攻丝与套丝知识
- 格式:ppt
- 大小:325.00 KB
- 文档页数:3



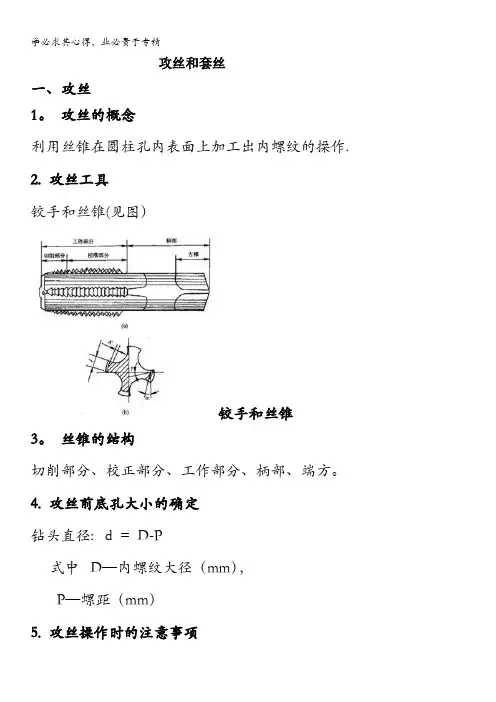
攻丝和套丝一、攻丝1。
攻丝的概念利用丝锥在圆柱孔内表面上加工出内螺纹的操作.2. 攻丝工具铰手和丝锥(见图)铰手和丝锥3。
丝锥的结构切削部分、校正部分、工作部分、柄部、端方。
4. 攻丝前底孔大小的确定钻头直径: d = D-P式中D—内螺纹大径(mm),P—螺距(mm)5. 攻丝操作时的注意事项①钻孔后孔口倒角(90°)(如果是通孔则两面孔口都应倒角);②攻丝时丝锥垂直于孔的中心线的垂直面;③当丝锥切入1~2圈时,用目测或直角尺前后、左右两个方向检查丝锥是否垂直,并校正,攻丝时,每扳铰杠1/2~1圈时,要倒转约1/2圈,使切屑断裂易于排出,攻丝时应顺时针旋转,若感到吃力时即逆时针旋转180度。
再吃力时适当加一点冷却液(根据被攻工件的材质而定);④据螺孔和材料的要求,头锥和二锥、三锥按顺序使用。
攻螺纹(如图)攻螺纹示意图I.二、套丝1。
套丝的概念利用原板牙在圆柱体的外表面上加工出外螺纹的操作称为套丝。
2。
套丝工具板牙和板牙架3. 板牙结构切削部分、校准部分和排屑孔4。
套丝前圆柱杆直径的确定圆柱杆直径:d0=d-0。
13P式中d0—圆柱杆直径(mm);d—外螺纹大径(mm); P-螺距(mm))。
5. 套丝操作时的注意事项①套丝前需把圆柱杆的端头(2mm~3mm)倒角成150~200的圆锥体;②套丝时应保持板牙端面与圆柱杆轴线垂直;③套丝开始时双手顺时针均匀旋转板牙,并施加轴向压力,当板牙切入后取消压力;④为了断屑,板牙要经常逆时针旋转,为了提高螺纹表面质量和板牙使用寿命,要加切削液。
攻丝和套丝有哪些注意事项?内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、数控系统、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.攻丝的注意事项1.攻丝前先根据图纸要求弄清螺纹的规格选好同规格的丝锥.2. 检查底孔大小是否符合规格及底孔是否倒角.3. 攻通牙螺纹时,丝攻的校准部份不能全部攻出头.4. 攻牙必须加冷却液.5. 攻牙时工件绝不能歪斜.套丝的注意事项:1.机床电器设备接地必须良好,行程撞块的两只限位螺钉必须齐全.2.套丝机床所装置的砂轮防护罩、皮带防护罩等安全装置必须完整无损,不得随意拆除.防护罩所有固定螺钉应只只旋紧.3.开动砂轮时,任何人不得站在砂轮正前方,以免发生意外情况.4.开动套丝机前,砂轮或拉丝刀应离开磨辊一段距离,各电器应在停止位置,磨辊接轴套、磨辊轴承及行程撞块等必须调整妥当,并紧固.5.砂轮或拉丝刀进给时,要平稳,缓慢,以确保安全.床面、校直机导轨等应勤加油.6.套丝机在运行过程中,禁止随意触动各手轮,手柄及电器按钮,以免发生意外事故;禁止用手去触碰各运动部件;工作台上不允许放置工具及其它物件.什么是攻丝和套丝攻丝,是用“丝锥”加工“内螺纹”,例如加工螺母。
而套丝,是用“板牙”加工“外螺纹”,例如螺杆。
下图是板牙(圆形)和丝锥。
都属于手工工具。
手动攻丝怎么才能攻的正?目前,在机械加工中,手动攻螺纹仍占有一定的地位,因为在实际生产中,经常碰到有些螺纹孔由于所在位置或零件形状的限制,不适用于机攻螺纹,所以必须采用手动攻螺纹,同时小螺纹孔直径较小,丝锥的强度较低,机攻螺纹时容易折断,一般也常用手动攻螺纹。
但是手动攻螺纹确实也存在不少问题,所以我们只有采取正确的攻螺纹方法,才能保证手动攻螺纹的加工质量。
被加工的工件装夹要正,一般情况下,应将工件需要攻螺纹的一面,置于水平或垂直的位置。

攻螺纹、套螺纹工艺知识常用的在角螺纹工件,其螺纹除采用机械加工外,还可以用钳加工方法中的攻螺纹和套螺纹来获得。
攻螺纹(亦称攻丝)是用丝锥在工件内圆柱面上加工出内螺纹;套螺纹(或称套丝、套扣)是用板牙在圆柱杆上加工外螺纹。
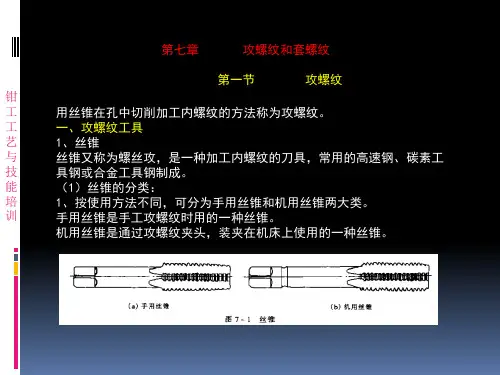
一、攻螺纹1. 丝锥及铰扛(1)丝锥丝锥是用来加工较小直径内螺纹的成形刀具,一般选用合金工具钢9SiGr制成,并经热处理制成。
通常M4 M24的丝锥一套为两支,称头锥、二锥;M6以下及M24以上一套有三支、即头锥、二锥和三锥。
每个丝锥都有工作部分和柄部组成。
工作部分是由切削部分和校准部分组成。
轴向有几条(一般是三条或四条)容屑槽,相应地形成几瓣刀刃(切削刃)和前角。
切削部分(即不完整的牙齿部分)是切削螺纹的重要部分,常磨成圆锥形,以便使切削负荷分配在几个刀齿上。
头锥的锥角小些,有5~ 7个牙;二锥的锥角大些,有3~4个牙。
校准部分具有完整的牙齿,用于修光螺纹和引导丝锥沿轴向运动。
柄部有方头,其作用是与铰扛相配合并传递扭矩。
(2)铰扛铰扛是用来夹持丝锥的工具,常用的是可调式铰扛。
旋转手柄即可调节方孔的大小,以便夹持不同尺寸的丝锥。
铰扛长度应根据丝锥尺寸大小进行选择,以便控制攻螺纹时的扭矩,防止丝锥因施力不当而扭断。
2.攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p (螺距)塑性材料(钢、紫铜等):钻孔直径d o=d(螺纹外径)-p (螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+-.7d(3)孔口倒角攻螺纹前要在钻孔的孔口进行倒角,以利于丝锥的定位和切入。