冲裁件的排样
- 格式:pptx
- 大小:1.79 MB
- 文档页数:12

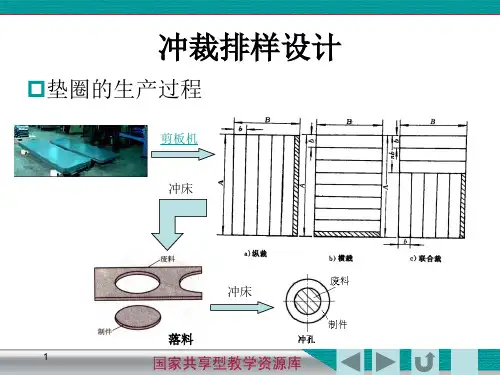
4.1 排样设计与计算4.1.1 选择排样方法排样是指冲裁零件在条料、带料或板料上布置的方法。
合理有效的排样有利于保证在最低的材料消耗和高生产率的条件下,得到符合设计技术要求的工件。
在冲压生产过程中,保证很低的废料百分率是现代冲压生产重要的技术指标之一。
合理利用材料是降低成本的有效措施,尤其在大批量生产中,冲压件的年产量达数十万件,甚至数百万件,材料合理利用的经济效益更为突出。
保证在最低的材料消耗和最高的劳动生产率的条件下得到符合技术要求的零件,同时要考虑方便生产操作、冲模结构简单、寿命长以及车间生产条件和原材料供应等情况,以选择较为合理的排样方案。
根据材料的合理利用情况,条料排样方法可以分为以下三种:(一)有废料排样:冲件与冲件之间、冲件与条料之间都存在搭边废料,冲件尺寸完全由冲模来保证,因此精度高,模具寿命也高,但材料利用率低。
(二)少废料排样:只在冲件与冲件之间或冲件与条料之间留有搭边值,因受剪裁条料质量和定位误差的影响,其冲件质量稍差,同时边缘毛刺被凹模带入间隙也影响模具寿命,但材料利用率高,冲模结构简单。
(三)无废料排样:冲件与冲件之间或冲件与条料之间均无搭边,沿直线或曲线切断条料而获得冲件。
冲件的质量较差,模具寿命较短,但材料利用率高。
采用少、无废料的排样可以简化冲裁模结构,减小冲裁力,提高材料利用率。
但是,因条料本身的公差以及条料导向与定位所产生的误差影响,冲裁件公差等级低。
同时,由于模具单边受力,不但会加剧模具磨损,降低模具寿命,而且也直接影响冲裁件的断面质量。
综上分析,并考虑冲裁零件的形状、尺寸、材料,选取有废料排样。
4.1.2 确定搭边值搭边就是排样时冲裁件之间以及冲裁件与条料侧边之间留下的工艺废料。
搭边的作用一是补偿定位误差和剪板误差,确保冲出合格零件;二是增加条料刚度,方便条料送进,提高劳动生产率;同时,搭边还可以避免冲裁时条料边缘的毛刺被拉入模具间隙,从而提高模具寿命。
排样与搭边冲裁件在条料上的布置方法叫排样!排样的原则是:使模具结构简单,材料利用率高,工件质量好,效率高,操作方便。
排样一般的形式有;直排(一般形状简单的),斜排(L型或其他复杂形状的工件),直对排(T型或凹型工件),斜对排(T型工件),混合排(两种工件,材料和厚度要一致)多行排(用在小工件上),裁搭边(大批量,小而窄的工件)。
另外要注意的事项:1、注意片纹方向(一般扎制方向要垂直于纤维方向)以防止工件的弯曲开列2、如果材料的宽度就是工件尺寸时,那下料尺寸精度就是工件所能达到的尺寸精度(剪板精度)3、如手工送料,那长度不要超过1.5M,(一般是板料宽度)4、如果有废料,则尽量保留完整的废料搭边:在条料上冲裁时,工件之间或工件与材料边上的余料叫搭边(连续模可以1.25(主要用来补偿送料误差)一般1.5—3MM,—1.5倍料厚)工序件的携带方式:连续模一般采用先冲孔再落料的排序方式,落料前工件四周和料带是相连的1、成型件的连接有压合连接,实体连接,和通过连接桥连接三种2、工序安排的原则是,把保证工件质量和模具的使用寿命两个要素放在首位3、尽量采用简单的凸、凹模或机构。
哪怕适当增加模具步数3、尽量使压力中心处于模板的中部,(各冲裁与成型步骤要合理,尽量对称)4、对于纯冲裁的排样,要先冲孔,后切边,最后分离。
对于有冲裁和弯曲的,要先冲孔,再切掉弯曲部位的废料,最后再弯曲。
对于有拉深和弯曲的排样,要先拉深后修边,最后弯曲。
以避免材料流动引起的变形5、弯曲件在每个工序的变形程度不要太大,(可以分几次弯)对于不对称的弯曲部分要加防滑装置(尽量避免这种情况)6、有成型的要先成型,相对位置尺寸要求严的要在一个工位一次冲出,废料如果到最后是相连的,要做切废料刀把废料切断排样一旦确定:1、模具的工位数及各工位的作业内容就确定了,冲制顺序也定了2、工件排列的样式和方位就定了,材料利用率也定了3、模具的步距、精度及定距方式也定了,模具的精度就确定了4、条料宽度,供料方式,条料纤维方式,及送料方式就定了,模具的自动化程度就定了5、确定了模具的基本结构,整个模具的复杂程度也定了所以画展开图和排样是设计五金模具的关键。