锡膏测试报告
- 格式:xls
- 大小:21.00 KB
- 文档页数:1
锡膏评估报告焊膏评估(Evaluating Solder Paste)1评估项目1.1 金属粉末百分(质量)含量(Solder Paste Metal Content By Weight)1.2 润湿(Wetting)1.3 塌落(Slump)1.4 粘附性(Tack)1.5 焊料球(Solder Ball)1.6 工作寿命(Worklife)1.7 粘度(Viscosity)1.8 合金成份(Alloy)1.9 粒径(Powder Size)1.10 卤素含量1.11 一次通过率2 评估方法2.1 金属粉末百分(质量)含量(Solder Paste Metal Content By Weight)2.1.1 试样约50g焊膏。
2.1.2 设备、仪器和材料a) 天平(Balance):精确到0.01g;b) 加热设备(如热风枪);c) 焊剂溶剂(Solvent)。
2.1.3 试验步骤a)称取10~50g(精确到0.01g)的焊膏放入已称重的耐热容器内;b)在合金液相线上25oC熔化焊膏后,冷却至室温;c)用Solvent清洗焊膏残留物后,将样品烘干;d)称取容器重量,计算出焊膏含金属的重量。
利用下面的公式计算焊膏的金属含量:(焊膏中金属的重量/焊膏原始重量)*100%=金属含量%2.1.4评估标准按此试验方法进行分析时,合金粉末百分(质量)含量的实测值与规格值偏差应不大于±1%。
2.2 润湿(Wetting)2.2.1 试样与所用基板焊盘性能相似的无氧铜片,尺寸为76mm*25mm*0.8mm。
2.2.2 设备、仪器和材料a) 平整的热板;b) 10倍的放大镜;c) 液态的铜清洗剂(如50g磷酸三钠、50g磷酸氢钠加1L的水的溶液);d) 去离子水;e) 异丙醇;f) 焊剂清洗剂;g) 模板:尺寸为76mm*25mm*0.2mm,模板上至少开有三个直径为6.5mm的圆形孔,孔距最小为10mm。
无铅焊锡膏出货检验报告
一、检验目的
本报告旨在对无铅焊锡膏的出货质量进行检验,确保产品符合相关标
准和规定要求。
二、检验方法
1.外观检验:采用目视检验法,对焊锡膏的外观进行检查,包括颜色、光泽度、均匀度等。
2.粘度检验:采用粘度计测定焊锡膏的粘度,确保其在使用时具有适
当的流动性。
3.焊接性能检验:采用回流焊法进行焊接,测试焊点外观和焊接强度。
4.化学成分检验:采用X射线荧光光谱法或能谱法测定焊锡膏中主要
元素的含量,确保符合标准要求。
三、样品信息
样品名称:无铅焊锡膏
生产日期:XXXX年XX月XX日
生产批次:XXXXXX
四、检验结果
1.外观检验结果:焊锡膏颜色为灰白色,光泽度良好,均匀度较好。
2.粘度检验结果:焊锡膏粘度为XXmPa·s,符合标准要求。
3.焊接性能检验结果:经过回流焊处理后,焊点外观无异常,焊接强度符合标准要求。
4.化学成分检验结果:焊锡膏中主要元素Sn、Ag、Cu等的含量符合标准要求,无异常成分。
五、结果分析
经过对无铅焊锡膏的检验,样品外观、粘度、焊接性能和化学成分均符合标准要求,产品质量合格。
六、结论
据检验结果分析,无铅焊锡膏样品质量符合相关标准和规定要求,可正常出货使用。
七、建议
为了保持产品质量的稳定,建议生产商在生产过程中严格按照工艺流程和质量控制标准进行操作,并且定期对产品进行抽检,以确保产品的稳定性和一致性。
以上为无铅焊锡膏出货检验报告,共计XXX字。

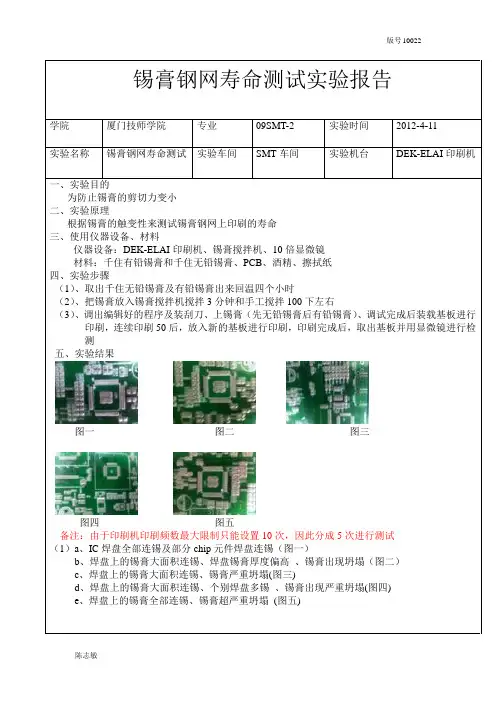
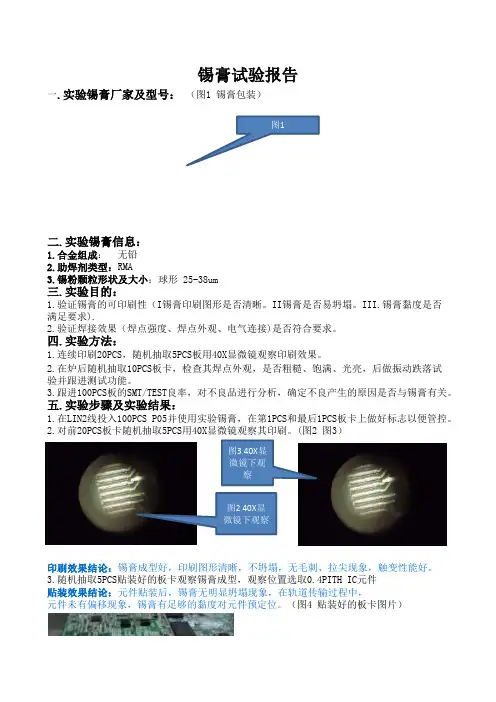
学院厦门技师学院专业09SMT-2 实验时间2012-4-11实验名称锡膏钢网寿命测试实验车间SMT车间实验机台DEK-ELAI印刷机一、实验目的为防止锡膏的剪切力变小二、实验原理根据锡膏的触变性来测试锡膏钢网上印刷的寿命三、使用仪器设备、材料仪器设备:DEK-ELAI印刷机、锡膏搅拌机、10倍显微镜材料:千住有铅锡膏和千住无铅锡膏、PCB、酒精、擦拭纸四、实验步骤(1)、取出千住无铅锡膏及有铅锡膏出来回温四个小时(2)、把锡膏放入锡膏搅拌机搅拌3分钟和手工搅拌100下左右(3)、调出编辑好的程序及装刮刀、上锡膏(先无铅锡膏后有铅锡膏)、调试完成后装载基板进行印刷,连续印刷50后,放入新的基板进行印刷,印刷完成后,取出基板并用显微镜进行检测五、实验结果图一图二图三图四图五备注:由于印刷机印刷频数最大限制只能设置10次,因此分成5次进行测试(1)a、IC焊盘全部连锡及部分chip元件焊盘连锡(图一)b、焊盘上的锡膏大面积连锡、焊盘锡膏厚度偏高、锡膏出现坍塌(图二)c、焊盘上的锡膏大面积连锡、锡膏严重坍塌(图三)d、焊盘上的锡膏大面积连锡、个别焊盘多锡、锡膏出现严重坍塌(图四)e、焊盘上的锡膏全部连锡、锡膏超严重坍塌(图五)学院厦门技师学院专业09SMT-2 实验时间2012-4-11实验名称锡膏钢网寿命测试实验车间SMT车间实验机台DEK-ELAI印刷机(2)有铅锡膏和无铅锡膏焊点的区别有铅锡膏:焊点光良、光滑无铅锡膏:焊点暗淡无光、焊点有条纹有铅焊点无铅焊点五、实验总结锡膏暴露在空气中随着溶剂的挥发粘度逐渐增加、然后逐渐下降锡膏随着印刷的次数增加粘度逐渐降低每印刷几块板后要对钢网进行清洗,以防止印刷的基板不良缺陷锡膏钢网印刷频数高、锡膏钢网寿命低评审。
MALCOM PCU-203自动粘度测试仪采用了螺旋泵式传感器的共轴双重圆筒型回转粘度计特点:●再现性非牛顿流体很好地,而且可以连续测量(滑动速度,滑动时间一定)●容器内的夹具适用于各式包装锡膏罐●自动测定(PCU-203、205)●内藏可以打印出各种数据的打印机●根据测定部密封性,温度调整技能●个人电脑连接可能,自动测量,数据的读出来做自动计算(PCU-205)●用途锡膏,膜厚粘膏,粘合剂,锡膏抗焊漆,液状抗焊漆,其他的油墨,粘膏类等PCU-200规格【在线测量内容】※不能同时使用记录计输出与电脑通信(RS-232C)功能※PCU-201与PCU203不能使用连接电脑功能(RS-232C)※刊载的规格如变更而未预先告知,敬请谅解。
7W市场上的锡膏虽经过鉴定,但锡膏的品质会随着运输,长时间储存而变质。
或因厂商不同,产品品质也会有异。
因此,辩别和测定锡膏的粘度也为SMT生产厂商重要的一项工作流程。
(1)铜或不锈钢材质钢版,厚度0.2+0.001m,并依图(I)3.0X0.7 mm (II)3.0X1.5mm两种开窗,二者开窗间距从0.2mm开始以0.1mm为单位增量至1.2mm(2)镀层铜片(80x60x1.6 mm)(3)空气循环式加热炉(加热温度200℃或以上)(4)研磨砂纸(600#)(5)IPA清洗溶剂4.量测步骤(1)以砂纸磨除铜片表面之氧化物,并以IPA溶剂洗净(2)将钢版置于铜片之上,以刮刀将锡膏印刷于铜片上,之后,移开钢版(3)以空气循环式加热炉150℃加热待测共晶锡膏试片一分钟,或是以低熔点锡膏的固相温度下10℃作为加热温度(4)量测与记录二种钢版开窗中五列锡膏并未产生锡桥的最小间距5.评估方法评估标准取决于二种钢版开窗锡膏并未产生锡桥的最小间距./view/90936beb172ded630b1cb650.html。
0.3g锡银铜锡膏试用报告
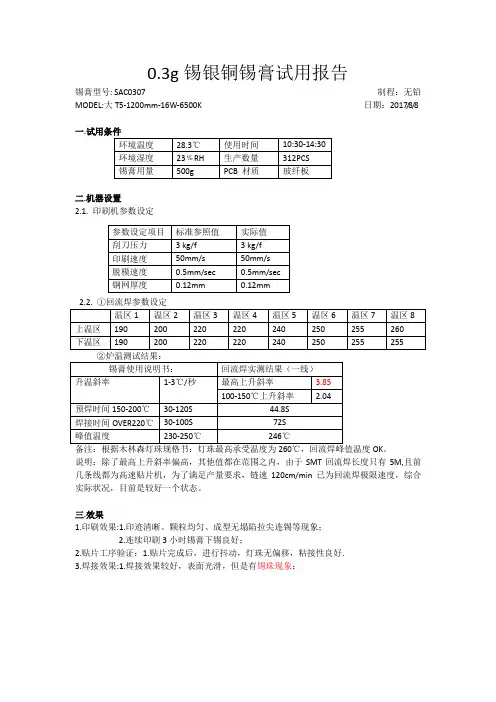
锡膏型号: SAC0307 制程:无铅MODEL:大T5-1200mm-16W-6500K 日期:2017/8/8
一.试用条件
二.机器设置
2.1. 印刷机参数设定
OK。
说明:除了最高上升斜率偏高,其他值都在范围之内,由于SMT回流焊长度只有5M,且前几条线都为高速贴片机,为了满足产量要求,链速120cm/min已为回流焊极限速度,综合实际状况,目前是较好一个状态。
三.效果
1.印刷效果:1.印迹清晰、颗粒均匀、成型无塌陷拉尖连锡等现象;
2.连续印刷3小时锡膏下锡良好;
2.贴片工序验证:1.贴片完成后,进行抖动,灯珠无偏移,粘接性良好.
3.焊接效果:1.焊接效果较好,表面光滑,但是有锡珠现象;
品质检验:
四,外观以及点亮、测试验证:
1. 焊点表面光泽度
2. 推力测试:推力测试>3KG,合格
五:老化包装:无异常
六,是否符合环保要求
DFA(0307) RoHS 2017.5.4.PDF
七、Flux 腐蚀性;
DFA_0307_无铅免洗焊锡膏使用说明书
八、成本;
八、总结
锡珠问题主要为LED 焊盘PCB 焊盘不匹配,锡膏多造成,与锡膏本身无关,其他测试结果均满足生产工艺以及品质要求,为了降低生产成本,建议该锡膏投入生产。
制作: 审核:
批准:。
水洗锡膏验证报告模板1. 引言本次验证使用的是水洗锡膏,决定进行验证的原因是为了保证水洗锡膏在使用过程中,不会对生产造成什么危害。
本文档旨在记录验证的过程和结果,以便评估水洗锡膏的品质和可靠性。
2. 验证目标本次验证主要目的是检验水洗锡膏与之前使用的锡膏的效果是否一致,以及水洗锡膏使用对电路板的影响。
在此过程中,我们将记录和分析水洗锡膏与电路板表面接触后的污染程度、焊接点的可靠性、电器性能和外观质量等方面。
3. 实验步骤3.1 实验条件在所有实验中,使用的条件均为:1.温度:25℃±3℃2.湿度:60%RH±10%RH3.电路板大小:10cm x 10cm4.焊接温度:260℃±5℃5.验证周期:每周进行一次验证3.2 实验设备本次验证主要使用以下设备:1.电路板2.焊接炉3.锡膏刮刀4.化学试剂(去污剂、去胶剂、去锡剂、抛光剂等)3.3 实验流程1.将水洗锡膏涂抹在电路板的指定区域,并进行焊接。
2.将焊接后的电路板进行切割和清洗,并记录焊接过程中的详细数据。
3.对焊接后的电路板进行污染程度、焊接点的可靠性、电器性能和外观质量等多个方面进行评估。
4. 实验结果4.1 污染程度通过对焊接后的电路板进行目视检查和显微镜下的观察,可以看到该电路板表面的污染程度很低,并且使用去污剂和去胶剂可以轻易清除。
因此,可以得出结论,水洗锡膏对电路板的污染程度较低。
4.2 焊接点的质量通过对焊接点进行多次剪切测试,可以发现水洗锡膏的焊接质量与之前使用的锡膏的质量相当。
这表明水洗锡膏可以产生良好的焊接效果,并且能够保持焊接强度和稳定性。
4.3 电器性能通过对焊接后的电路板进行电测试,可以发现,水洗锡膏并不会影响电路板的电器性能。
测试结果表明,焊接后的电路板的电阻值和电流值与基准值相差较小,达到了设计要求。
4.4 外观质量通过对电路板样品进行观察和比较,可以发现,焊接使用水洗锡膏的电路板外观没有明显变化。
ALPHA锡膏评估报告(共二次)VER. 1.0 DATE: 29/05/2008`1.0<<目的>>通过试验评估ALPHA新锡膏,验证在Pine工厂使用的可行性。
2.0 <<ALPHA锡膏资料>>产品名称:ALPHA OM338PT Solder Paste供应商名称:Cookson Electronic Assembly Materials 批号: 20371753 WL生产日期: 05/05/08焊剂类型/含量: 11.5%.锡粉粒度: Type 3, (25-45μm per IPC J-STD-005) 锡膏黏度:颜色Clear, Colorless Flux Residue合金所占比例: SAC305 (96.5%Sn/3.0%Ag/0.5%Cu)Reflow Profile 见<图1>保存环境/期限: 0-8°C (32-46°F) / 6 months3.0 <<试验设备>>试验场地:SMT 5,7线,DIP,TEST,QE_LAB;设备配置冰箱:星星LSC-238M锡膏搅拌机:UM-102印刷机:Kelin-Clean FSP-2015P/Kelin-Clean PT-250贴片机:Fuji CP-842E/ Fuji XP-243E洄流焊:FolunGWIN FL-VP1260/Vitronics coltec XPM2自动光学检测仪:无波峰焊:D.S.K EQ-300XLπX-Ray:Israeli XCN-E28振动设备:GIANI FORCE TBSY-315高低温煲机设备:巨孚恒温恒湿箱YH-400F拉力计:DIGITAL FORCE GAUGE SH-504.0<<制程条件>>C:\Alphametal第二次试验曲线5.0<<参考文件>>IPC-A-610D <Acceptability of ElectronicAssemblies>QE-1C-QA-0035 <>QE-1C-QA-0042 <产品可靠性试验指引>6.0<<ALPHA锡膏特性评估>>]7.01st LOT(200pcs), Product:T86J-YAH(070813)Date:05/052008, Solder Paste: ALPHA OM338PT,Lot: 20368156 WLb)TOP Production: ( SMT:8线)c)Function Test:(第二次试验)8.0<<ALPHA锡膏试验产品品质状况>>2st LOT(200pcs), Product:T86J-YAH(070813)Date:05/052008, Solder Paste: ALPHA OM338PT,Lot: 20371753 WLa)BOT Production:( SMT:5线)b)TOP Production: ( SMT:7线)c)Function Test:9.0结论:ALPHA OM338PT SAC395无铅锡膏在Pine工厂T98/T86产品上,按现有的制程条件小批量试产评估结果如下:1、此锡膏的相关参数符合我们产品要求;2、此锡膏的印刷性能基本符合要求;3、焊接效果符合PCBA外观检验标准的要求。
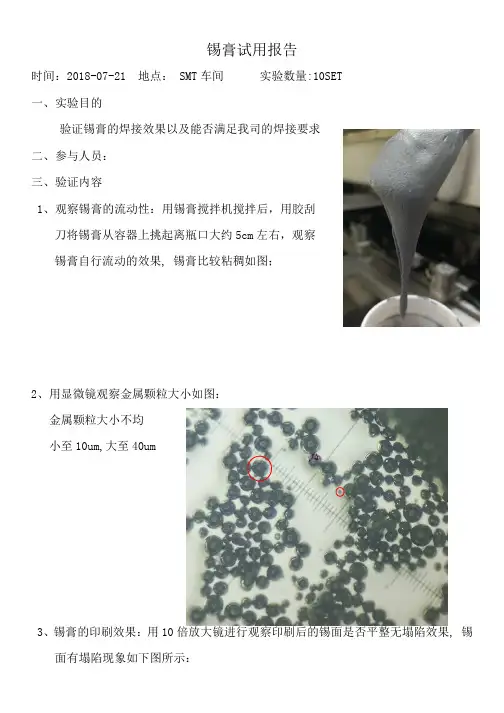
锡膏试用报告
时间:2018-07-21 地点: SMT车间 实验数量:10SET 一、实验目的
验证锡膏的焊接效果以及能否满足我司的焊接要求
二、参与人员:
三、验证内容
1、观察锡膏的流动性:用锡膏搅拌机搅拌后,用胶刮
刀将锡膏从容器上挑起离瓶口大约5cm左右,观察
锡膏自行流动的效果, 锡膏比较粘稠如图;
2、用显微镜观察金属颗粒大小如图:
金属颗粒大小不均
小至10um,大至40um
3、锡膏的印刷效果:用10倍放大镜进行观察印刷后的锡面是否平整无塌陷效果, 锡
面有塌陷现象如下图所示:
4、观察锡膏的焊接效果:
①、用放大镜观察过炉后焊接板的焊点光亮、饱满如下图:
②、 对焊接性能的验证:用推力计对锡膏的承受力进行验证;
A、用3kg的力对0805电容进行推力实验,电容未推掉如下图:
B、用1.5kg的力对0402的电阻进行推力实验,电容未推掉如下图:
③、焊接后助焊剂残留较少,如下图:
四.实验结果
1、锡膏粘稠,金属颗粒大小不均、锡面有塌陷现象
2、焊点光亮饱满;
3、锡膏的焊接能力好;
4、助焊剂残留物较少;
综上所述:锡膏粘稠、印刷锡面有塌陷现象,增大IC连锡几率,不能满足我司的焊接要求。
FORMOSA 锡膏(免洗型) 产品说明书Solderability目錄一、锡膏的种类与成份(1)、锡膏的种类目前在SMT制程上所使用之锡膏主要分为RA(清洗型)及RMA(免洗型),这两种锡膏主要之最大差异,在于锡膏当中之助焊剂其活性的强弱来区分,一般来说,由于RA 型锡膏需经过清洗之动作,因此活性较强,焊锡性也较好:反之,RMA型锡膏因无需清洗,而为了保持产品“可靠度”,不被焊后残留之残渣所腐蚀,所以其活性较弱,焊锡性也较差,因而需在N2的环境下才能维持产品的良率。
何谓活性的强弱,其区别主要在于锡膏助焊剂当中添加了多少比例的活性剂,也就是添加了多少的卤素(氯、溴、氟),依照目前现有的国际检测之标准规范或工研院测试所依照之规范,皆以IPC-TM-650规范为基准,但是由于各种规范并未明定锡膏当中卤素添加量不得超过的比例,因此所有RMA型锡膏皆须通过一些定性测试,如“铜镜试验”、“铜板腐蚀试验”、“铬酸银试验”,以上为回焊前之测试,而在回焊后之基板,更需要进行表面绝缘阻抗(S.I.R)测试。
简单来说,RA型的锡膏不论在“光泽度”、“焊锡性”都优于RMA型锡膏,但是在“电器的信赖性(可靠度)”却不如RMA型,但由于环保意识的高涨,因而不得不导入免洗制程,也迫使锡膏厂商必须忍痛降低锡膏的活性(RMA型),以确保产品的可靠度,因此厂商在选择锡膏的同时,务必注意到“活性剂添加量”的数据。
(2)、锡膏的成份锡膏的组成主要是由特定的锡粉合金与助焊剂共同构筑形成的物质。
在此将以此二大类加以简述如下:锡粉合金:目前市面上所用之锡粉合金主要以Sn63:Pb37、Sn62:Pb36:Ag2的成份为主;锡粉形状为球形或椭圆形;锡粉粒径为20-45、25-45或20-38µm;选择何种合金成份或粒径之锡粉,需依照产品零件的特性来决定。
助焊剂:由于各家厂商所使用之成份不同,在此仅就其作用加以简述。
1.松香(rosin)/树脂(Resin):可分为天然及合成两种2.溶剂(solvent):用以调整(降低)锡膏黏度3.活性剂(activator):用以清除待焊金属表面上的氧化物4.增稠剂(thickeners):用以调整(增加)锡膏黏度5.流变剂(rheological additives):用以防止锡膏在印刷后发生崩塌现象6.其它添加剂:各家厂牌锡膏之不同配方在厂商所提供之锡膏成份分析表中,必须详实记载的项目分别为:“锡粉合金之比例”、“金属与助焊剂之比例”、“锡粉粒径”、“锡膏黏度”以及最为重要的“卤素(活性剂)含有量”。
焊膏评估(Evaluating Solder Paste)1评估项目1.1 金属粉末百分(质量)含量(Solder Paste Metal Content By Weight)1.2 润湿(Wetting)1.3 塌落(Slump)1.4 粘附性(Tack)1.5 焊料球(Solder Ball)1.6 工作寿命(Worklife)1.7 粘度(Viscosity)1.8 合金成份(Alloy)1.9 粒径(Powder Size)1.10 卤素含量1.11 一次通过率2 评估方法2.1 金属粉末百分(质量)含量(Solder Paste Metal Content By Weight)2.1.1 试样约50g焊膏。
2.1.2 设备、仪器和材料a) 天平(Balance):精确到0.01g;b) 加热设备(如热风枪);c) 焊剂溶剂(Solvent)。
2.1.3 试验步骤a)称取10~50g(精确到0.01g)的焊膏放入已称重的耐热容器内;b)在合金液相线上25oC熔化焊膏后,冷却至室温;c)用Solvent清洗焊膏残留物后,将样品烘干;d)称取容器重量,计算出焊膏含金属的重量。
利用下面的公式计算焊膏的金属含量:(焊膏中金属的重量/焊膏原始重量)*100%=金属含量%2.1.4评估标准按此试验方法进行分析时,合金粉末百分(质量)含量的实测值与规格值偏差应不大于±1%。
2.2 润湿(Wetting)2.2.1 试样与所用基板焊盘性能相似的无氧铜片,尺寸为76mm*25mm*0.8mm。
2.2.2 设备、仪器和材料a) 平整的热板;b) 10倍的放大镜;c) 液态的铜清洗剂(如50g磷酸三钠、50g磷酸氢钠加1L的水的溶液);d) 去离子水;e) 异丙醇;f) 焊剂清洗剂;g) 模板:尺寸为76mm*25mm*0.2mm,模板上至少开有三个直径为6.5mm的圆形孔,孔距最小为10mm。
2.2.3 步骤a)将裸铜板用60~80oC液态铜清洗剂清洗15min~20min,然后进行水洗、异丙醇漂洗,干燥,在去离子水中放10min,在空气中晾干;b) 在样板上进行印刷焊膏;c)将热平板控制在焊膏中合金粉未的液相线温度以上25oC±3oC;d)用热风枪加热焊膏,接触总时间不得超过20s;e)用20倍放大镜观察试样。