(2-5)冲裁排样设计
- 格式:ppt
- 大小:750.00 KB
- 文档页数:3
《冲压模具基础》课程教学大纲课程编号:课程英文译名:课内总学时:72学时学分:4。
5学分课程类别:必修课开课对象:汽车制造与装配技术专业执笔人:编写日期:一、课程性质、目的和任务《冲压模具设计与制造》是汽车制造及汽车整形专业的一门主干专业技术课,它是一门将冲压成形加工原理、冲压设备、冲压工艺、冲模设计与冲模制造有机融合,综合性和实践性较强的课程。
其目的是使学生了解冲压变形规律,认识冲压成形工艺方法,冲压模具结构,冲压模具制造方法与手段,掌握冲压模具设计与计算方法,掌握冲压工艺与模具设计方法,冲压模具制造工艺方法,能进行中等冲压零件的冲压工艺编制,冲模设计与冲模制造工艺编制,并培养学生发现问题、分析问题和解决问题的能力,培养学生逻辑思维能力,为毕业设计及毕业以后从事专业工作打下必要的基础。
二、教学基本要求本课程是冲压模具设计与计算,冲压模具结构,模具制造工艺方法为重点。
学外本课程应达到以下基本要求:1、能应用冲压变形理论,分析中等复杂冲压件变形特点,制定合理冲压工艺规程的能力。
2、协调冲压设备与模具的关系,选择冲压设备的能力。
3、熟悉掌握冲模设计计算方法,具备中等复杂冲模结构选择和设计的能力,所设计的冲模应工作可行、操作方便、便于加工和装配,技术经济性好。
4、具备正确选择冲压模具加工方法,制定中等复杂冲模制造工艺和装配工艺的能力.5、初步具备进行多工位级进模设计和制造的能力。
6、初步具备进行分析和处理试模过程中产生的有关技术问题的能力。
三、教学内容及要求:第1章冲压模具设计与制造基础1.1 冲压成形与模具技术概述掌握冲压与冲模概念;冲压工序的分类;冲模的分类;冲模设计与制造的要求;了解冲压现状与发展方向。
1.2 冲压设备及选用了解常见冲压设备;掌握冲压设备的选用;模具的安装。
1.3 冲压变形理论基础掌握塑性变形的概念;理解塑性力学基础;掌握金属塑性变形的一些基本规律;冲压材料及其冲压成形性能.1.4 模具材料选用掌握冲压对模具材料的要求;冲模材料的选用原则;冲模常见材料及热处理要求。
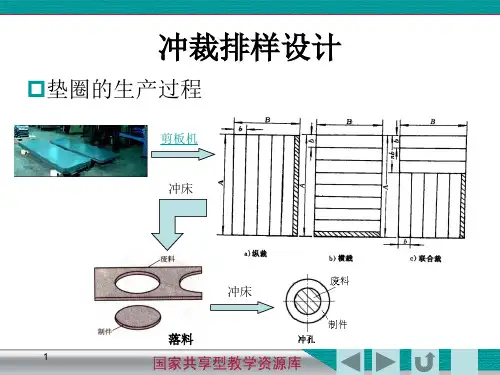
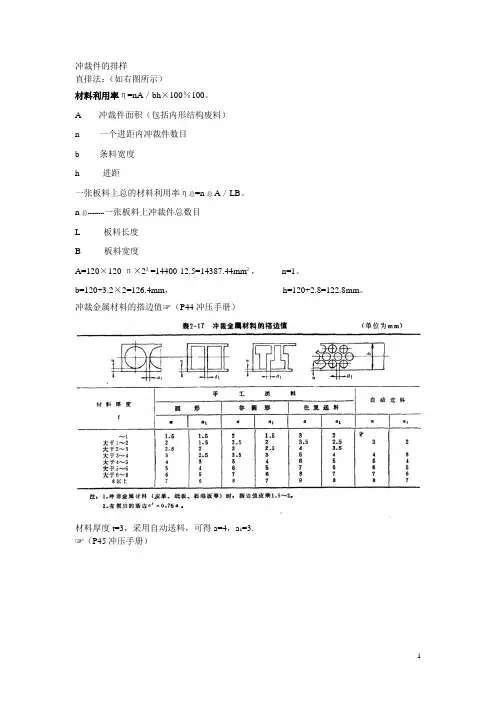
冲裁件的排样录入: 151zqh 来源: 日期: 2007-12-7,12:26材料的利用率在冲压零件的成本中,材料费用约占 60%以上,因此材料的经济利用具有非常重要的意义。
冲压件在条料或板料上的布置方法称为排样。
不合理的排样会浪费材料,衡量排样经济性的指标是材料的利用率。
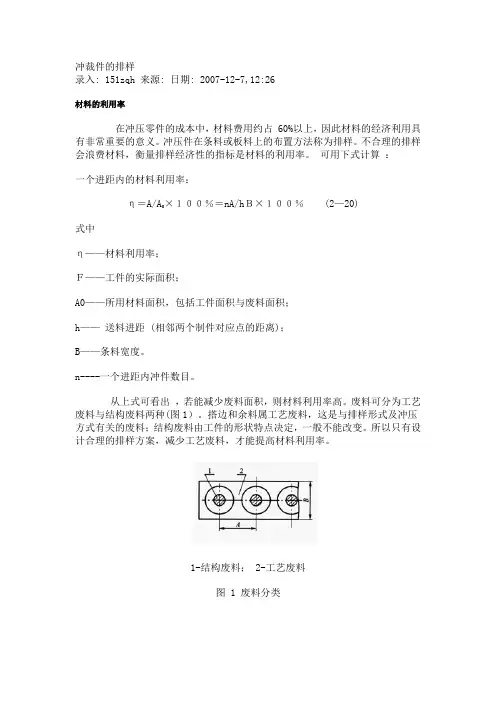
可用下式计算:一个进距内的材料利用率:η=A/A0×100%=nA/hB×100% (2—20)式中η——材料利用率;F——工件的实际面积;A0——所用材料面积,包括工件面积与废料面积;h——送料进距 (相邻两个制件对应点的距离);B——条料宽度。
n----一个进距内冲件数目。
从上式可看出,若能减少废料面积,则材料利用率高。
废料可分为工艺废料与结构废料两种(图1)。
搭边和余料属工艺废料,这是与排样形式及冲压方式有关的废料;结构废料由工件的形状特点决定,一般不能改变。
所以只有设计合理的排样方案,减少工艺废料,才能提高材料利用率。
1-结构废料; 2-工艺废料图 1 废料分类排样合理与否不但影响材料的经济利用,还影响到制件的质量、模具的结构与寿命、制件的生产率和模具的成本等技术、经济指标。
因此,排样时应考虑如下原则:1.提高材料利用率 (不影响制件使用性能前提下,还可适当改变制件形状)。
2.排样方法使应操作方便,劳动强度小且安全。
3.模具结构简单、寿命高。
4.保证制件质量和制件对板料纤维方向的要求。
排样方法根据材料经济利用程度,排样方法可分为有废料、少废料和无废料排样三种,根据制件在条料上的布置形式,排样又可分为直排、斜排、对排、混合排、多排等多种形式。
图 2 排样1.有废料排样法:如图 2a)所示,沿制件的全部外形轮廓冲裁,在制件之间及制件与条料侧边之间,都有工艺余料 (称搭边)存在。
因留有搭边,所以制件质量和模具寿命较高,但材料利用率降低。
2.少废料排样法:如图 2b)所示。
沿制件的部分外形轮廓切断或冲裁,只在制件之间(或制件与条料侧边之间 )留有搭边,材料利用率有所提高。
摘要当今社会的进步和发展,使原有的商品已经不能满足人们对物质的需求,然而有些商品的制造必须依靠模具才能够生产加工出来。
因此,模具的发展与人们的生活关系越来越紧密。
我们利用模具加工各种的工件,以便来满足人们的需要,模具的发展给我们带来了新的生活,新的时代。
因此这次我们的毕业设计要求设计一副模具以便检验自己所学模具有关方面的知识是否牢固。
由于产品的材料和工艺特性不同,生产用的设备也各异,模具种类繁多,但用的最为广泛的大约有以下几种:冷冲压模、塑料成型模、锻造模、精密铸造模、粉末冶金模、橡胶成型模、玻璃成型模等。
其中以冷冲压模、塑料模的技术要求和复杂程度较高。
随着工业产品质量的不断提高,冲压产品生产正呈现多品种、少批量,复杂、大型、精密,更新换代速度快的变化特点,冲压模具正向高效、精密、长寿命、大型化方向发展。
为适应市场变化,随着计算机技术和制造技术的迅速发展,冲压模具设计与制造技术正由手工设计、依靠人工经验和常规机械加工技术向以计算机辅助设计(CAD)、数控切削加工、数控电加工为核心的计算机辅助设计与制造(CADCAM)技术转变。
在本次毕业设计中利用计算机辅助设计(CAD)绘制模具主要工作零件图和模具的总装配图,运用了数控切削加工、数控线切割电加工等先进加工技术。
是一次对所学知识的全面总结和运用,是巩固和加深各种理论知识灵活运用的实践过程。
在这次设计中根据所给题目的要求,首先对冲压件进行了分析,分析该零件的尺寸精度得出用一般精度的模具即可满足零件精度的要求,再从零件的形状、尺寸标注及生产批量等情况看,选择加工方案。
根据对零件的综合分析,在这次设计中我设计的模具是倒装落料冲孔复合模,主要介绍的是冲裁工艺、冲裁模的结构与设计、冲裁模落料冲孔的工作原理等。
希望能够灵活运用所学的专业知识和技能,圆满完成此次的毕业设计。
参考文献课题:垫片落料冲孔复合模零件简图:如图所示工件名称:垫片挡片生产批量:大批量材料:10号钢厚度:31 冲裁工艺设计1.1 冲裁件的工艺性分析冲压件的工艺性是指冲压件对冲压工艺的适应性。