冲裁排样
- 格式:ppt
- 大小:1.22 MB
- 文档页数:26
2.3 冲裁工艺计算冲裁工艺计算主要包括冲裁件排样设计、冲裁间隙选择、刃口尺寸计算原则和方法、冲裁力与压力中心计算等。
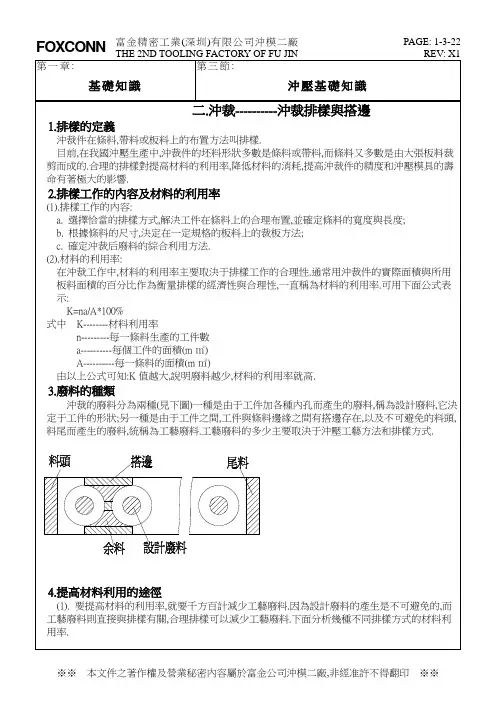
2.3.1 冲裁件的排样冲裁件在板料、带料或条料上的布置方法称为排样。
合理的排样是降低成本和保证冲件质量及模具寿命的有效措施,排样时应考虑如下原则。
(1)提高材料利用率(在不影响冲件使用性能的前提下,可适当改变冲件形状)。
(2)操作方便,劳动强度低且安全。
(3)模具结构简单、寿命长。
(4)保证冲件质量和冲件对板料纤维方向的要求。
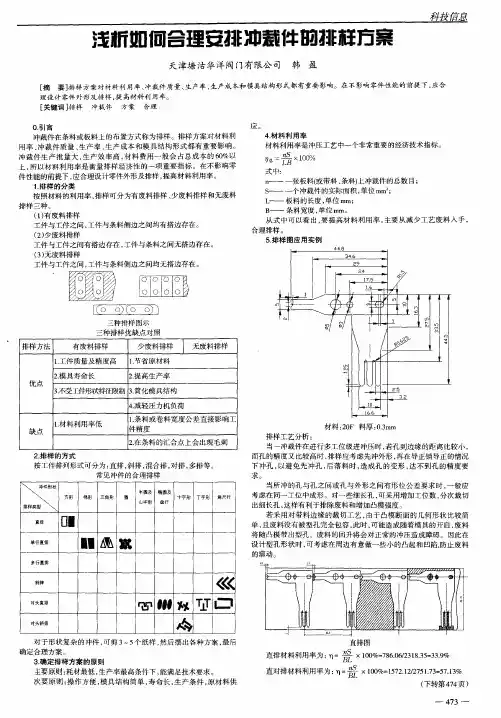
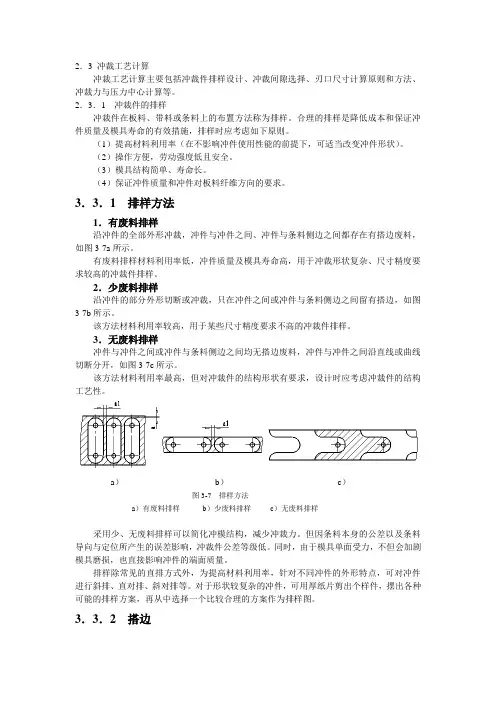
3.3.1 排样方法1.有废料排样沿冲件的全部外形冲裁,冲件与冲件之间、冲件与条料侧边之间都存在有搭边废料,如图3-7a所示。
有废料排样材料利用率低,冲件质量及模具寿命高,用于冲裁形状复杂、尺寸精度要求较高的冲裁件排样。
2.少废料排样沿冲件的部分外形切断或冲裁,只在冲件之间或冲件与条料侧边之间留有搭边,如图3-7b所示。
该方法材料利用率较高,用于某些尺寸精度要求不高的冲裁件排样。
3.无废料排样冲件与冲件之间或冲件与条料侧边之间均无搭边废料,冲件与冲件之间沿直线或曲线切断分开,如图3-7c所示。
该方法材料利用率最高,但对冲裁件的结构形状有要求,设计时应考虑冲裁件的结构工艺性。
a)b)c)图3-7 排样方法a)有废料排样b)少废料排样c)无废料排样采用少、无废料排样可以简化冲模结构,减少冲裁力。
但因条料本身的公差以及条料导向与定位所产生的误差影响,冲裁件公差等级低。
同时,由于模具单面受力,不但会加剧模具磨损,也直接影响冲件的端面质量。
排样除常见的直排方式外,为提高材料利用率,针对不同冲件的外形特点,可对冲件进行斜排、直对排、斜对排等。
对于形状较复杂的冲件,可用厚纸片剪出个样件,摆出各种可能的排样方案,再从中选择一个比较合理的方案作为排样图。
3.3.2 搭边搭边排样中相邻两个零件之间的余料或零件与条料边缘间的余料称为搭边。
搭边的作用是补偿定位误差,保持条料有一定的刚度,以保证零件质量和送料方便。
排样的原则一、排样的概念先唠唠排样呢,就是在冲压生产中,对于冲压件在条料或者板料上的布置方法。
这就好比我们整理房间,要把东西合理地摆放,才能既节省空间,又方便取用一样。
在工业生产里,排样要是安排得好,那可就能节省好多原材料,提高生产效率,降低成本呢。
二、排样的原则大揭秘1. 提高材料利用率原则材料可是很宝贵的,就像我们口袋里的钱,能省一点是一点。
在排样的时候,要尽量让零件在板材上排列得紧密,减少废料的产生。
比如说,我们可以采用一些特殊的排样方法,像无搭边排样,这种排样方式就可以让材料的利用率大大提高。
不过这种排样方式对模具的精度要求比较高,就像做一件精细的手工艺品,得有精湛的手艺才行。
2. 操作方便原则这就像我们做饭,工具摆放得顺手,做菜才方便。
在排样的时候,要考虑到模具的结构和操作的便利性。
比如说,冲裁的方向要尽可能一致,这样在冲压的时候,就不需要频繁地调整模具的方向,操作工人也能轻松不少。
而且,零件在排样的时候,最好不要有太复杂的形状或者位置关系,不然在冲压的时候,模具可能就会出现故障,就像汽车发动机里的零件,如果安装得不合理,汽车就跑不动啦。
3. 保证冲裁件质量原则质量那可是产品的生命啊。
在排样的时候,要考虑到冲裁过程中零件的变形情况。
比如说,如果零件之间的距离太近,在冲裁的时候,就可能会因为材料的应力分布不均匀而导致零件变形。
这就好比我们盖房子,如果砖头之间的缝隙不均匀,房子就容易歪歪扭扭的。
所以,要合理地安排零件之间的距离和冲裁的顺序,保证冲裁出来的零件质量合格。
4. 模具结构简单原则简单的模具结构不仅制造起来容易,而且成本低,维修也方便。
在排样的时候,要尽量避免复杂的模具结构。
比如说,不要设计过多的冲孔和落料工序在同一个模具上,这样会让模具变得很复杂,就像一个机器上装了太多的零件,很容易出故障。
我们可以把一些工序分开,用多个简单的模具来完成,虽然工序多了一点,但是整体的效率和成本可能会更划算呢。
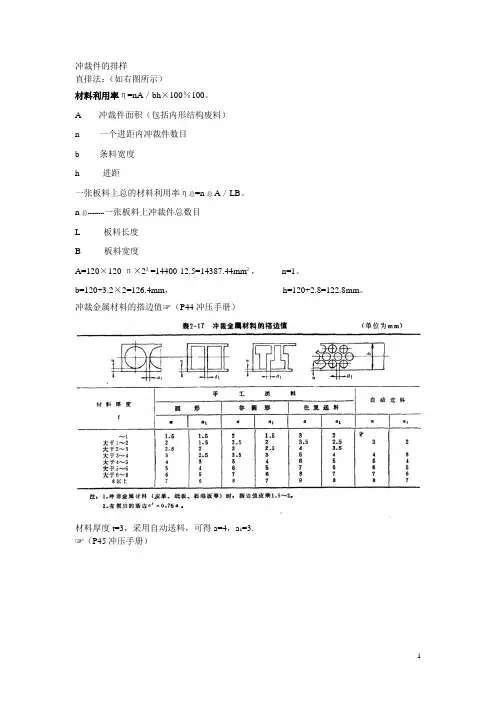
冲压排样计算公式我们需要了解冲压排样的基本原理。
在冲压过程中,我们通常使用矩形板材作为原材料,然后通过冲压模具将其加工成所需的零件。
在进行排样时,我们希望能够在原材料上尽可能多地排列出所需的零件,以减少材料的浪费。
冲压排样计算公式的一个重要参数是利用率,即排样所需的板材面积与实际加工出的零件总面积之比。
利用率越高,表示排样效率越高,材料的浪费也越少。
我们可以使用以下公式来计算利用率:利用率= (实际加工出的零件总面积) / (排样所需的板材面积) × 100%在进行冲压排样计算时,我们还需要考虑到零件之间的间距。
为了确保冲压时不会相互干扰,我们需要在零件之间留出一定的间距。
这个间距通常由冲压工艺和模具尺寸决定。
我们可以使用以下公式来计算零件之间的间距:间距 = (板材厚度 + 冲压模具尺寸) × 安全系数其中,安全系数是一个根据实际情况确定的参数,用于考虑到冲压过程中的一些特殊情况,如板材的弯曲和变形等。
冲压排样计算还需要考虑到板材的利用率。
板材的利用率是指排样所需的板材面积与整张板材面积之比。
为了提高板材的利用率,我们可以通过调整排列方式和优化零件布局来减少材料的浪费。
在冲压排样计算中,我们还需要考虑到板材的利用率。
板材的利用率是指排样所需的板材面积与整张板材面积之比。
为了提高板材的利用率,我们可以通过调整排列方式和优化零件布局来减少材料的浪费。
除了以上的基本计算公式,冲压排样还涉及到一些其他因素的考虑。
例如,我们需要考虑到板材的尺寸和形状,以及零件的数量和尺寸。
此外,我们还需要考虑到冲压机的工作速度和冲床模具的设计等因素。
总结起来,冲压排样计算公式是用于计算冲压排样所需的板材数量和排样效率的数学公式。
利用这些公式,我们可以优化排样,减少材料的浪费,提高生产效率。
在实际应用中,我们还需要考虑到其他因素的影响,以确保冲压排样的准确性和效率。