活塞环的选配
- 格式:doc
- 大小:14.50 KB
- 文档页数:5

一、实训目的本次活塞环选配实训旨在通过实际操作,使学生掌握活塞环的选配方法,了解活塞环在发动机中的作用和重要性,提高学生对发动机维修保养的实际操作能力。
二、实训内容1. 活塞环的种类及作用活塞环是发动机活塞组件的重要组成部分,其主要作用是:(1)密封活塞与气缸壁之间的间隙,防止燃气泄漏。
(2)引导活塞运动,减小活塞与气缸壁之间的摩擦。
(3)收集气缸内的机油,降低磨损。
活塞环主要分为三种:气环、油环和半环。
2. 活塞环的选配原则(1)根据发动机型号和气缸直径选择合适的活塞环型号。
(2)根据活塞环的种类和作用,合理搭配气环、油环和半环。
(3)确保活塞环的开口位置正确,避免重叠或交错。
3. 活塞环的选配步骤(1)查看发动机型号和气缸直径,确定活塞环型号。
(2)根据活塞环的种类和作用,选择合适的气环、油环和半环。
(3)安装衬环,开口方向不限。
(4)安装第一道油环,开口方向可任选。
(5)安装第二道油环,开口方向与第一道油环开口对开180度角。
(6)安装第一道气环,有字面向上,开口方向与第一道油环开口对开90度角。
(7)安装第二道气环,有字面向上,开口方向与第一道气环开口对开180度角。
(8)检查每个活塞环的开口位置是否正确。
三、实训过程1. 准备工作(1)准备好活塞环、衬环、气环、油环等工具和材料。
(2)熟悉活塞环的种类、作用和选配原则。
2. 实训操作(1)根据发动机型号和气缸直径,选择合适的活塞环型号。
(2)根据活塞环的种类和作用,选择合适的气环、油环和半环。
(3)安装衬环,开口方向不限。
(4)安装第一道油环,开口方向可任选。
(5)安装第二道油环,开口方向与第一道油环开口对开180度角。
(6)安装第一道气环,有字面向上,开口方向与第一道油环开口对开90度角。
(7)安装第二道气环,有字面向上,开口方向与第一道气环开口对开180度角。
(8)检查每个活塞环的开口位置是否正确。
3. 实训总结本次实训使我对活塞环的选配有了更深入的了解,掌握了活塞环的安装方法和注意事项。
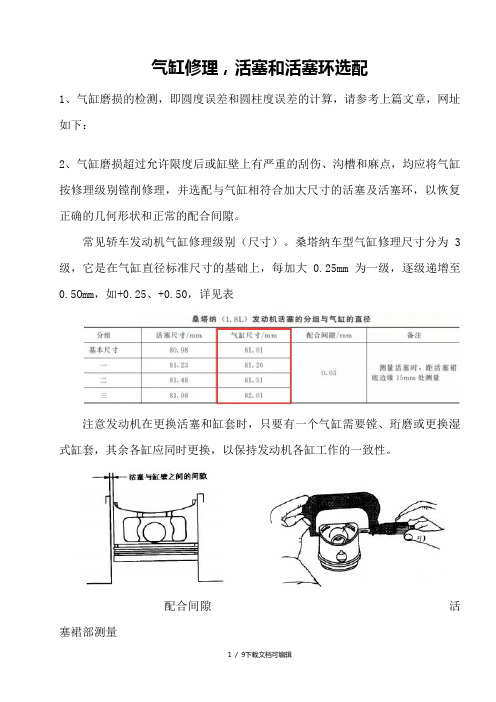
气缸修理,活塞和活塞环选配1、气缸磨损的检测,即圆度误差和圆柱度误差的计算,请参考上篇文章,网址如下:2、气缸磨损超过允许限度后或缸壁上有严重的刮伤、沟槽和麻点,均应将气缸按修理级别镗削修理,并选配与气缸相符合加大尺寸的活塞及活塞环,以恢复正确的几何形状和正常的配合间隙。
常见轿车发动机气缸修理级别(尺寸)。
桑塔纳车型气缸修理尺寸分为3级,它是在气缸直径标准尺寸的基础上,每加大0.25mm为一级,逐级递增至0.5Omm,如+0.25、+0.50,详见表注意发动机在更换活塞和缸套时,只要有一个气缸需要镗、珩磨或更换湿式缸套,其余各缸应同时更换,以保持发动机各缸工作的一致性。
配合间隙活塞裙部测量3、修理尺寸的选择气缸的修理尺寸可按下式进行计算:修理尺寸=气缸最大直径+镗、珩磨余量(镗、珩磨余量一般取0.10-0.20mm。
)计算出的修理尺寸应与修理级数相对照,如果与某一修理级数相符,可按某级数修理;如与修理级数不相符,比如计算出的修理尺寸在两级修理级数之间,则应按其中大的修理级数进行气缸的修理。
4、镗缸镗缸是对干式缸套过度磨损比较常见的修理方法。
湿式缸套主要以更换活塞气缸套组方式进行修理。
镗削量的计算。
当气缸的修理级数确定后,即可选配同级活塞,然后根据活塞直径和气缸直径计算镗削量。
活塞与气缸配合间隙0.03mm,磨缸余量为0.03-0.05mm,镗削量可按下式进行计算:镗削量=活塞裙部最大直径-气缸最小直径+活塞与气缸配合间隙-磨缸余量例如:桑塔纳轿车1.6L发动机气缸第一次需要镗、珩磨,第1级修理尺寸的活塞尺寸为81.23mm,气缸最小直径为80.01mm,活塞与气缸配合间隙0.03mm,磨缸余量为0.03-0.05mm, 那么镗削量为:镗削量81.23-80.01+0.03-0.05=0.20mm根据量缸测量结果,确定加大扩缸修理尺寸。
根据修理尺寸选定同尺寸的活塞,同组的活塞重量、尺寸应一致,按下式进行确定气缸的镗削量:镗削量=活塞裙部最大直径气缸最小直径+活塞与气缸配合间隙磨缸余量测量选用的活塞的精确直径尺寸,根据配缸间隙,留出粗镗、精镗加工余量及珩磨余量,确定起镗尺寸,初镗进刀量一般在0.03-0.05mm。

为了确保活塞环、活塞环槽与气缸壁的良好配合,发动机在修理时不可将大尺寸的活塞环锉小使用,应按照气缸的修理尺寸,选用与气缸、活塞同一修理级别的活塞环,同时对选配的活塞环应作开口间隙、侧隙、背隙、活塞环弹力和漏光度的检查。
⑴开口间隙的检修方法活塞环开口间隙是指活塞环装入气缸后,在环开口处两端之间的间隙,故也称端隙,它用来防止活塞环受热膨胀卡滞在气缸内。
检查活塞环开口间隙时,将选好的活塞环平正地装入气缸内,用活塞头部将活塞环推至气缸的未磨损处,然后用塞尺测量其开口间隙。
间隙大于规定值时,应另选活塞环;若小于规定值,可用手动磨具或细平锉刀对环一口端加以锉修。
锉修时应注意环口平整,锉完以后,去掉环外口的毛刺,以防环口锋边拉伤缸壁。
B系列发动机活塞环的开口间隙:第一道气环开口间隙:0.40~0.70mm第二道气环开口间隙:0.25~0.55mm油环的开口间隙:0.25~0.55mm⑵侧隙的检修方法1/ 3活塞环的侧隙是指环与环槽平面一侧的间隙。
测量时把活塞环放在各自的环槽内,要求能转动灵活,无涩滞感,用塞尺测量其一侧间隙。
检测梯环侧隙时,应将其与活塞一起装入气缸内测量,其值应符合规定。
侧隙过大,会影响气环的密封作用,应重新选配;侧隙过小或环宽于环槽,除梯形环应重新选配研磨外,其它形状的环可将其放在垫有平台或平玻璃的O_号纱布上研磨。
研磨时使环紧贴砂布,均匀地移动。
也可用平板玻璃涂以研磨砂,滴点机油进行研磨。
B系列发动机活塞环的侧隙值:标准极限第一道气环侧隙:0.095~0.115mm0.15mm第二道气环侧隙0.085~0.130mm0.15mm油环的侧隙:0.040~0.085mm0.13mm⑶背隙的检修方法2/ 3活塞环背隙是指活塞与活塞环装入气缸后,在活塞环背部与环槽底面之间的间隙。
为了测量方便,通常以活塞环落入环槽低于岸边的距离为测值。
一般认为此测值只要大于0~0.35mm即可,过小会使环在气缸内卡住。

活塞环标准活塞环是发动机中非常重要的部件,它与气缸、活塞和气缸盖共同作用,确保发动机的正常运转。
活塞环的标准对于发动机的性能和寿命具有至关重要的影响。
一、活塞环的材料活塞环材料的选择对发动机的性能和寿命具有决定性的影响。
常用的活塞环材料包括铸铁、合金钢、不锈钢等。
其中,铸铁是一种经济实惠且耐用的材料,适用于大多数发动机。
合金钢和不锈钢则具有更高的强度和耐腐蚀性,适用于高性能发动机。
二、活塞环的尺寸和形状活塞环的尺寸和形状对于发动机的性能和寿命也有很大的影响。
活塞环的尺寸包括直径、高度和厚度等。
活塞环的形状则包括平环、桶形环和锥形环等。
不同的尺寸和形状的活塞环适用于不同的发动机类型和工况。
三、活塞环的表面处理活塞环的表面处理对于发动机的性能和寿命也有很大的影响。
常用的表面处理方法包括镀铬、喷钼和氮化等。
这些方法可以提高活塞环的耐腐蚀性和抗摩擦性,延长发动机的寿命。
四、活塞环的安装活塞环的安装对于发动机的性能和寿命也有很大的影响。
活塞环的安装应该保证其与气缸、活塞和气缸盖之间的间隙合适,以确保发动机的正常运转。
间隙过大会导致漏气和烧机油等问题,间隙过小则会导致摩擦损失增加和活塞环断裂等问题。
五、活塞环的检测和维护活塞环的检测和维护对于发动机的性能和寿命也有很大的影响。
定期检测活塞环的磨损和变形情况,及时更换损坏的活塞环,可以保证发动机的正常运转。
同时,定期维护发动机,清洗气缸和活塞,可以延长发动机的寿命。
总之,活塞环标准是确保发动机正常运转的重要因素。
从材料选择、尺寸和形状设计、表面处理、安装到检测和维护,每一个环节都需要严格按照标准进行操作,才能保证发动机的性能和寿命。
气缸修理,活塞和活塞环选配1、气缸磨损的检测,即圆度误差和圆柱度误差的计算,请参考上篇文章,网址如下:https:///view/32d9af37b968a98271fe910ef12d2af90242a8322、气缸磨损超过允许限度后或缸壁上有严重的刮伤、沟槽和麻点,均应将气缸按修理级别镗削修理,并选配与气缸相符合加大尺寸的活塞及活塞环,以恢复正确的几何形状和正常的配合间隙。
常见轿车发动机气缸修理级别(尺寸)。
桑塔纳车型气缸修理尺寸分为3级,它是在气缸直径标准尺寸的基础上,每加大0.25mm为一级,逐级递增至0.5Omm,如+0.25、+0.50,详见表注意发动机在更换活塞和缸套时,只要有一个气缸需要镗、珩磨或更换湿式缸套,其余各缸应同时更换,以保持发动机各缸工作的一致性。
配合间隙活塞裙部测量3、修理尺寸的选择气缸的修理尺寸可按下式进行计算:修理尺寸=气缸最大直径+镗、珩磨余量(镗、珩磨余量一般取0.10-0.20mm。
)计算出的修理尺寸应与修理级数相对照,如果与某一修理级数相符,可按某级数修理;如与修理级数不相符,比如计算出的修理尺寸在两级修理级数之间,则应按其中大的修理级数进行气缸的修理。
4、镗缸镗缸是对干式缸套过度磨损比较常见的修理方法。
湿式缸套主要以更换活塞气缸套组方式进行修理。
镗削量的计算。
当气缸的修理级数确定后,即可选配同级活塞,然后根据活塞直径和气缸直径计算镗削量。
活塞与气缸配合间隙0.03mm,磨缸余量为0.03-0.05mm,镗削量可按下式进行计算:镗削量=活塞裙部最大直径-气缸最小直径+活塞与气缸配合间隙-磨缸余量例如:桑塔纳轿车1.6L发动机气缸第一次需要镗、珩磨,第1级修理尺寸的活塞尺寸为81.23mm,气缸最小直径为80.01mm,活塞与气缸配合间隙0.03mm,磨缸余量为0.03-0.05mm, 那么镗削量为:镗削量81.23-80.01+0.03-0.05=0.20mm根据量缸测量结果,确定加大扩缸修理尺寸。
实训九活塞环的选配一、实训内容1、活塞环三隙的检验;2、活塞环弹力检验;3、活塞环漏光度检验。
二、实训目的与要求使学生通过对活塞环三隙的检验、弹力检验、漏光检验等实际操作技能的学习,掌握活塞环的正确选配。
三、所需工具、仪器与设备厚薄规、活塞环漏光检验装置、弹力检验仪、锉刀、活塞环钳等。
四、安全与环保教育1、树立安全文明生产意识。
2、合理使用工具、量具及设备。
3、操作规范,安全、文明作业。
4、学生应穿工作服进行实习操作,工作场地应打扫清洁,机具摆放整齐。
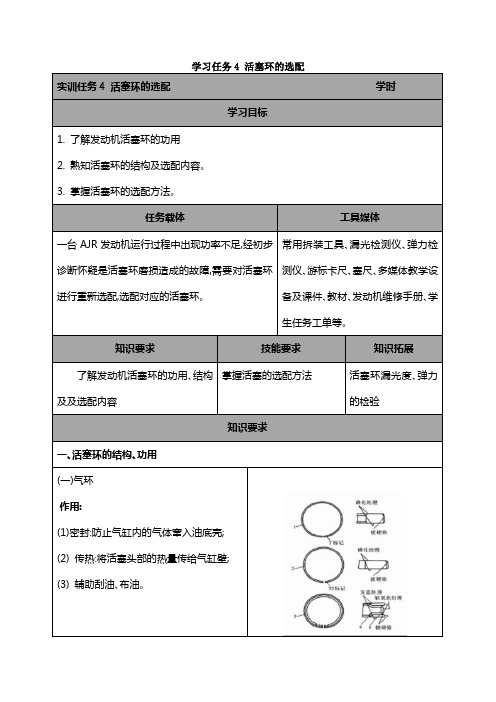
五、构造、原理、作用、技术标准和检验、维修方法1、活塞环的结构与作用活塞环可分为气环和油环两种。
气环的功能是密封活塞与汽缸壁间的间隙,防止汽缸中的高温、高压燃气大量漏入曲轴箱中,同时将活塞项部的大部分热量通过活塞环传递到汽缸壁上;油环则是用来在汽缸表面涂上一层均匀的油膜,并将多余的润滑油刮去,以防止润滑油窜入汽缸燃烧,同时油环也起着密封的作用。
气环的工作条件要求气环的材料要耐热、耐磨、具有高强度以及高的冲击韧性和良好的磨合性。
气环的断面形状有多种,包括:矩形环、锥形环、正扭曲内切环、反扭曲内切环、梯形环和桶形环等。
矩形断面的气环随活塞往复运动时,会把汽缸壁上的润滑油送入汽缸中,缸壁的润滑油压入燃烧室,会使燃烧室形成积炭和增加机油消耗。
为了减少润滑油进入燃烧室,气环广泛采用非矩形断面的扭曲环和桶面环。
油环一般为钢带组合式油环,它由两片相互独立的刮片和一个弹性良好的钢丝衬环组成,衬环的弹力作用使两个刮片分别向上和向下压向活塞环槽端面,形成端面密封,从而大大地减少了窜油量。
这种油环具有以下优点:①片环很薄,接触压力高,刮油能力强;②两个钢片独立工作,对汽缸的适应性好:③回油通路大,油路中不易结胶,降低了润滑油的消耗。
技术标准六、实训步骤(一)活塞环的磨损活塞环磨损有两种形式:磨料磨损和拉毛磨损。
(1)磨料磨损磨料磨损主要是由进入汽缸的尘土、机械杂质等引起的,这些尖锐的杂质附在缸壁上,产生活塞环和活塞的磨料磨损,并通过润滑油到处扩散。
活塞环的选配
一、实训内容
1、活塞环三隙的检验;
2、活塞环弹力检验;
3、活塞环漏光度检验。
二、实训目的与要求使学生通过对活塞环三隙的检验、弹力检验、漏光检验等实际操作技能的学习,掌握活塞环的正确选配。
三、所需工具、仪器与设备厚薄规、活塞环漏光检验装置、弹力检验仪、锉刀、活塞环钳等。
四、安全与环保教育
1、树立安全文明生产意识。
2、合理使用工具、量具及设备。
3、操作规范,安全、文明作业。
4、学生应穿工作服进行实习操作,工作场地应打扫清洁,机具摆放整齐。
五、构造、原理、作用、技术标准和检验、维修方法
1、活塞环的结构与作用活塞环可分为气环和油环两种。
气环的功能是密封活塞与汽缸壁间的间隙,防止汽缸中的高温、高压燃气大量漏入曲轴箱中,同时将活塞项部的大部分热量通过活塞环传递到汽缸壁上;油环则是用来在汽缸表面涂上一层均匀的油
膜,并将多余的润滑油刮去,以防止润滑油窜入汽缸燃烧,同时油环也起着密封的作用。
气环的工作条件要求气环的材料要耐热、耐磨、具有高强度以及高的冲击韧性和良好的磨合性。
气环的断面形状有多种,包括:矩形环、锥形环、正扭曲内切环、反扭曲内切环、梯形环和桶形环等。
矩形断面的气环随活塞往复运动时,会把汽缸壁上的润滑油送入汽缸中,缸壁的润滑油压入燃烧室,会使燃烧室形成积炭和增加机油消耗。
为了减少润滑油进入燃烧室,气环广泛采用非矩形断面的扭曲环和桶面环。
油环一般为钢带组合式油环,它由两片相互独立的刮片和一个弹性良好的钢丝衬环组成,衬环的弹力作用使两个刮片分别向上和向下压向活塞环槽端面,形成端面密封,从而大大地减少了窜油量。
这种油环具有以下优点:①片环很薄,接触压力高,刮油能力强;
②两个钢片独立工作,对汽缸的适应性好:③回油通路大,油路中不易结胶,降低了润滑油的消耗。
技术标准发动机型号端隙(mm)侧隙(mm)气环油环气环油环CA6102第一道0、5~0、
70、3~0、
50、055~0、08
70、04~0、08第二道0、4~0、6EQ61000、29~0、4
90、5~0、7第一道0、05~0、
11、03~0、07第二道0、03~0、09TJ376Q0、20~0、700、20~1、
100、03~0、1
20、03~0、12六、实训步骤
(一)活塞环的磨损活塞环磨损有两种形式:磨料磨损和拉毛磨损。
(1)磨料磨损磨料磨损主要是由进入汽缸的尘土、机械杂质等引起的,这些尖锐的杂质附在缸壁上,产生活塞环和活塞的磨料磨损,并通过润滑油到处扩散。
第一道气环的环压较大,磨损最快。
(2)拉毛磨损拉毛是一种熔接过程,即在相互移动表面的高出部分因温度很高、间隙很小,相互严重摩擦,活塞环的小片金属暂时熔化,发生熔接、拉毛。
活塞环的拉毛通常发生在第一道气环到达汽缸上止点的位置,因为此处温度最高,润滑最差,而且环相对缸壁有短暂的停留,所以最容易发生拉毛。
拉毛一经开始,便迅速扩展,当拉毛继续扩展时,气环和油环的密封作用遭到破坏,漏气和润滑油消耗增加。
拉毛磨损除使活塞环和活塞损坏外,还会引起汽缸损坏。
(二)正确掌握更换活塞环的时机活塞环长期在高温下工作,润滑条件差,随着磨损加剧,弹力逐渐减弱,开口间隙、侧隙增大,导致汽缸密封变坏,产生漏气窜油现象,使发动机功率降低,油料消耗增多。
实践证明,活塞环使用寿命比汽缸使用寿命要短。
因此,在两次大修之间,应进行一次换环保养,以改善发动机的动力性和经济性。
不适时更换活塞环,会加速发动机的磨损,缩短发动机使用寿命,从而影响发动机的动力性和经济性。
掌握正确的换环时机,应考虑以下两个方面:①当车辆行驶km左右,发动机功率降低,燃油和润滑油消耗增加时,应考虑更
换活塞环。
②发动机的动力性和经济性不良,汽缸压力降低,功率显著下降,燃油和润滑油消耗显著增加,火花塞容易积炭,排气冒蓝烟,此时应及时更换活塞环。
(三)活塞环的选配活塞环出现折断或磨损严重造成气缸压力明显下降时,应更换新件。
选配新活塞环时,必须保证活塞环与活塞及气缸应为同一级修理尺寸,而且其端隙、侧隙、背隙、弹力及漏光度均应符合要求。
1、活塞环的“三隙”检验(1)端隙检验:将活塞环置于气缸内,用活塞顶部将活塞环推平,然后将厚薄规插入活塞环开口处进行测量,若端隙大于规定值(见技术标准),应重新选取活塞环;端隙小于规定值时,可对环口的一端进行锉削(只能锉削一端环口,并去除毛刺,以防刮伤气缸)。
(2)侧隙检验:活塞环的侧隙是指安装到活塞上后,活塞环侧面与活塞环槽之间的间隙。
将活塞环放人相应的环槽中滚动检查时,活塞环应滚动灵活且不松旷,用厚薄规进行测量时,侧隙应符合要求。
侧隙过大或过小时均应重新选取活塞环。
(3)背隙检验:背隙是活塞环装入气缸后,环的背面与环槽槽底之间的间隙。
为了测量方便,通常以环槽槽深与环的宽度之差表示,将活塞环推靠到环槽槽底后,其外圆面应低于环岸0方观察活塞环的漏光程度。
漏光检验时,活塞环端口左右30范围内不应有漏光点;同一根活塞环漏光不得多于2处,每处漏光弧长对应的圆心角不得超过25,同一环上漏光总弧
长对应的圆心角不得超过45;漏光处的缝隙应不大于0、03m。
七、测评标准八、思考题
1、如何选择更换活塞环的时机?
2、选配活塞环时应做哪些检查?。