船舶临时开孔基本设计原则
- 格式:doc
- 大小:135.00 KB
- 文档页数:6

WG1019船体构件开孔的规定一、总则在船舶建造过程中,为了合理布置管系和电缆,充分利用舱室空间,在船体构件上开孔是难免的。
为了保证船体的结构强度,特制定以下规定。
二、船体构件上开孔的原则:1、在船体构件上应尽量少开孔,开小孔;2、开孔应为圆形或椭圆形,严禁开直角孔;3、开孔影响到船体构件的强度时,应采用相应的补强措施;4、在强梁等船体构件上开孔时,应征得船体方面同意。
三、在船体构件上禁止开孔的区域1、梁开口的下方,图(1);2、主结构的肋骨、横梁,图(2);3、肘板的折边区,图(3);4、支柱的上部横梁,图(4);5、支柱的下部构件,图(5)、图(6);6、I 型柱及其下腹板,图(7);7、扶强材,腹板,肘板;8、舱口部位;9、无凸缘的防挠材; 10、 机座的卷边。
四、 船体构件和甲板上开孔1、船体构件和甲板上开孔的形状一般为圆形或椭圆形,如为其它形状,则至少应为圆角。
当设置管路贯通件或电缆贯通件(电缆框、电缆筒)时,孔的大小应与所选定2两个以上的孔时,应沿水平方向布置,但所有孔的宽度之和不得超过纵骨间距或肋骨间距的21;相邻两孔之边线最小距离应不大于两孔长度和的一半,即b >21(l 1+l 2)。
4) 孔边与肋骨开孔的最小距离应大于肋骨间距的1/5,即a >51L 。
5) 纵梁连接处及其两头的区域的开孔,应符合d ≤81H ,a ≥3d ,H 1≤31H 的条件。
3、在甲板上开孔1)开孔应为腰圆形、椭圆形或圆形,腰圆形或椭圆形开孔,其长轴应尽可能量沿艏艉线方向布置,以保证在相同的开孔面积情况下,尽量减少船宽方向的开孔宽度。
2)船舯21船长的区域内的强力甲板上开孔,沿船宽方向的开孔尺寸不得超过货舱口至船边距离的6%。
3)在其它处所甲板上开孔,腰圆形或椭圆形的开孔宽度不得超过舱口边线至船边距离的9%,圆形的开孔则不超过上述距离的6%。
4、 在船体构件和甲板上开孔应先画线,后开孔,以免出错。
开孔时应清理四周的杂物,并安排人员看火。

船体结构开孔原则船体室编制1.适用范围本标准规定了船体结构开孔(含开口、切口)及管子、电缆在船体结构上开孔的规则和补强形式。
本标准适用于船长≥65m的钢质海船,其它类型的船舶可参照使用。
本标准适用于扬帆集团所有分公司2.引用规范或标准引用了中 国 船 级 社《钢质海船入级规范》〔2006〕中规定的条款;引用了中华人民共和国船舶行业标准《中国造船质量标准》〔2005〕中规定的条款;本文参照并引用了海外高桥造船有限公司Q/SWS 52-014-2003《船体强力构件开孔及补强》的企业标准;并结合本公司的实际施工情况编制而成。
上列规范和标准所包含的条款,通过在本文中引用,而构成为本文的条文。
本文出版时,所示版本均为有效。
但所有规范和标准都会被修订,因此在使用本文时,各方应探讨使用上列规范和标准最新版本的可能性。
3.开孔的类型在船体结构上常开有以下类型的孔:流水孔、透气孔、止漏孔、贯穿切口(或称贯穿孔)、人孔、减轻孔、过焊孔、止裂孔、工艺孔、舱口开孔、塞焊孔、锚穴孔、海底门开孔、电缆孔、管子孔4.结构类型在船体中,船体结构可以分为三类:次要类,主要类,特殊类,在主要类与特殊类结构上开孔需要注意, 且尽量少开孔.次要类⑴ 纵舱壁板,除主要类要求者外⑵ 露天甲板板,除主要类和特殊类要求者外⑶ 舷侧板次要构件: 一般是指板的扶强构件, 如肋骨、纵骨、横梁、舱壁扶强材、组合肋板的骨材等主要类⑴ 船底板,包括平板龙骨⑵ 强力甲板板,不包括特殊类要求的甲板板⑶ 强力甲板以上的纵向连续构件,不包括舱口围板⑷ 纵舱壁最上一列板⑸ 垂直列板( 舱口纵桁) 和顶边舱的最上一列斜板主要构件: 船体的主要支撑构件称为主要构件, 如强肋骨、舷侧纵桁、强横梁、甲板纵桁、实肋板、船底桁材、舱壁桁材等。
特殊类⑴ 强力甲板处的舷侧顶列板⑵ 强力甲板处的甲板边板⑶ 在纵舱壁处的甲板列板(不包括双壳船在内壳纵舱壁处的甲板板)⑷ 集装箱船和其他有类似舱口的船舶在货舱口角隅处与舷侧之间的强力甲板板⑸ 散货船、矿砂船、兼用船及其他有类似舱口的船舶在货舱口角隅处的强力甲板板⑹ 舭列板⑺ 长度超过0.15L 的纵向舱口围板(8) 纵向货舱舱口围板的端肘板和甲板室过渡5.开孔原则5.1 所有结构上的开口应尽量避开应力集中区域,如无法避开时应作相应的补偿,开口的角隅处均应有良好的圆角。
1船体结构开孔及补强规则1 范围本标准规定了船体构件上的应力区域,船体结构开孔(含开口、切口)规则及补强形式。
本标准适用于钢质海船(船长≥建造过程中管系、电缆穿过船体构件时的开孔规则及补强形式,其它类型船舶及海上工程设施可参照执行。
2. 船体结构开孔规则 2.1 开孔基本原则2.1.1 开孔形状一般为圆形或腰圆形,孔长轴应沿结构跨度方向或船长方向布置,如需矩形开孔时,其四角需有足够大的圆角,圆角半径R≥h/8(h 为孔高)且R≥30。
2.1.2 开孔应远离流水孔、透气孔、减轻孔、人孔、型材贯穿孔等。
2.1.3 开孔边缘应光顺,无影响强度的缺口。
2.1.4 在强构件腹板上开孔时,其开孔位置应尽可能设置在构件的中和轴处或偏近骨架带板(即甲板、壁板或外板)一边,避免在近面板处开孔。
2.1.5 所有肋板、旁桁材上均应开人孔; 所有肋板、旁桁材、纵骨均应有适当的流水孔、透气孔,并应考虑泵的抽吸率;除轻型肋板外,开孔的高度应不大于该处双层底高度的50%, 否则应予加强。
各肋板开孔位置在船长方向应尽量按直线排列, 以便利人员出入。
在肋板的端部和横舱壁处的1 个肋距内的旁桁材上, 不应开人孔和减轻孔, 否则开孔边缘应予加强,肋板及旁桁材在支柱下的部分一般不应开孔, 否则应作有效加强。
2.1.6 船中0.75L 区域内双层底中桁材不允许开孔,特殊情况下必须开孔时,应予以有效加强;船中0.75L 以外中桁材上开孔高度不应大于该处中桁材高度的40%。
2.1.7高强度钢构件尽量少开孔,若开孔应采用圆形或腰圆形。
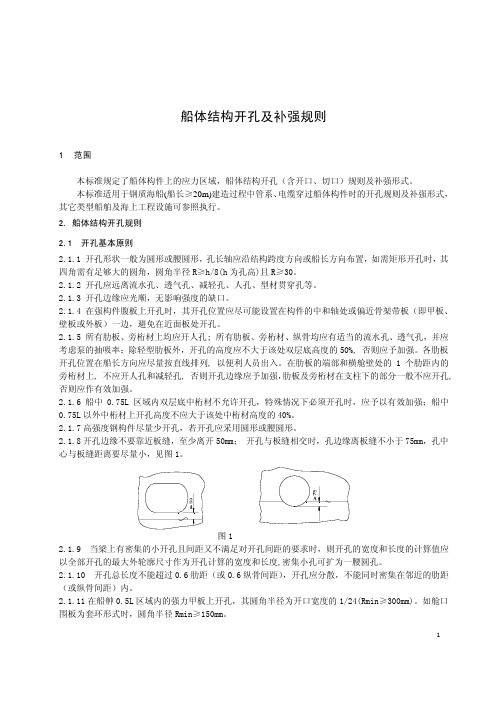
2.1.8开孔边缘不要靠近板缝,至少离开50mm; 开孔与板缝相交时,孔边缘离板缝不小于75mm,孔中以全部开孔的最大外轮廓尺寸作为开孔计算的宽度和长度,密集小孔可扩为一腰圆孔。
2.1.10 开孔总长度不能超过0.6肋距(或0.6纵骨间距),开孔应分散,不能同时密集在邻近的肋距(或纵骨间距)内。
2.1.11在船舯0.5L 区域内的强力甲板上开孔,其圆角半径为开口宽度的1/24(Rmin≥300mm)。

《船体结构建造原则工艺规范》选用标准:Q/ 42-031-20031 范围本规范规定了船体建造过程中船体结构建造的工艺要求及过程。
本规范适用于散货船及油轮的船体结构建造,其他船舶也可参考执行。
2 基本要求2.1要求2.1.1船体理论线:船体构件安装基准线。
2.1.2船体检验线:以分段为基本单位设计全船统一的肋骨检验线、中心线、直剖线、水线对合线等。
2.2船体建造精度原则2.2.1从设计、放样开始,零件加工应为无余量、少余量。
2.2.2以加放补偿量逐步取代各组立阶段零部件的余量。
2.2.3线形复杂涉及冷热加工的零件,加工时必须加放余量。
加工结束后按要求进行二次划线切割工作。
2.2.4施工单位需对精度造船中的余量、补偿量实施结果、板材收缩值等及时向精度管理小组反馈。
2.3分段作业图具备的主要资料与文件的信息:常规信息、纵、横、平、侧视图、节点详图、主要结构型值、胎架图、组立图、装焊工艺顺序、焊接工艺、吊环加强图、重心重量坐标、完工测量图表(包括补偿量、收缩原始测量记录表)、零件明细表、零件流程编码等等。
2.4分段建造实施密性舱室角焊缝气密检测试验。
2.5船体焊接工艺按Q/ 42-027-2003《船舶焊接原则工艺规范》,分段完工主尺度应符合Q/ 60-001.2-2003《船舶建造质量标准建造精度》。
2.6尾轴管等的制作需经内场加工、装焊、再机加工等多道工序,设计部对该零件单独绘制加工、装焊、机加工图。
2.7对大型铸件,设计部按计划安时出图、编制工艺文件。
2.8切割要求2.8.1钢材材质的控制2.8.1.1 钢材进入喷丸流水线前,须按设计要求核对供货钢材所标签的材料信息表。
2.8.1.2切割中心将有关钢材信息:材质、规格、船级社钢级、数量、以及检验合格编号、生产炉批号等输入计算机系统以备跟踪、抽查。
2.8.1.3钢材的质量标准按Q/ 60-001.2-2003《船舶建造质量标准建造精度》,生产中发现不符合质量标准的钢材不得流入下道工序。
船体结构开孔原则船体室编制1.适用范围本标准规定了船体结构开孔(含开口、切口)及管子、电缆在船体结构上开孔的规则和补强形式。
本标准适用于船长≥65m的钢质海船,其它类型的船舶可参照使用。
本标准适用于扬帆集团所有分公司2.引用规范或标准引用了中 国 船 级 社《钢质海船入级规范》〔2006〕中规定的条款;引用了中华人民共和国船舶行业标准《中国造船质量标准》〔2005〕中规定的条款;本文参照并引用了海外高桥造船有限公司Q/SWS 52-014-2003《船体强力构件开孔及补强》的企业标准;并结合本公司的实际施工情况编制而成。
上列规范和标准所包含的条款,通过在本文中引用,而构成为本文的条文。
本文出版时,所示版本均为有效。
但所有规范和标准都会被修订,因此在使用本文时,各方应探讨使用上列规范和标准最新版本的可能性。
3.开孔的类型在船体结构上常开有以下类型的孔:流水孔、透气孔、止漏孔、贯穿切口(或称贯穿孔)、人孔、减轻孔、过焊孔、止裂孔、工艺孔、舱口开孔、塞焊孔、锚穴孔、海底门开孔、电缆孔、管子孔4.结构类型在船体中,船体结构可以分为三类:次要类,主要类,特殊类,在主要类与特殊类结构上开孔需要注意, 且尽量少开孔.次要类⑴ 纵舱壁板,除主要类要求者外⑵ 露天甲板板,除主要类和特殊类要求者外⑶ 舷侧板次要构件: 一般是指板的扶强构件, 如肋骨、纵骨、横梁、舱壁扶强材、组合肋板的骨材等主要类⑴ 船底板,包括平板龙骨⑵ 强力甲板板,不包括特殊类要求的甲板板⑶ 强力甲板以上的纵向连续构件,不包括舱口围板⑷ 纵舱壁最上一列板⑸ 垂直列板( 舱口纵桁) 和顶边舱的最上一列斜板主要构件: 船体的主要支撑构件称为主要构件, 如强肋骨、舷侧纵桁、强横梁、甲板纵桁、实肋板、船底桁材、舱壁桁材等。
特殊类⑴ 强力甲板处的舷侧顶列板⑵ 强力甲板处的甲板边板⑶ 在纵舱壁处的甲板列板(不包括双壳船在内壳纵舱壁处的甲板板)⑷ 集装箱船和其他有类似舱口的船舶在货舱口角隅处与舷侧之间的强力甲板板⑸ 散货船、矿砂船、兼用船及其他有类似舱口的船舶在货舱口角隅处的强力甲板板⑹ 舭列板⑺ 长度超过0.15L 的纵向舱口围板(8) 纵向货舱舱口围板的端肘板和甲板室过渡5.开孔原则5.1 所有结构上的开口应尽量避开应力集中区域,如无法避开时应作相应的补偿,开口的角隅处均应有良好的圆角。
船舶生产设计课试卷15一、单项题(10分)1.生产设计工作图的最好设计语言是(A )。
A符号和编码 B 工艺文件C 表格 D 口头指令2.平面曲线所在的投影面,倾斜于投影面时,平面曲线的投影是一条( A )的曲线。
3.强肋骨,强横梁,以靠近(C )一边为理论线。
A:船舯B:基线C:图纸要求4.二氧化碳气体保护焊,用(B )符号表示。
A:S B:C C:D5.点的水平投影与侧投影距同一基准平面的( B )。
A:同一条垂线上B:宽度相等C:同一条水平线上(D)DIMXO6.哪一个命令可自动地将包围指定点的最近区域定义为填充边界?( ) A (A)BHATCH(B)BOUNDARY(C)HATCH(D)PTHATCH7.AutoCAD 2004提供的( )命令可以用来查询所选实体的类型、所属图层空间等特性参数。
B(A)【距离】(Dist)(B)【列表】(List)(C)【时间】(Time)(D)【状态】(Status)8.在船舶CAD/CAM制图中,常使用“绘图”|“圆”命令中的( )子命令绘制连接弧。
B(A)三点(B)相切、相切、半径(C)相切、相切、相切(D)圆心、半径9.在对圆弧执行[拉伸]命令时, ( )在拉伸过程中不改变。
A (A)弦高(B)圆弧(C)圆心位置(D)终止角度10.运用【正多边形】命令绘制的正多边形可以看作是一条( )。
A (A)多段线(B)构造线(C)样条曲线(D)直线11.在船舶CAD/CAM软件中,用于设置尺寸界线超出尺寸线的距离的变量是( )。
B(A)DIMCLRE(B)DIMEXE(C)DIMLWE二、多选题(10分)1、生产设计以合理的建造方针为指导,根据工艺阶段和施工区域的生产和管理需要,绘制(A、B、)以及提供有关施工信息,用以指导和组织生产的设计过程。
A、工作图B、管理表C、总布置图D、线型图2、生产设计根据建造方针,设计(A、B、C、D、)等。
A、分段建造要领B、胎架的设置要求C、分段组合成总段的要求D、部件组合要求3、图形的复制命令主要包括:ABCD(A)直接复制(B)镜像复制(C)阵列复制(D)偏移复制4、绘制一个线性尺寸标注,必须:()ABC(A)确定尺寸线的位置(B)确定第二条尺寸界线的原点(C)确定第一条尺寸界限的原点(D)确定箭头的方向5、设置尺寸标注样式有以下哪几种方法:ABC(A)选择“格式”|“标注样式”选项(B)在命令行中输入DDIM命令后按下Enter键(C)击“标注”工具栏上的“标注样式”图标按钮(D)在命令行中输入Style命令后按下Enter键三、判断题(10分)1.只有双向弯曲的外板展开之后才会出现肋骨冲势。
沪东中华造船(集团)有限
H&Z30008-2001
代替HD30008-84 人孔位置确定原则
2001-12-31实施
前言
本标准根据清理整顿企业标准的要求,按H&Z10002-2001《编写企业标准的一般规定》,对HD30008-84《人孔位置确定原则》的修订。
本标准代替HD30008-84《人孔位置确定原则》。
本标准所代替标准的历次版本发布情况为:
——HD30008-84。
本标准编制部门:开发设计部;
本标准归口部门:开发设计部;
本标准制定日期:2001-10-23。
扶强材S2S
1
表1 单位为毫米
3.2 人孔是否易于通行由下列顺序决定:
——人孔宽度;
——适当的布置高度;
——人孔高度。
3.3 有利于通行的人孔最佳位置尺寸见图2。
竖立型人孔圆型人孔
图4
4.3 设计人孔加强筋时,应注意到以下几点:
a) 当人孔开得较低时,应注意人孔上缘加强筋碰头;
b) 当人孔开得较高时,应注意加强筋的宽度既不能超过踏步的宽度,又应注意加强筋碰头。
4.4 在艏艉立体分段和双层底等分段上,设计人孔的高度时,要考虑到分段反身前后装焊时人员的通行,一般人孔高度设计成图5的型式。
图5。
--船体建造和施工要领---------------一、概述:本船舶建造方案主要统筹和指导协调本船从设计开始至交船期间船舶建造各环节的相关工作,是我厂建造船舶的纲要文件。
本船为入ABS船级社的散货船,尾部单机单浆推进,甲板间4个30吨克令吊,折叠双扇液压舱盖;钢质船体,高强度钢占主结构70%,货舱区船体为纵骨架式,双底双壳结构,机舱和艏尖舱为横骨架式,设有球鼻艏。
(一)主要技术参数和特征:1.船型参数:总长: --垂向间长: -----型宽: ----------型深: ---------设计吃水: -----------结构吃水: ---------服务航速: ----------货舱:由6道水密舱壁分隔为5个货舱,其中3号货舱兼为压载舱。
2.结构参数:肋骨间距: ----- (600mm首/尾)主甲板距基线: ---------主甲板到A甲板: ----------其他生活区甲板: ---------驾驶甲板: ----------艏楼甲板: ---------主甲板梁拱: ---------双层底高度: ---------(二)船体分段划分及基本建造方针1.分段划分原则及方针:根据我厂的情况,采用‘平面分段与立体分段结合’的建造方针,实行:桁材和梁的小组--平(曲)面分段中组---立体分段大组---下水平台立体总段总组---坞内总段大合拢(搭载)的工艺流程;2.分段划分原则上为8米、10米或12 米;3.立体小分段的划分根据预制场地起重能力,原则上不得大于65吨,一般分段应控制在45吨左右;4.分段划分方式详见《分段划分图》;5.艉部分段和艏部分段的搭载分别先后在3#坞东预制场地进行,采用下水驳下水,最后在2#坞内对接合拢;6.尾段包括尾尖舱、机舱、NO.5货舱、NO.4货舱和NO.3货舱后部;7.首段包括首尖舱、NO.1货舱及内部锚链舱等结构、NO.2货舱、NO.3货舱前部;8.尾部上层建筑整体预制并进行预舾装,待船舶主体合拢后整体上船吊装(主甲板上第一层结构散装);9.钢板定货基本尺寸:a.12mx2.4m和10mx2.4m为主b.10mx2.4m和9mx2.4m 和8mx2.4m10.船舶主体分段数量为225个,其中包括平面分段和立体分段;总段数量8个;(三)船舶建造重点考虑内容:1.首尖舱及球鼻首部位的制造工艺、精度控制、线形光顺等;2. 尾轴位置的建造工艺、精度控制、尾轴安装、尾轴镗孔等;3.舵系部分结构及安装调试等;4.甲板舱口围及舱盖液压动力系统的安装调试,舱口围板和舱盖的建造工艺、精度控制等。
临时工艺孔、工艺孔补板、临时安全通道开口设计规范
前言
1 范围
本规范规定了临时工艺孔、工艺孔补板、临时安全通道开口的设计依据、设计准则和设计内容。
本规范适用于民用船舶临时工艺孔、工艺孔补板、临时安全通道开口的设计。
2 规范性引用文件
Q/T.Z.M.D.42-008-2003 CO
陶质衬垫单面焊双面成型焊接工艺规范
2
3 设计依据
临时工艺孔、工艺孔补板、临时安全通道开口的设计:是以船体基本结构图和船体分段划分图为基础,参照船体总布置图和小舱口盖及人孔布置图,在生产设计阶段确定而完成。
4 设计准则
4.1临时工艺孔、工艺孔补板设计
4.1.1 临时人孔:对于狭窄部位,如艏、艉尖舱,作业时人进出不便,且不利于施工作业,可考虑开临时人孔。
参见附录A中图A.1。
4.1.2临时通风孔:对于有些狭窄部位,只有人孔,但无法对流通风,不利于有毒有害和易燃易爆气体的及时排除,如下边水舱,有必要在设计时考虑开临时通风孔。
同时,为方便分段涂装出砂,还需考虑布置出砂孔。
参见附录A中图A.2。
4.1.3临时吊装孔:对于主机及舵机,常在主甲板贯通后才能吊装,所以需要在主甲板上布置临时吊装孔。
待施工结束后封妥。
参见附录A中图A.1。
4.2安全通道设计
4.2.1辅助性作业的设计,如临时舷侧通道、临时横隔壁通道、临时纵舱壁通道、临时边舱壁通道等,都是为了减少高空攀登、方便作业而纳入设计的。
临时通道的设置,从安全角度讲是必不可少的。
在设计过程中,要尽量考虑利用原结构的板缝,特别是机舱区域外板的临时通道,要考虑到出坞靠码头登船施工的方便,可以在水线之上开舷侧通道,待全部作业施工完毕后,上述通道可利用割下的材
料封补复原。
参见附录A中图A.1、A.2、A.3、A.4。
4.2.2 对安全通道设置的要求:
a)便于施工者登船作业;
b)便于全船贯通行走;
c)万一发生事故时,供施工人员迅速撤离现场用;
d)减少电焊线、气割胶管、电缆等在舱内迂回曲折。
4.3 对临时工艺孔补板、临时安全通道开口封补焊接要求:
a)所有工艺孔在不同的施工阶段开孔后,用卡马板贴在旁边;
b)所有的工艺孔在许可的情况下用人孔、人孔盖取代;
c)所有工艺孔必须在进行舱室密性以前封补,并采用CO2陶瓷衬垫焊,施焊前必须由验船师及船东代表认可,密性焊缝100%无损探伤。
按Q/SWS42-008-2003陶质衬垫单面焊双面成型焊接工艺规范》要求施工.
《CO
2
d)该处的涂装工作应按涂装要求进行。
5 设计内容
5.1中纵剖面、主甲板船体临时通道及工艺孔布置图。
参见附录A中图A.1。
5.2舱底、典型横剖面临时通道及工艺孔布置图。
参见附录A中图A.2。
5.3双层底工艺孔临时通道及布置详图。
参见附录A中图A.3。
5.4横舱壁工艺孔临时通道及布置详图。
参见附录A中图A.4。
附录 A
(资料性附录)
175000DWT船体临时通道及工艺孔布置图
内容见图A.1~A.4
图A.1 中纵剖面、主甲板船体临时通道及工艺孔布置图。
图A.2 舱底、典型横剖面船体临时通道及工艺孔布置图。
图A. 3 双层底船体临时通道及工艺孔布置详图。
图A.4 横舱壁船体临时通道及工艺孔布置详图。
中 纵 剖 面
F r 46+150
F r 47+150
7400 A /B
12200 A /B
15200 A /B 18800 A /B
F r 5+100
3000 A /B
工艺孔
47宽2000x 1600(仅右)
工艺孔船坞至12米平台F r 14+200
F r 42+2003950F r 30-200 22400T e m p o r a r y A c c e s s H o l e
F r 106+600工艺孔5
18960F r 66+76017900F r 87+61017280T e m p o r a r y A c c e s s H o l e
3
F r 126+76018360工艺孔
F r 148+71019970T e m p o r a r y A c c e s s H o l e F r 214+560F r 170+6601997019970F r 192+61019970F r 236+510
19970F r 258+150
1966014600 A /B
19400 A /B
9800 A /B
T e m p o r a r y A c c e s s H o l e
工艺孔
6
F r 298+71018200F r 278+71018760F r 310+600
10000F r 315-200
5000 A /B
主 甲 板
吊主机用工艺孔(可拆板)F r 46+150
620F r 24+200
F r 14+200
4400
620
R 100
F r 30-200
7000F r 41-200
5600
F r 30-200
13200x 10000-R 100T e m p o r a r y H o l e
6634
90009000900090009000900072507200200
设于内底S E T O N B O T T O M S H E L L 设于外底B .L .工艺孔650X 800X R 325仅右舷T e m p o r a r y A c c e s s H o l e
座墩工艺孔700X 2000X R 100仅右舷
B .L .B .L .
L
C P .
D .3
设于B .L .L C P .D .典型横剖面一F r 159
典型横剖面二F r 74S E T O N B O T T O M S H E L L
1
设于
设于内底S E T O N T A N K T O P
C V -1
B .L .
C L
P .D .B .L .
主 尺 度典型横剖面三F r 272
T e m p o r a r y A c c e s s H o l e
附近
S E T O N B O T T O M S H E L L
S E T O N T A N K T O P
设于内底
设于外底工艺孔500X 600X R 100F R
F R
斜旁下口
2
设于内底设于内底S E T O N T A N K T O P
S E T O N T A N K T O P
设于外底设于外底设于内底S E T O N T A N K T O P
S E T O N B O T T O M S H E L L C V -1S E T O N T A N K T O P 设于内底S E T O N T A N K T O P
设于内底左右舷对称
-0°
-1+6
+5°舱 底
2
F E 12
设于内底S E T O N T A N K T O P
S E T O N T A N K T O P
S E T O N B O T T O M S H E L L
设于外底设于内底设于内底S E T O N T A N K T O P
T e m p o r a r y A c c e s s H o l e
工艺孔500X 600X R 100左右舷对称设于
116101296011610
1075040°b 1700
3870
47303870
500
500
89009000
1161010750500
50011610113402680150203870170011610
1161010750
500
5006534
6634
7150
7250
1700
387026802680129603870
总 长:289.00M 垂线间长:279.00M 型 宽: 45.00M 型 深: 24.50M 设计吃水: 16.50M 分段数量: 195坞内吊数: 105
200
500
500
500500
64507310
6450100
2580
387038704730
16340
19540
17940
129006020
1075064506450
7310
9460
11610
10750。