挤出吹塑薄膜资料
- 格式:ppt
- 大小:313.50 KB
- 文档页数:45
第1篇一、实验目的1. 了解薄膜挤出成型的基本原理和工艺流程。
2. 掌握挤出机、模具、冷却装置等主要设备的操作方法。
3. 熟悉薄膜成型的关键技术参数,如温度、压力、速度等。
4. 分析不同材料、工艺参数对薄膜性能的影响。
二、实验原理薄膜挤出成型是一种常用的塑料加工方法,其基本原理是将塑料原料在挤出机中塑化熔融,然后通过模具成型为所需厚度的薄膜。
在冷却、牵引、收卷等工序的作用下,完成薄膜的生产。
三、实验材料与设备1. 实验材料:聚乙烯(PE)、聚丙烯(PP)等塑料原料。
2. 实验设备:挤出机、模具、冷却装置、牵引装置、收卷装置、温度控制器、压力传感器、测厚仪等。
四、实验步骤1. 准备实验材料:将塑料原料按照一定比例进行配混,确保原料的均匀性。
2. 装配设备:将挤出机、模具、冷却装置、牵引装置、收卷装置等设备按照实验要求进行装配。
3. 调整工艺参数:根据实验要求和原料特性,设置挤出机温度、压力、转速等参数,确保熔融塑化效果。
4. 启动设备:打开挤出机、冷却装置、牵引装置等设备,开始生产薄膜。
5. 调整参数:在生产过程中,根据实际情况调整工艺参数,如温度、压力、速度等,以确保薄膜质量。
6. 检测薄膜质量:使用测厚仪等设备检测薄膜的厚度、宽度等参数,确保薄膜质量符合要求。
7. 收卷:将合格的薄膜收卷,并存放在干燥通风的环境中。
五、实验结果与分析1. 实验结果:- 薄膜厚度:1.5mm- 薄膜宽度:1000mm- 薄膜透明度:良好- 薄膜强度:满足要求2. 结果分析:- 温度、压力、速度等工艺参数对薄膜性能有显著影响。
通过调整这些参数,可以控制薄膜的厚度、宽度、透明度、强度等性能。
- 原料配比和混合程度对薄膜性能也有一定影响。
合适的原料配比和混合程度可以提高薄膜的质量和稳定性。
- 冷却速度和牵引速度对薄膜质量有重要影响。
合适的冷却速度和牵引速度可以保证薄膜的平整度和强度。
六、实验结论1. 薄膜挤出成型实验取得了良好的效果,成功制备出符合要求的薄膜。
第一章挤出吹塑薄膜成型工艺1、挤出成型工艺参数1)挤出机部位工艺参数挤出机工艺参数主要指料筒温度、螺杆转速、运行电流等。
a、料筒温度温度是挤出成型工艺要素中的第一要素。
挤出机的加热一般都是电加热,通常采用铸铝电阻加热器。
控制采用热电偶温度传感器、辐射高温测量仪、电阻温度传感器、数字温度控制仪表料筒温控模式:从加料口到料筒末端,温度逐渐升高。
靠近加料口的第一段应低于原料的软化温度;料筒出口处温度应低于原料的分解温度;中间段温度逐渐升高;b、料筒压力一般不用控制,当熔料进入机头,测定机头压力;c、料筒内料流阻力的大小通过螺杆扭矩即力矩显示;塑料熔体黏度大,力矩大;一旦扭矩过大,有可能折断螺杆;d、螺杆转速的选择直接影响制品产量;过低,降低了产量;过快,则会影响塑化质量;开始启动转速应先慢后快;2)辅机工艺参数a、吹胀比:是指吹胀后管泡的直径与机头口模直径(薄膜的规格与机头大小)之比。
通常设定为1.5-3;恒定的吹胀比要求压缩空气必须保持稳定;b、拉伸比(牵引比):是指牵引速率(牵引辊的表面线速度)与挤出速率(熔体离开口模的线速度)之比。
牵引比通常控制在4-10;c、模口间隙:是指口模缝隙的宽度。
通常设定为0.8-1.2mm;关系:牵引比=模口间隙/(薄膜厚度×吹胀比)在实际生产中三种参数相互关联,应做综合调整3)环境工艺参数挤出生产线的环境要求如下:a、周围介质温度不超过40℃,不低于-20 ℃;b、空气相对湿度不大于85%;c、没有导电尘埃及破坏金属绝缘的腐蚀性气体;d、避免振动和颠簸;e、车间空气流通均匀;f、环境清洁,无虫蝇;第二章吹膜质量标准1、外观要求:塑化良好,无明显“水纹”和“云雾”;表面应当平整光滑,无皱折或仅有少量的活褶;不允许有气泡、穿孔及破裂现象;不允许有严重的挂料线和丝纹存在;不允许出现表面划痕和污染;色母料分布均匀,遮光率好;鱼眼和僵块(个/㎡) >2mm(不允许) 0.6-2mm(≤15)分散度(个/10cm×10cm) ≤5;杂质(个/㎡) >0.6mm (不允许) 0.3-0.6mm (≤4)分散度(个/10cm×10cm) ≤2;2、规格尺寸要求:1)宽度偏差:极限偏差≤±5mm;2)厚度偏差:极限偏差%≤±8,平均偏差% ≤±6;3、电晕要求:复合面电晕处理值≥38达因,整卷一致、无缺失;4、标注要求:采用有色胶带,并在端面夹放明显标记,注明原因;5、标示要求:严格执行质量跟踪卡,如实记录生产班组、生产日期、米数、厚度、宽度、电晕处理面、重量、次品位置、次品长度与原因。


挤出吹塑薄膜工艺流程1.原料处理:在挤出吹塑薄膜工艺中,聚合物材料通常以颗粒或颗粒形式提供。
在开始挤出之前,需要对原料进行熔化和混合处理。
这可以通过将颗粒放入特定的熔化设备中,在高温下进行熔化和混合来实现。
2.熔化混合:当原料进入熔化设备后,会通过加热和搅拌等方式将其熔化和混合均匀。
熔化设备通常是一个筒状的机器,内部设有加热器和搅拌器。
加热器会提供所需的温度,以将原料熔化为粘稠的液态状。
同时,搅拌器会使原料混合均匀,以确保获得一致的物料。
3.挤出:在原料熔化和混合后,将其通过挤出机器中的挤出头进行挤出。
挤出头是一个具有特定形状的模具,通过施加压力将熔融的聚合物材料挤出成薄膜形状。
挤出头的形状可以根据所需的薄膜形状和尺寸进行设计和调整。
4.吹膜:在挤出头挤出的聚合物材料进一步冷却和固化之前,需要进行吹膜操作。
吹膜是通过将压缩空气引入到挤出头内部,在薄膜表面形成气泡,并使其扩大和拉伸,从而形成一层均匀而薄的膜。
吹膜操作可以通过调整气压、温度和挤出速度等参数来控制膜的厚度和质量。
5.成品加工:在吹膜完成后,将薄膜切断和卷绕成卷,以便将其用于后续的包装和制品加工。
切断可以通过切刀机或剪刀等工具实现,而卷绕则可以通过卷绕机来完成。
成品加工的目的是将薄膜加工成最终的产品,如塑料袋、包装膜等。
总结起来,挤出吹塑薄膜工艺流程包括原料处理、熔化混合、挤出、吹膜和成品加工等几个主要步骤。
通过这个流程,可以生产出具有一定厚度和质量的塑料薄膜,用于各种包装和制品加工。
这种工艺简单易行且效率高,因此在塑料加工行业中被广泛应用。

吹塑膜生产工艺
吹塑膜是将聚乙烯(PE)、聚丙烯(PP)等改性塑料熔体经过挤出机挤出,然后在挤出膜上进行冷却凝固、热压、冷压加工,或者分别作出不同形状的薄膜,
最终形成吹塑膜的加工工艺。
吹塑膜生产工艺主要分为五大步骤:
1、挤出:
将改性塑料(如PE或PP熔体)经过挤出机挤出,成型挤出熔体的厚度分别为0.01mm-0.3mm,然后经过冷却、凝固、平床处理,以产生吹塑膜。
2、热压:
将熔体膜放入烘烤箱内烘烤,达到一定温度后,使熔体膜在热压机的作用下发生有秩序的变形,从而形成吹塑膜。
3、冷压:
将熔体膜放入冷压箱内,在高压下,使熔体膜发生有秩序的变形,从而形成吹塑膜。
4、分割:
分割吹塑膜,分割出符合要求的膜尺寸。
5、定型:
根据生产要求,使吹塑膜定型,以保证其最佳性能。
吹塑膜的优点:
1、具有耐高温、抗酸碱等特点,可用于包装各种液体、粉末、
气体等物品。
2、具有良好的光学性能,可使吹塑包装变得更加漂亮美观。
3、具有良好的耐气候性,可长期保持良好的包装效果。
4、体积轻、重量轻,易于运输和存储,并且成本低廉。
实验三挤出吹塑聚乙烯薄膜一、实验目的使学生了解吹塑薄膜的生产过程,掌握成型工艺参数的作用及其对制品质量的影响;了解挤出机的基本结构、挤出吹膜机组的组成和操作。
二、实验原理吹塑薄膜是塑料薄膜生产中采用最广泛的一种方法。
其原理是将熔融塑料流经机头呈现圆筒形薄管挤出,并从机头中心吹入压缩空气,将薄管吹胀,经冷却后的膜管被导向牵引辊叠成双折薄膜,其宽度通常称为折径。
薄膜在牵引辊连续进行纵向牵伸,以恒定的线速度进入卷取装置卷成制品。
这里,牵引辊同时也是压辊,因为牵引辊完全压紧吹胀了圆筒形薄膜,使空气不能从挤出机头与牵引辊之间的圆筒形薄膜内漏出来,这样膜管内空气量就恒定,从而保证薄膜一定的宽度。
三、原料及设备仪器1、原料聚乙烯薄膜一般分为工业膜和农业膜两种,工业用薄膜主要用做防潮、防水及包装,而农业用薄膜主要是地膜和棚膜。
然而聚乙烯吹塑薄膜的原料选择是很重要的,从聚乙烯的性能中知道,密度是可作为衡量聚乙烯结构的一个尺度,除此之外,生产上还常用熔体流动速率这一指标来衡量聚乙烯的平均相对分子质量。
这两个指标均与聚乙烯的基本性能和最终制品的性能有关。
在工业生产上,密度和熔体流动速率是两项重要的技术指标,可作为选择树脂的主要依据。
工厂,一般根据不同制品对聚乙烯的熔体流动速率要求如:重包装薄膜,选 LDPE的熔体流动速率( MFR)为0. 3-0. 4,农用薄膜和轻包装膜选用的LDPE的熔体流动速率(MFR)为 1.5–7.0 。
本实验的聚乙烯吹塑薄膜作食品轻包装用膜,其溶体流动速率(MFR)为3.0-10.0。
2、设备仪器(1)主要设备吹膜主机:型号SJ-40-28,螺杆转速120r/min,螺杆直径40mm,山东莱芜市科诚塑胶机械有限公司。
1吹膜辅机:鼓风机冷却气流,人字型夹板,牵引辊,导辊,卷取机螺旋吹膜机头:直径φ80mm空气压缩机鼓风机(2)其他设备仪器熔体流动速率测定仪拉伸试验机测厚仪钢尺四、实验步骤1、测定原料的有关数据LDPE 的熔体流动速率测定2、挤出吹塑薄膜本文验在SJ-40-28吹膜机组上进行。
聚烯烃挤出吹塑薄膜成型一、实验目的(1)加深对聚合物熔体挤出成型原理的理解。
(2)了解通过挤岀吹塑法制备聚烯烃薄膜的工艺过程及影响因素。
(3)掌握通过挤出吹塑法制备聚烯烃薄膜的实验技术(4)了解吹膜机头及辅机的结构和工作原理。
二、实验原理塑料薄膜是应用广泛的高分子材料制品。
塑料薄膜可以用挤出吹塑、压延、流延、挤出拉幅以及使用狭缝机头直接挤出等方法制造,各种方法的特点不同,适应性也不一样。
其中吹塑法制备塑料薄膜工艺比较经济和简便,结晶型和非晶型塑料都适用。
吹塑成型不能制备薄至几微米的包装薄膜,也能制备厚达0.3m 的重包装薄膜;既能生产窄幅,也能得到宽度达近20m的薄膜。
这是其他成型方法无法比拟的。
吹塑过程塑料受到纵横方向的拉伸作用,制品质量较高,因此,塑成型在薄膜生产上应用十分广泛。
用于薄膜吹塑成型的塑料有聚氯乙烯、聚乙烯、聚丙烯、尼龙以及聚乙烯醇等。
日前国内外以前两种居多,但后几种塑料薄膜的强度或透明度较好,已有很大发展。
吹塑是在挤出工艺的基础上发展起来的一种热塑性塑料的成型方法。
吹塑的实质就是挤出的坯内通过压缩空气吹胀后成型的。
它包括吹塑薄膜成型和中空吹塑成型。
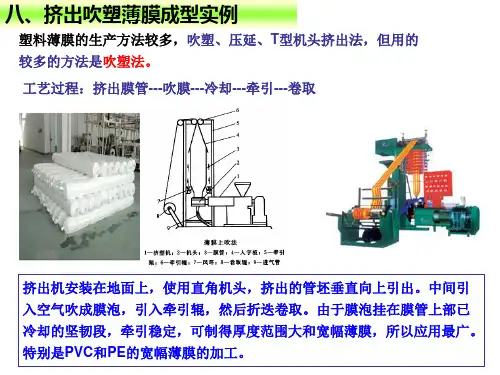
在吹塑薄膜成型中,根据牵引的方向不同,通常分为平挤上吹、平挤下吹和平挤平吹三种工艺方法,其基本原理都是相同的,其中以平挤上吹法应用最广。
本实验以吹膜级低密度聚乙烯(LDPE)颗粒为原料,采用平挤上吹工艺制备聚乙烯薄膜,工艺流程图如下图所示。
塑料薄膜的吹塑成型在挤出机的前端安装吹塑口模,黏流态的塑料物料从挤岀机口模挤出成管坯后,用机头底部通入的压缩空气使之均匀而自由地吹胀成直径较大的管膜。
膨胀的管膜在向上牵引的过程中被纵向拉伸并逐步冷却,并由人字板夹平和牵引辊牵引,最后经卷绕辊卷绕成双折膜卷。
在吹塑过程中,各段物料的温度、螺杆的转速、机头的压力和H模的结构、风环冷却室内空气冷却以及吹入空气压力、膜管拉伸作用等都直接影响薄膜性能的优劣和生产效率的高低。
可编辑修改精选全文完整版实验一挤出吹塑薄膜实验一、实验目的1. 了解挤出机、吹膜机头及辅机的结构和工作原理,;2. 掌握挤出吹塑薄膜工艺操作过程、工艺参数调节及薄膜成型的影响因素分析;3. 掌握挤出吹塑LDPE薄膜的热合工艺控制。
二、实验原理1. 挤出吹塑成型工艺塑料薄膜是一类重要的高分子材料制品。
由于它具有质轻、强度高、平整、光洁和透明等优点,同时其加工容易、价格低廉,因而得到广泛的应用。
塑料薄膜可以用挤出吹塑、压延、流延、拉幅和使用狭缝机头直接挤出等方法成型。
各种方法的特点不同,适应性也不同。
其中,压延法主要用于非晶型高分子材料的加工,所需设备复杂,投资大,但生产效率高,产量大,薄膜的均匀性好。
流诞法的主要原料也大多是非结晶型高分子材料,流延法工艺简单,薄膜透明度好,各向同性,性能均一,但强度较低,且需耗费大量溶剂,成本增加,对环保也不利。
拉幅法主要适用于结晶型高分子材料,其生产工艺简单,薄膜质量均匀,物理机械性能好,但设备投资较大。
而挤出吹塑法适用于结晶和非晶型高分子材料,工艺设备简单,且最为经济,既能生产幅宽较窄的薄膜,又能生产宽达几十米的薄膜,吹塑过程薄膜纵横向都得到拉伸取向,制品质量较高,因此是目前应用最广泛的方法。
用于吹塑薄膜的原料主要有聚乙烯(PE)、聚氯乙烯(PVC)、聚偏二氯乙烯(PDVC)、聚丙烯(PP)、聚苯乙烯(PS)、尼龙(PA)、乙烯一乙酸乙烯共聚物(EV A)、聚乙烯醇(PV A)等品种。
目前国内外以前两种居多,但后几种高分子薄膜的强度或透明度较好,已得到了很大发展。
另外,薄膜厚度一般在0.01mm~0.3mm范围内,如PE薄膜的厚度一般在0.008mm~0.150mm之间;展开宽度从几十毫米到几十米。
挤出吹塑成型是在挤出工艺的基础上发展起来的一种热塑性塑料的成型方法。
挤出吹塑的实质就是在挤出的型坯内通过压缩空气吹胀后成型的,包括吹塑薄膜成型和中空吹塑成型。
在吹塑薄膜成型中,根据挤出和牵引方向的不同,可以分为平挤上吹、平挤平吹和平挤下吹等三种工艺,如图1所示。
挤出吹塑薄膜生产保鲜袋方案吹塑薄膜概述:大多数热塑性塑料都可以用吹塑法来生产吹塑薄膜,吹塑薄膜是将塑料挤成薄管,然后趁热用压缩空气将塑料吹胀,再经冷却定型后而得到的筒状薄膜制品。
吹塑法生产的薄膜品种有很多,比如低密度聚乙烯、线性聚乙烯、聚丙烯、高密度聚乙烯、尼龙、乙烯一乙酸乙烯共聚物等。
产品尺寸及原料选择:长X宽X厚:300mm*200mm*0.02mm选用的原料应当是用吹膜级的聚乙烯树脂粒子,含有适量的爽滑剂,保证薄膜的开口性。
树脂粒子的熔融指数(MI)不能太大,熔融指数(MI)太大,则熔融树脂的粘度太小,加工范围窄,加工条件难以控制,树脂的成膜性差,不容易加工成膜;此外,熔融指数(MI)太大,聚合物相对分子量分布太窄,薄膜的强度较差。
因此,应当选用熔融指魏MI)较小,且相对分子量分布较宽的树脂原料,这样既能满足薄膜的性能要求,又能保证树脂的加工特性。
吹塑聚乙烯薄膜一般选用熔融指数(MI)在2〜6g/10min范围之间的聚乙烯原料。
生产工艺:本方案采用平挤上吹法,其优点是泡管形状稳定、占地面积小、易生产折径大、厚度大的薄膜。
缺点是要求生产车间较高,不适宜黏度小的颗粒,不利于薄膜的冷却。
工艺参数:挤出机温度:170℃吹胀比:膜管直径/口膜直径=2牵引比:牵引速度/挤出速度=5生产仪器设备:工艺流程:料斗上料f熔融塑化一挤出膜管f吹胀牵引一风环冷却f夹板f牵引辊牵引f薄膜收卷基本性能的技术要求:1.规格及偏差聚乙烯薄膜的宽度、厚度应当符合要求,薄膜薄厚均匀,横、纵向的厚度偏差小,且偏差分布比较均匀。
2.外观要求聚乙烯薄膜塑化良好,无明显的〃水纹〃和〃云雾〃;薄膜的表面应当平整光滑,无皱折或仅有少量的活褶;不允许有气泡、穿孔及破裂现象;无明显的黑点、杂质、晶点和僵块;不允许有严重的挂料线和丝纹存在。
3.物理机械性能要求聚乙烯薄膜的物理机械性能应当优良,主要包括拉伸强度、断裂伸长率、撕裂强度等几项指标应当符合标准。