锡膏评估报告
- 格式:pptx
- 大小:3.97 MB
- 文档页数:14

锡膏评估内容目的:从锡膏的成分,性能,焊接外观以及可靠性方面进行详细评估。
一.测试项目及相关的仪器,标准依据二.评估内容及方法1.锡粉的合金组成1)目的:确认合金的成分与不纯物比例是否符合测试标准规格。
2)测试标准:请参考J-STD-0063)测试仪器:火花直读光谱仪4)测试方法:A)从锡膏中取样约250g,并用溶剂洗净锡膏中的flux。
B)加热使其成为锡块。
C)将锡块样本放置在火花放射光谱仪上,进行测试。
D)约在30 秒之后,电脑将自动打印出设定测试的合金不纯物比例的列表。
5)判定标准:合金比例与不纯物比例必须符合J-STD-006 的标准规格。
6)测试结果记录2.锡粉的粒径与形状1)目的:良好的锡粉形状与粒径范围,将有助于印刷时的下锡性。
2)测试标准J-STD-005 IPC-TM-650 2.2.143) 测试仪器:激光粒度仪4)测试方法:使用80 倍以上的显微镜观察锡粉外观。
并利用随机取样的方式计算出锡粉的粒径分布范围,同时观察锡粉的形状是否呈现为“真球形”或者是“不定形状”。
5) 测试结果记录3. 粘度测试/触变性测试1)目的:测试锡膏粘度以及触变系数(TI),确保锡膏的印刷品质及保持良好的下锡性。
2)测试标准:JIS-Z-31973)测试仪器:Malcom PCU-205 型粘度计,刮刀,超声波清洗器4)测试方法:A)将焊锡膏放在室温(25℃)里2-3 小时。
B)打开锡膏罐,用刮刀小心搅拌1-2 分钟C)将锡膏放在容器的恒温槽D)回转速度调整在10RPM,温度设定在25.0℃,约3 分钟确认被转子所吸取的锡膏出现在排出口上,停止回转,等到温度回复稳定。
E)温度调整稳定后,设定10RPM。
读取3 分钟后的读数。
F)接着设定3RPM 的回转速度,在回转状态下于6 分钟时读数,再设定30RPM 的回转速度,在回转状态下于3 分钟时读数。
G)设置模式为option A,仪器会自动设置回转速度10→3→4→5→10→20→30→10RPM 变化,读取3,10,30,10RPM 时的粘度值。
锡膏的评估学会怎样通过一个稳健的焊锡系统评估的模式来为公司节省经费。
焊接系统是化学可兼容性过程的一个重要部分,应该彻底地评估,以得到维持或改进。
一个焊接系统可定义为所有具有助焊剂的化学物质,诸如锡膏、波峰焊接助焊剂和多数的返工材料。
为了本评估的目的,我们认为波峰焊接系统用的焊锡条和锡线严格地说是一种商品,不是系统评估的部分。
我们使用一个在下面将要详细描述的6σ 程序来进行焊接系统的评估分析。
在过去三年里,通用电气公司(General Electric Company)已经使用6σ 程序来评估和引入工艺。
在6σ 程序中使用的统计工具与方法适合于一个焊接系统评估所要求的分析类型。
在我们的焊接系统评估开始时,我们决定任何认可的系统必须至少与我们现有的系统一样好,不管价格。
与工业中其它人的讨论使我们相信我们现有的焊接系统是一个非常令人敬畏的敌人。
我们的目标是以许多标准来评估许多的供应商。
我们将认可所有比我们现有系统表现更好的系统。
通过认可几个不同的系统,采购部门将能够讨价还价,而不陷入唯一来源。
当我们简单地宣布我们计划进行评估时,我们现在的焊锡系统供应商将其价格降低39%! 认可几个不同的系统给你机会节约公司的资金。
要评估哪些制造商?评估中我们的第一步是决定我们要求的锡膏(solder paste)类型。
我们的板有密间距(fine pitch,小于20-mil)、侵入式回流焊接(通孔引脚在锡膏中pin-in-paste)、双面回流焊接和胶点。
通过考查我们的工艺过程和几个锡膏制造商一起工作,我们决定我们需要免洗、低残留物、探针可测试的(pin testable)、63锡/37铅、90%金属含量的锡膏。
提前决定这些需求缩短了涉及索求报价的时间与工作。
简单地询求每年多少重量的锡膏将使供应商判断我们的需求,引导他们适当地报价不同的产品。
专门确定我们所要求的锡膏是比较不同制造商类似产品的最好方法。
其次,我们决定应该让哪些供应商来完成评估。
锡膏评估报告焊膏评估(Evaluating Solder Paste)1评估项目1.1 金属粉末百分(质量)含量(Solder Paste Metal Content By Weight)1.2 润湿(Wetting)1.3 塌落(Slump)1.4 粘附性(Tack)1.5 焊料球(Solder Ball)1.6 工作寿命(Worklife)1.7 粘度(Viscosity)1.8 合金成份(Alloy)1.9 粒径(Powder Size)1.10 卤素含量1.11 一次通过率2 评估方法2.1 金属粉末百分(质量)含量(Solder Paste Metal Content By Weight)2.1.1 试样约50g焊膏。
2.1.2 设备、仪器和材料a) 天平(Balance):精确到0.01g;b) 加热设备(如热风枪);c) 焊剂溶剂(Solvent)。
2.1.3 试验步骤a)称取10~50g(精确到0.01g)的焊膏放入已称重的耐热容器内;b)在合金液相线上25oC熔化焊膏后,冷却至室温;c)用Solvent清洗焊膏残留物后,将样品烘干;d)称取容器重量,计算出焊膏含金属的重量。
利用下面的公式计算焊膏的金属含量:(焊膏中金属的重量/焊膏原始重量)*100%=金属含量%2.1.4评估标准按此试验方法进行分析时,合金粉末百分(质量)含量的实测值与规格值偏差应不大于±1%。
2.2 润湿(Wetting)2.2.1 试样与所用基板焊盘性能相似的无氧铜片,尺寸为76mm*25mm*0.8mm。
2.2.2 设备、仪器和材料a) 平整的热板;b) 10倍的放大镜;c) 液态的铜清洗剂(如50g磷酸三钠、50g磷酸氢钠加1L的水的溶液);d) 去离子水;e) 异丙醇;f) 焊剂清洗剂;g) 模板:尺寸为76mm*25mm*0.2mm,模板上至少开有三个直径为6.5mm的圆形孔,孔距最小为10mm。
无铅焊锡膏出货检验报告
一、检验目的
本报告旨在对无铅焊锡膏的出货质量进行检验,确保产品符合相关标
准和规定要求。
二、检验方法
1.外观检验:采用目视检验法,对焊锡膏的外观进行检查,包括颜色、光泽度、均匀度等。
2.粘度检验:采用粘度计测定焊锡膏的粘度,确保其在使用时具有适
当的流动性。
3.焊接性能检验:采用回流焊法进行焊接,测试焊点外观和焊接强度。
4.化学成分检验:采用X射线荧光光谱法或能谱法测定焊锡膏中主要
元素的含量,确保符合标准要求。
三、样品信息
样品名称:无铅焊锡膏
生产日期:XXXX年XX月XX日
生产批次:XXXXXX
四、检验结果
1.外观检验结果:焊锡膏颜色为灰白色,光泽度良好,均匀度较好。
2.粘度检验结果:焊锡膏粘度为XXmPa·s,符合标准要求。
3.焊接性能检验结果:经过回流焊处理后,焊点外观无异常,焊接强度符合标准要求。
4.化学成分检验结果:焊锡膏中主要元素Sn、Ag、Cu等的含量符合标准要求,无异常成分。
五、结果分析
经过对无铅焊锡膏的检验,样品外观、粘度、焊接性能和化学成分均符合标准要求,产品质量合格。
六、结论
据检验结果分析,无铅焊锡膏样品质量符合相关标准和规定要求,可正常出货使用。
七、建议
为了保持产品质量的稳定,建议生产商在生产过程中严格按照工艺流程和质量控制标准进行操作,并且定期对产品进行抽检,以确保产品的稳定性和一致性。
以上为无铅焊锡膏出货检验报告,共计XXX字。
焊接系统是化学可兼容性过程的一个重要部分,应该彻底地评估,以得到维持或改进。
一个焊接系统可定义为所有具有助焊剂的化学物质,诸如锡膏、波峰焊接助焊剂和多数的返工材料。
为了本评估的目的,我们认为波峰焊接系统用的焊锡条和锡线严格地说是一种商品,不是系统评估的部分。
我们使用一个在下面将要详细描述的6σ 程序来进行焊接系统的评估分析。
在过去三年里,通用电气公司(General Electric Company)已经使用6σ 程序来评估和引入工艺。
在6σ 程序中使用的统计工具与方法适合于一个焊接系统评估所要求的分析类型。
在我们的焊接系统评估开始时,我们决定任何认可的系统必须至少与我们现有的系统一样好,不管价格。
与工业中其它人的讨论使我们相信我们现有的焊接系统是一个非常令人敬畏的敌人。
我们的目标是以许多标准来评估许多的供应商。
我们将认可所有比我们现有系统表现更好的系统。
通过认可几个不同的系统,采购部门将能够讨价还价,而不陷入唯一来源。
当我们简单地宣布我们计划进行评估时,我们现在的焊锡系统供应商将其价格降低39%! 认可几个不同的系统给你机会节约公司的资金。
要评估哪些制造商?评估中我们的第一步是决定我们要求的锡膏(solder paste)类型。
我们的板有密间距(fine pitch,小于 20-mil)、侵入式回流焊接(通孔引脚在锡膏中pin-in-paste)、双面回流焊接和胶点。
通过考查我们的工艺过程和几个锡膏制造商一起工作,我们决定我们需要免洗、低残留物、探针可测试的(pin testable)、63锡/37铅、90%金属含量的锡膏。
提前决定这些需求缩短了涉及索求报价的时间与工作。
简单地询求每年多少重量的锡膏将使供应商判断我们的需求,引导他们适当地报价不同的产品。
专门确定我们所要求的锡膏是比较不同制造商类似产品的最好方法。
其次,我们决定应该让哪些供应商来完成评估。
我们开始包括我们认为是主要制造商的。
我们现存的系统用作其它产品比较的基线。


锡膏评估内容一.测试项目及相关的仪器,标准依据二.评估内容及方法1.锡粉的合金组成1)目的:确认合金的成分与不纯物比例是否符合测试标准规格。
2)测试标准:请参考J-STD-0063)测试仪器:火花直读光谱仪4)测试方法:A)从锡膏中取样约250g,并用溶剂洗净锡膏中的flux。
B)加热使其成为锡块。
C)将锡块样本放置在火花放射光谱仪上,进行测试。
D)约在30 秒之后,电脑将自动打印出设定测试的合金不纯物比例的列表。
5)判定标准:合金比例与不纯物比例必须符合J-STD-006 的标准规格。
6)测试结果记录2.锡粉的粒径与形状1)目的:良好的锡粉形状与粒径范围,将有助于印刷时的下锡性。
2)测试标准J-STD-005 IPC-TM-650 2.2.143) 测试仪器:激光粒度仪4)测试方法:使用80 倍以上的显微镜观察锡粉外观。
并利用随机取样的方式计算出锡粉的粒径分布范围,同时观察锡粉的形状是否呈现为“真球形”或者是“不定形状”。
5) 测试结果记录3. 粘度测试/触变性测试1)目的:测试锡膏粘度以及触变系数(TI),确保锡膏的印刷品质及保持良好的下锡性。
2)测试标准:JIS-Z-31973)测试仪器:Malcom PCU-205 型粘度计,刮刀,超声波清洗器4)测试方法:A)将焊锡膏放在室温(25℃)里2-3 小时。
B)打开锡膏罐,用刮刀小心搅拌1-2 分钟C)将锡膏放在容器的恒温槽D)回转速度调整在10RPM,温度设定在25.0℃,约3 分钟确认被转子所吸取的锡膏出现在排出口上,停止回转,等到温度回复稳定。
E)温度调整稳定后,设定10RPM。
读取3 分钟后的读数。
F)接着设定3RPM 的回转速度,在回转状态下于6 分钟时读数,再设定30RPM 的回转速度,在回转状态下于3 分钟时读数。
G)设置模式为option A,仪器会自动设置回转速度10→3→4→5→10→20→30→10RPM 变化,读取3,10,30,10RPM 时的粘度值。
0.3g锡银铜锡膏试用报告
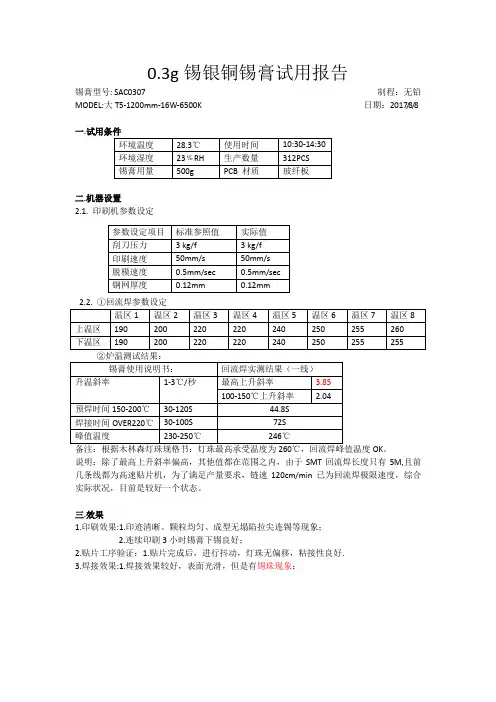
锡膏型号: SAC0307 制程:无铅MODEL:大T5-1200mm-16W-6500K 日期:2017/8/8
一.试用条件
二.机器设置
2.1. 印刷机参数设定
OK。
说明:除了最高上升斜率偏高,其他值都在范围之内,由于SMT回流焊长度只有5M,且前几条线都为高速贴片机,为了满足产量要求,链速120cm/min已为回流焊极限速度,综合实际状况,目前是较好一个状态。
三.效果
1.印刷效果:1.印迹清晰、颗粒均匀、成型无塌陷拉尖连锡等现象;
2.连续印刷3小时锡膏下锡良好;
2.贴片工序验证:1.贴片完成后,进行抖动,灯珠无偏移,粘接性良好.
3.焊接效果:1.焊接效果较好,表面光滑,但是有锡珠现象;
品质检验:
四,外观以及点亮、测试验证:
1. 焊点表面光泽度
2. 推力测试:推力测试>3KG,合格
五:老化包装:无异常
六,是否符合环保要求
DFA(0307) RoHS 2017.5.4.PDF
七、Flux 腐蚀性;
DFA_0307_无铅免洗焊锡膏使用说明书
八、成本;
八、总结
锡珠问题主要为LED 焊盘PCB 焊盘不匹配,锡膏多造成,与锡膏本身无关,其他测试结果均满足生产工艺以及品质要求,为了降低生产成本,建议该锡膏投入生产。
制作: 审核:
批准:。
水洗锡膏验证报告模板1. 引言本次验证使用的是水洗锡膏,决定进行验证的原因是为了保证水洗锡膏在使用过程中,不会对生产造成什么危害。
本文档旨在记录验证的过程和结果,以便评估水洗锡膏的品质和可靠性。
2. 验证目标本次验证主要目的是检验水洗锡膏与之前使用的锡膏的效果是否一致,以及水洗锡膏使用对电路板的影响。
在此过程中,我们将记录和分析水洗锡膏与电路板表面接触后的污染程度、焊接点的可靠性、电器性能和外观质量等方面。
3. 实验步骤3.1 实验条件在所有实验中,使用的条件均为:1.温度:25℃±3℃2.湿度:60%RH±10%RH3.电路板大小:10cm x 10cm4.焊接温度:260℃±5℃5.验证周期:每周进行一次验证3.2 实验设备本次验证主要使用以下设备:1.电路板2.焊接炉3.锡膏刮刀4.化学试剂(去污剂、去胶剂、去锡剂、抛光剂等)3.3 实验流程1.将水洗锡膏涂抹在电路板的指定区域,并进行焊接。
2.将焊接后的电路板进行切割和清洗,并记录焊接过程中的详细数据。
3.对焊接后的电路板进行污染程度、焊接点的可靠性、电器性能和外观质量等多个方面进行评估。
4. 实验结果4.1 污染程度通过对焊接后的电路板进行目视检查和显微镜下的观察,可以看到该电路板表面的污染程度很低,并且使用去污剂和去胶剂可以轻易清除。
因此,可以得出结论,水洗锡膏对电路板的污染程度较低。
4.2 焊接点的质量通过对焊接点进行多次剪切测试,可以发现水洗锡膏的焊接质量与之前使用的锡膏的质量相当。
这表明水洗锡膏可以产生良好的焊接效果,并且能够保持焊接强度和稳定性。
4.3 电器性能通过对焊接后的电路板进行电测试,可以发现,水洗锡膏并不会影响电路板的电器性能。
测试结果表明,焊接后的电路板的电阻值和电流值与基准值相差较小,达到了设计要求。
4.4 外观质量通过对电路板样品进行观察和比较,可以发现,焊接使用水洗锡膏的电路板外观没有明显变化。
ALPHA锡膏评估报告(共二次)VER. 1.0 DATE: 29/05/2008`1.0<<目的>>通过试验评估ALPHA新锡膏,验证在Pine工厂使用的可行性。
2.0 <<ALPHA锡膏资料>>产品名称:ALPHA OM338PT Solder Paste供应商名称:Cookson Electronic Assembly Materials 批号: 20371753 WL生产日期: 05/05/08焊剂类型/含量: 11.5%.锡粉粒度: Type 3, (25-45μm per IPC J-STD-005) 锡膏黏度:颜色Clear, Colorless Flux Residue合金所占比例: SAC305 (96.5%Sn/3.0%Ag/0.5%Cu)Reflow Profile 见<图1>保存环境/期限: 0-8°C (32-46°F) / 6 months3.0 <<试验设备>>试验场地:SMT 5,7线,DIP,TEST,QE_LAB;设备配置冰箱:星星LSC-238M锡膏搅拌机:UM-102印刷机:Kelin-Clean FSP-2015P/Kelin-Clean PT-250贴片机:Fuji CP-842E/ Fuji XP-243E洄流焊:FolunGWIN FL-VP1260/Vitronics coltec XPM2自动光学检测仪:无波峰焊:D.S.K EQ-300XLπX-Ray:Israeli XCN-E28振动设备:GIANI FORCE TBSY-315高低温煲机设备:巨孚恒温恒湿箱YH-400F拉力计:DIGITAL FORCE GAUGE SH-504.0<<制程条件>>C:\Alphametal第二次试验曲线5.0<<参考文件>>IPC-A-610D <Acceptability of ElectronicAssemblies>QE-1C-QA-0035 <>QE-1C-QA-0042 <产品可靠性试验指引>6.0<<ALPHA锡膏特性评估>>]7.01st LOT(200pcs), Product:T86J-YAH(070813)Date:05/052008, Solder Paste: ALPHA OM338PT,Lot: 20368156 WLb)TOP Production: ( SMT:8线)c)Function Test:(第二次试验)8.0<<ALPHA锡膏试验产品品质状况>>2st LOT(200pcs), Product:T86J-YAH(070813)Date:05/052008, Solder Paste: ALPHA OM338PT,Lot: 20371753 WLa)BOT Production:( SMT:5线)b)TOP Production: ( SMT:7线)c)Function Test:9.0结论:ALPHA OM338PT SAC395无铅锡膏在Pine工厂T98/T86产品上,按现有的制程条件小批量试产评估结果如下:1、此锡膏的相关参数符合我们产品要求;2、此锡膏的印刷性能基本符合要求;3、焊接效果符合PCBA外观检验标准的要求。
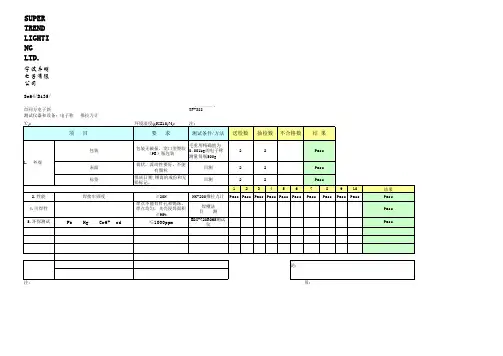
实业有限公司COMPANY LIMITEDK-148Sn96.5Ag3.0Cu0.5Lead-free, No-clean solder paste (ROL0)验证报告地址:东莞市Telephone: 0769-Fax: 0769-This data recommendations presented are based on tests, which we consider reliable. We advise that all chemical product be used only by or under the direction of technically qualified personnel who are aware of the potential hazards involved and the necessity for reasonable care in their handling.COMPANY LIMITED一、锡膏型号及品牌-----------------------------------------------------------------2二、无铅锡膏规格书-----------------------------------------------------------------3三、测试项目及相关的仪器--------------------- -------------------------------------4四、测试项目及结果1)合金及不纯物成分分析--------------------------------------------------------52)锡粉粒径与形状--------------------------------------------------------------63)锡粉氧含量------------------------------------------------------------------74)粘度/触变指数---------------------------------------------------------------85)金属含量--------------------------------------------------------------------96)锡球测试-------------------------------------------------------------------107)坍塌测试----------------------------------------------------------------11-128)扩展率---------------------------------------------------------------------139)卤素含有量 ----------------------------------------------------------------1410)卤化物含量-----------------------------------------------------------------1511)水溶液电阻 ----------------------------------------------------------------1612)铜镜测试-------------------------------------------------------------------1713)铜板测试-------------------------------------------------------------------1814)表面绝缘阻抗------------------------------------------------------------19-2015)电迁移------------------------------------------------------------------21-2216)粘着力---------------------------------------------------------------------2317)回流曲线-------------------------------------------------------------------24五、总结--------------------------------------------------------------------------25COMPANY LIMITED 一、锡膏型号及品牌K系列COMPANY LIMITED二、无铅锡膏规格书编号 项目 规格 测试方法/标准1 外观 平滑膏状,表面光亮2 合金及不纯物组成 Sn96.5Ag3.0Cu0.5 J-STD-0063 液相温度 221℃ DSC4 锡粉粒径 20-38 J-STD-0055 锡粉形状 球形 IPC-TM-650 2.2.146 金属含量 88.5±0.5% IPC-TM-650 2.2.207 卤素含量 0.05%以下 IPC-TM-650 2.3.358 比重 7.410 助焊剂种类 ROL0 J-STD-004可靠性测试编号 测试项目 测试结果 测试标准1 铬酸银测试 PASS 试纸未变色 IPC-TM-650 2.3.332 铜镜测试 PASS 铜镜未透光 IPC-TM-650 2.3.323 铜板腐蚀测试 PASS 铜板未腐蚀 IPC-TM-650 2.6.154 表面绝缘阻抗 PASS 1×109IPC-TM-650 2.6.3.35 电子迁移测试 PASS 1×108以上,无迁移现象 IPC-TM-650 2.6.14.16 扩展率测试 75%以上 JIS-Z-3197 8.3.1.1合金组成标准范围主成分 RoHS控制成分 其他杂质锡 Sn 银Ag铜Cu铅Pb镉Cd金Au镍Ni铟In锌Zn铝Al锑Sb铁Fe砷As铋BiREM 2.8-3.2 0.4-0.60.05max0.002max0.05max0.01max0.1max0.002max0.005max0.05max0.02max0.03max0.10maxCOMPANY LIMITED三、测试项目及相关的仪器:编号 测试项目 测试设备 标准火花直读光谱仪 J-STD-0061 合金及不纯物组成分析2 锡粉粒径与形状 激光粒度仪 J-STD-005,J-STD-006IPC-TM-650 2.2.143 锡粉氧含量 电子天平,油酸4 粘度 Malcom PCU-205 JIS-Z-3197 8.2.15 金属含量 电子天平,陶瓷杯 IPC-TM-650 2.2.206 锡球测试 陶瓷基板,加热板 IPC-TM-650 2.4.437 坍塌性 印刷钢板,烘箱 IPC-TM-650 2.4.358 扩展率 铜板,加热板 JIS-Z-3197 8.3.1.19 卤化物含量 硝酸银溶液,碱式滴定管 IPC-TM-650 2.3.3510 铬酸银测试 铬酸银试纸 IPC-TM-650 2.3.3311 水溶液电阻 HANNA HI873312 铜镜测试 可程式恒温恒湿实验机,铜镜 IPC-TM-650 2.3.3213 铜板腐蚀测试 可程式恒温恒湿实验机,铜片 IPC-TM-650 2.6.1514 表面结缘阻抗 可程式恒温恒湿实验机,梳形电路板 IPC-TM-650 2.6.3.315 电子迁移试验 可程式恒温恒湿实验机,梳形电路板 IPC-TM-650 2.6.14.116 粘着力测试 粘着力测试仪器 IPC-TM-650 2.4.4417 回流曲线 回流焊COMPANY LIMITED四、测试项目及测试结果:1.锡粉的合金组成1)目的:确认合金的成分与不纯物比例是否符合测试标准规格。
焊膏评估(Evaluating Solder Paste)1评估项目1.1 金属粉末百分(质量)含量(Solder Paste Metal Content By Weight)1.2 润湿(Wetting)1.3 塌落(Slump)1.4 粘附性(Tack)1.5 焊料球(Solder Ball)1.6 工作寿命(Worklife)1.7 粘度(Viscosity)1.8 合金成份(Alloy)1.9 粒径(Powder Size)1.10 卤素含量1.11 一次通过率2 评估方法2.1 金属粉末百分(质量)含量(Solder Paste Metal Content By Weight)2.1.1 试样约50g焊膏。
2.1.2 设备、仪器和材料a) 天平(Balance):精确到0.01g;b) 加热设备(如热风枪);c) 焊剂溶剂(Solvent)。
2.1.3 试验步骤a)称取10~50g(精确到0.01g)的焊膏放入已称重的耐热容器内;b)在合金液相线上25oC熔化焊膏后,冷却至室温;c)用Solvent清洗焊膏残留物后,将样品烘干;d)称取容器重量,计算出焊膏含金属的重量。
利用下面的公式计算焊膏的金属含量:(焊膏中金属的重量/焊膏原始重量)*100%=金属含量%2.1.4评估标准按此试验方法进行分析时,合金粉末百分(质量)含量的实测值与规格值偏差应不大于±1%。
2.2 润湿(Wetting)2.2.1 试样与所用基板焊盘性能相似的无氧铜片,尺寸为76mm*25mm*0.8mm。
2.2.2 设备、仪器和材料a) 平整的热板;b) 10倍的放大镜;c) 液态的铜清洗剂(如50g磷酸三钠、50g磷酸氢钠加1L的水的溶液);d) 去离子水;e) 异丙醇;f) 焊剂清洗剂;g) 模板:尺寸为76mm*25mm*0.2mm,模板上至少开有三个直径为6.5mm的圆形孔,孔距最小为10mm。
2.2.3 步骤a)将裸铜板用60~80oC液态铜清洗剂清洗15min~20min,然后进行水洗、异丙醇漂洗,干燥,在去离子水中放10min,在空气中晾干;b) 在样板上进行印刷焊膏;c)将热平板控制在焊膏中合金粉未的液相线温度以上25oC±3oC;d)用热风枪加热焊膏,接触总时间不得超过20s;e)用20倍放大镜观察试样。