冲装置故障的原因以及针对各种故障提出的整改建议。
[关键词]17型车钩;故障分析;缓冲装置;改进建议中图分类号:S138 文献标识码:A 文章编号:1009-914X(2018)08-0218-01近年来,随着17型车钩缓冲装置的大量使用,人们只注重数量不注重质量,所以17型车钩缓冲装置出现了钩舌裂纹、车钩钩尾销孔裂纹等零部件裂纹的问题。
本文通过对17型车钩缓冲装置的调查与分析,与各种故障的检修情况相结合提出了在零部件设计及检修方面的改进建议。
一、17型车钩缓冲装置故障原因分析车钩缓冲装置是用来传递牵引力,制动力并缓和纵向冲击力的、安装在车底架构端的牵引梁内的重要车辆部件。
它的目的是让车辆与车辆,机车或动车之间相互连挂。
17型车钩缓冲装置主要由17型钩尾框、17型车钩从板、MT-2缓冲器和17型钩尾销等组成。
以下则主要论述了引起17型车钩缓冲装置故障的原因[1]。
第一,钩尾框裂纹故障分析。
首先从钩尾框产生的裂纹部位进行分析,17型钩尾框裂纹部位与13型钩尾框裂纹部位大致相同,二者都是由应力集中引起的。
然后在工况方面进行分析,17型车钩缓冲装置使用的MT-2型缓冲器要比ST型缓冲器的容量大了将近一倍,所以在车辆进行连挂和制动时,在第一次冲击力消失后容量较大的MT-2型缓冲器会给钩尾框带来二次冲击,时间久了之后,钩尾框后端承受交变载荷加速了材质的破坏,从而造成了钩尾框冲击裂纹。
第二,钩尾销孔裂纹故障分析。
钩尾销孔裂纹故障从以下三个方面进行分析,首先是车钩本身的缺陷,作为一个零部件,车钩本身存在缺陷是很常见的,是因为这种本身的不可避免的缺陷,导致了受力不匀和应力集中现象的发生,从而使零部件出现裂纹;再者从钩尾销孔结构进行分析,17型车钩钩尾销孔不同于13型车钩钩尾销孔,它采用的是上下斜面进行接触的结构,这种结构更容易发生应力集中的问题,所以在牵引弧面收到交变载荷使加大了裂纹的发生;最后,从工况方面进行分析,随着不断提升的牵引吨位车辆在运行过程中受到的冲击力不断增大,同时运行线路工况的未知性让受力状况变得更加不稳定,客观上增加了钩尾销孔裂纹故障出现的几率[2]。