冲压模具之冲裁排样设计方案
- 格式:ppt
- 大小:1.10 MB
- 文档页数:21
![7.排样图的绘制[共2页]](https://uimg.taocdn.com/0b9ad899852458fb760b5620.webp)
206
冲压工艺与模具设计(第2版)
7.排样图的绘制
排样设计完成后,最终是以排样图的形式表达的。
工序排样图可按下述步骤绘制。
(1)首先绘制一条水平线,再根据确定的进距绘出各工位的中心线。
(2)从第一工位开始,绘制冲压加工的内容。
若在第一工位冲导正销孔或侧刃定距,则只需绘出导正销孔或冲去的料边。
(3)再绘第二工位的加工内容,此时第一工位冲出的孔或切的口等也应该绘出。
(4)绘制第三工位的加工内容,即使是空位也应绘出,并且第一、第二工位所加工出的形状也应该在此表达。
(5)依此类推,直到绘完所有工位,最后一步为落料时,只需要绘制出落料外形就可以了。
(6)检查各工位的内容是否绘制正确,对不正确的地方进行修改。
(7)检查完后再绘制出条料的外形。
(8)为便于识图,每个工位的加工内容可以画上剖面线或分别涂上不同的颜色。
(9)标注必要的尺寸,即进距、料宽、导正销孔径、侧刃所冲料边宽度等,并注上送料方向、工位数及各工位冲压工序名称。
图5.24所示是利用双侧刃定距的级进冲裁排样图。
纯冲裁工序排样图一个视图即可表达。
图5.24 14脚IC引线框零件图及级进冲裁工序排样图
图5.25所示是带料的级进拉深工序排样图,这种排样图需要将每次拉深的高度和直径等表达出来,因此有两个视图。
图5.26是级进弯曲工序排样图。
排样图中对压弯成形部分,应有详图表示,如图5.26所示的⑥、⑧、三个工位。
冲压模具设计的方法与步骤1、冲压零件的冲压工艺性分析冲压零件必须具有良好的冲压工艺性;才能以最简单、最经济的方法制造出合格的冲压零件;可以按照以下的方法完成冲压件的工艺性分析:a.读懂零件图;除零件形状尺寸外;重点要了解零件精度和表面粗糙度的要求..b.分析零件的结构和形状是否适合冲压加工..c.分析零件的基准选择及尺寸标注是否合理;尺寸、位置和形状精度是否适合冲压加工..d.冲裁件断面的表面粗糙度要求是否过高..e.是否有足够大的生产批量..如果零件的工艺性太差;应与设计人员协商;提出修改设计的方案..如果生产批量太小;应考虑采用其它的生产方法进行加工..2、冲压工艺方案设计及最佳工艺规程设计:a.根据冲压零件的形状尺寸;初步确定冲压工序的性质;如:冲裁、弯曲、拉深、胀形、扩孔..b.核算各冲压成形方法的变形程度;若变形成度超过极限变形程度;应计算该工序的冲压次数..c.根据各工序的变形特点和质量要求;安排合理的冲压顺序..要注意确保每道工序的变形区都是弱区;已经成形的部分含已经冲制出的孔或外形在以后的工序中不得再参与变形;多角弯曲件要先弯外后弯内;要安排必要的辅助工序和整形、校平、热处理等工序..d.在保证制件精度的前提下;根据生产批量和毛坯定位与出料要求..确定合理的工序组合方式..e.要设计两个以上的工艺方案;并从质量、成本、生产率、模具的刃磨与维修、模具寿命及操作安全性等各个方面进行比较;从中选定一个最佳的工艺方案..f.初步确定各个工序的冲压设备..3、冲压零件毛坯设计及排样图设计:a.按冲压件性质尺寸;计算毛坯尺寸;绘制毛坯图..b.按毛坯性质尺寸;设计排样图;进行材料利用率计算..要设计多种排样方案;经过比较选择其中的最佳方案..4、冲压模具设计:a.确定冲压加工各工序的模具结构形式;并绘制模具简图..b.对指定的1—2个工序的模具进行详细的结构设计;并绘制模具工作图..设计方法如下:※确定模具的种类:简单模、连续模还是复合模..※模具工作零件设计:计算凸、凹模刃口尺寸和凸、凹模长度;确定凸、凹模结构形式和连接固定方式..※确定毛坯的定位和定距方式;并对相应的定位、定距零件进行设计..※确定压料、卸料、顶件及推件方式;并对相应的压料板、卸料板、推件块等进行设计..※模架设计:包括上下模座及导向方式的设计;也可以选用标准模架..※在完成以上工作的基础上;按比例绘制模具工作图..先用双点划线绘制毛坯;再绘制工作零件;然后绘制定位和定距零件;用连接零件把以上各部分连接起来;最后在适当的位置绘制压料和卸料零件..根据模具的具体情况;以上顺序也可作适当调整..※工作图上应该标注模具的外轮廓尺寸、模具闭合高度、配合尺寸及配合型式..工作图上要标注模具的制造精度和技术条件的要求..工作图要按国家制图标准绘制;有标准的标题栏和名细表..如果是落料模;要在工作图的左上角上绘制排样图..※计算模具压力中心;检查压力中心与模柄中心线是否重合..如果不重合;对模具结果作相应的修改..※计算冲压力;最后选定冲压设备;进行模具与冲压设备相关尺寸的校核闭合高度、工作台面、模柄安装尺寸等..5、测绘模具的大部分零件图要求完成图纸工作量折合为A0图三张以上;零件图要求按国家制图标准绘制;标注完整的尺寸、公差、表面粗糙度和技术要求..6、填写冲压加工工艺规程卡片..7、在所设计的模具零件图中;选择两个零件进行机械加工工艺分析、编制合理的机械加工工艺规程;并填写机械加工工艺规程卡片..8、根据设计内容和设计计算编写设计说明书一份..。
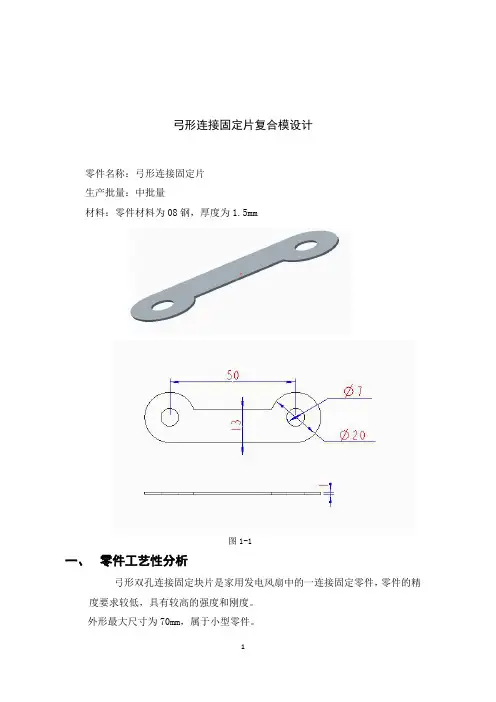
`课程设计说明书目录一、设计依据、原始数据 (3)二、零件冲压加工工艺分析 (3)2、1冲裁件结构工艺性2、2冲裁件的精度和断面粗糙度三、确定零件冲压工艺方案 (4)3、1方案比较3、2确定方案四、排样设计 (5)4、1导正孔4、2 确定条料的宽度4、3 排样的方式4、4 材料的经济利用五、冲裁工艺力的计算 (8)5、1导正孔5、2 确定条料的宽度5、3 排样的方式5、4 材料的经济利用六、零件冲压工艺计算 (13)6、1凸、凹模间隙值的确定6、2凸、凹模刃口尺寸的确定七、参考文献 (19)一、设计依据、原始数据图1-1 空调机垫片零件图空调机垫片,材料:45号钢,厚度3mm,生产批量为大批量生产。
二、零件冲压加工工艺分析冲裁件的工艺性是指冲裁件对冲裁工艺的适应性。
一般情况下,对冲裁件工艺性影响最大的是几何形状、尺寸和精度要求。
良好的冲裁工艺性应能满足材料较省、工序较少、模具加工较易、寿命较高、操作方便及产品质量稳定等要求。
1、冲裁件结构工艺性(1)冲裁件孔的最小尺寸模具凸模的强度受冲裁件上孔的尺寸的影响,所以冲裁件上的孔不能太小,查《冷冲压模具设计指导书》表2-2,冲裁空调机垫片时,冲孔的最小尺寸为 1.3t=0.39mm,该零件的孔远比0.39mm大,所以凸模的强度不受冲裁件上孔的尺寸的影响。
(2)最小孔距、孔边距冲裁件的孔与孔、孔与边缘之间的距离a(见图2-1)不能太小,否则模具强度不够或使冲裁件变形,一般a≥2t,但是不得小于3~4mm。
该零件最小孔边距a=3.75m m<2t=6mm。
因为模具强度不够,故得分开冲小孔,先冲八个奇数孔,后冲八个偶数孔。
a图2-12、冲裁件的精度和断面粗糙度(1)精度零件图1-1所示空调机垫片零件其外形相对比较简单,形状规则,适合冲裁加工。
但零件尺寸公差要求较高,按IT11级选取,利用普通冲裁方式可达到图样要求。
查《冷冲压模具设计指导书》表2-3,该冲裁件内形尺寸公差为0.20mm,外形尺寸公差为0.40mm;表2-4,孔中心距公差为±0.25(2)断面粗糙度查《冷冲压模具设计指导书》表2-5,材料厚度t=3m m,得断面粗糙度R=25μm。
《冲压工艺分析与模具设计》课程上机设计实验报告题目:冲裁模CAD设计姓名:海志刚学号:20114403班级:11材型(卓越)-1班指导教师:毕大森一、上机设计实验要求1.设计要求:已知如图零件08钢,厚度1mm。
完成外形的单工序落料模设计;完成相关的工艺计算,画出模具装配图(三视图,并采用适当的剖视图)2.参考资料:(1)《中国模具设计大典》(电子版)夏巨湛总主编,中国机械工程学会中国模具设计大典编委会(2)《冲压成形工艺与模具设计》教材,李奇涵主编,科学出版社出版(3)《冲模设计技法及典型实例解析》廖伟编著,化学工业出版社二、上机设计实验过程1、冲裁排样与搭边的设计为了保证冲裁件的质量,模具寿命和操作方便,采用有搭边的单排排样。
经过查阅《冲压成形工艺与模具设计》的表3-8 最小搭边值a得;材料厚度1mm,工件间a1=1.2,侧面a=1.5。
计算料条的宽度:b=48+2×1.5=51(mm)计算料条的步距:s=14+1.2=15.2(mm)如图1所示2、凸凹模刃口尺寸的计算由题目知零件为08钢,厚度为1mm。
查阅《冲压成形工艺与模具设计》表3-5 冷冲模初始间隙值得:Z min=0.100mm,Z max=0.14mm Z max-Z min=0.04mm。
δp=0.4(Z max-Z min)δd=0.6(Z max-Z min)由标准公差表得:480-0.25为IT12等级 X取0.75根据计算原则,落料时以凹模为设计基准。
首先设计凹模尺寸,使凹模的基本尺寸接近或等于工件轮廓的最小极限尺寸,将凹模尺寸最小合理间隙值即到凹模尺寸:设凸凹模分别按IT6、IT7等级加工制造,则落料:D d=(D max-xΔ)δd0=(48-0.75×0.25)=47.8125+0.0250(mm)D P=(D d-Z min)-δp0=(47.8125-0.1)=47.71250-0.016Z max Z min--最大、小初始双面间隙;D d D P——为落料凹凸模尺寸;D max——落料件的最大极限尺寸Δ——冲裁件制造公差X——磨损系数校核:0.025+0.016=0.041〉0.04由此可知,只有缩小δpδd,提高制造精度,才能保证间隙在合理范围内,则δp=0.4(Z max-Z min)=0.4×0.04=0.016δd=0.6(Z max-Z min)=0.6×0.04=0.024故:D d=47.8125+0.0240(mm)D P=47.7125-00.016(mm)3、冲裁模主要零部件设计(1)卸料装置的设计计算冲裁力根据公式F≈Ltσ b ≈124×1×365≈45260(N)F为冲裁力;L为冲裁周边长度;t为材料厚度;σb为抗拉强度。
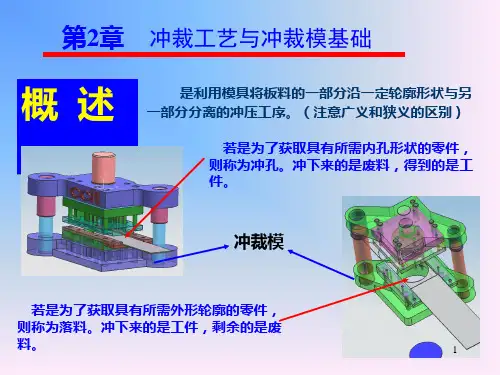
冲压模具设计第2章冲裁⼯艺及冲裁模具设计冲裁是指利⽤模具在压⼒机上使板料产⽣分离的冲压⼯艺。
冲裁可直接冲出所需形状的零件,也可为其它⼯序制备⽑坯。
冲裁时所使⽤的模具称为冲裁模。
冲裁⼯艺的种类很多,常⽤的有落料、冲孔、切断、切边、切⼝等,其中落料和冲孔应⽤最多。
从板料上冲下所需形状的零件(或⽑坯)称为落料;在零件(或⽑坯)上冲出所需形状的孔(冲去部分为废料)称为冲孔。
落料与冲孔的变形性质完全相同,但在进⾏模具设计时,模具尺⼨的确定⽅法不同,因此,⼯艺上必须作为两个⼯序加以区分。
冲制外形D的冲裁⼯序为落料,如图2.1(a)所⽰;冲制内孔d的⼯序为冲孔,如图2.1(b)所⽰。
根据冲裁的变形机理不同,冲裁⼯艺可以分为普通冲裁和精密冲裁两⼤类。
精密冲裁断⾯较光洁,精度较⾼,但需专门的精冲设备与模具。
2.1 冲裁过程分析2.1.1 冲裁原理冲裁变形过程,如图2.2所⽰,⼤致可分为三个阶段:1.弹性变形阶段如图2.2(a)所⽰,当凸模下压接触板料时,材料将产⽣短暂的、轻微的弹性变形。
此时如果提升凸模,变形将完全消失。
2.塑性变形阶段如图2.2(b)所⽰,凸模继续下压,板料变形区的应⼒将继续增⼤。
当应⼒状态满⾜屈服极限时,材料便进⼊塑性变形阶段。
这⼀阶段突出的特点是材料只发⽣塑性流动,⽽不产⽣任何裂纹,凸模继续切⼈板料,同时将板料的下部挤⼊凹模孔内。
3.断裂分离阶段图2.1 垫圈冲裁中的落料与冲孔图2.2(c)、(d)、(e)表⽰了断裂分离的全过程,其中图(c)表⽰当凸模切⼊板料达到⼀定深度时,在凹模侧壁靠近刃⼝处的材料⾸先出现裂纹。
这表明塑性剪切变形的终⽌和断裂分离的开始。
图(d)表⽰裂纹发展与贯通的情形。
图(e)表⽰冲裁结束时板料被完全分裂分离的情形。
被冲⼊孔的⼀块料在落料时为⼯件,冲孔时为废料。
留在凹模⾯上的材料在冲孔时为⼯件,落料时为废料。
普图2.2 冲裁变形过程及冲裁件剪切断⾯(a)弹性变形(b)塑性变形(c)出现裂纹(d)裂纹贯通(e)板料完全断裂分离(f)剪切断⾯l⼀凸模2⼀板料3⼀凹模4⼀冲孔为⼯件,落料为废料5⼀落料为⼯件,冲孔为废料通冲裁件的剪切断⾯状况如图2.2(f)所⽰,其精度⼀般在IT10级以下,表⾯粗糙度Ra可达3.2 ~50µm。

落料冲孔模具设计说明书姓名:学号:学院:专业:目录:一、设计要求二、零件工艺性分析三、制定冲压工艺方案四、零件工艺计算1、冲裁件的排样设计与计算2、设计冲压力和压力中心3、设备选择五、模具设计1、确定模具的结构形式2、凹凸模刃口尺寸计算六、模具零部件结构的确定1、凹模设计2、卸料板的设计3、固定板的设计4、垫板的设计5、卸料装置中弹性元件的设计6、凸模设计7、凸凹模设计8、选择紧固件和定位零件9、选择模架及其它安装零件10、模柄的设计一、分析冲压工艺性1.材料该冲裁件的材料为20#钢,具有较好的冲压性能。
2.零件结构该冲裁件结构简单,未注圆角半径均为R3,比较适合冲裁。
3.尺寸精度图中尺寸未注公差,属于自由尺寸,据《模具设计及CAD》P15知非圆形件一般按IT14精度来处理,冲模可按IT11精度制造。
标准公差数值可查《现代冷冲模设计应用实例》表2-16.以上分析可以看出,该零件适合冲裁。
二、制定冲压工艺方案该零件包括落料、冲孔两个基本工序,可以采用以下三种工艺方案。
方案一:先落料,再冲孔,采用单工序模生产。
方案二:落料—冲孔复合冲压,采用复合模生产。
方案三:冲孔—落料连续生产,采用级进模生产。
方案一模具结构简单,但需要两道工序、两套模具才能完成零件的加工,生产效率低,难以满足零件大批量生产的要求。
由于零件结构简单,为提高生产效率,应采用复合模或级进模生产。
为更好保证尺寸精度,最后确定用复合模生产。
送料方式选手动送料,卸料方式选弹性卸料。
三、排样方式的设计1.分析零件形状考虑到定位方便,采用单行直排;2.搭边值确定查《冲压模具简明设计手册》表2-26得,a=3.5mm b=2.5mm确定排样图如图所示3.步距步距为126.5mm4.条料宽度B错误!未找到引用源。
=(D+2a+Z)0-δ=a=3.5 Z=1.2 δ=-1.2A=B+Z=152.7+1.2=153.9根据实际情况,料宽定为152mm四、计算冲压力1.落料力材料厚度:t=1.5mm查《现代冷冲模设计应用实例》表2-1知条料抗剪强度:τb=300MP长度L 采用Auto-CAD 的查询功能方法得出为469mm 。