第5章 攻丝和套丝
- 格式:ppt
- 大小:119.50 KB
- 文档页数:7

攻丝和套丝的区别
内螺纹和外螺纹的加⼯⽅法虽然很多,但⼩直径的内螺纹只能依靠丝锥加⼯。
⽽套丝则是⽤圆板⽛在棒料(或管料)⼯件上切出外螺纹。
在攻丝或套丝时,⼑具(丝锥或板⽛)与⼯件作相对旋转运动,并由先形成的螺纹沟槽引导着⼑具(或⼯件)作轴向移动(此处攻丝为传统的柔性攻丝,现代的刚性攻丝是⼯件每转⼀转,机床的传动链保证丝锥沿⼯件轴向准确⽽均匀地移动⼀个导程)。
攻丝或套丝的加⼯精度取决于丝攻或板⽛的精度。
加⼯内、外螺纹的⽅法虽然很多,但⼩直径的内螺纹只能依靠丝锥加⼯。
攻丝和套丝可⽤⼿⼯操作,也可⽤车床、钻床、攻丝机和套丝机。
攻丝
攻丝是⽤⼀定的扭距将丝锥旋⼊⼯件上预钻的底孔中加⼯出内螺纹。
套丝
套丝是⽤圆板⽛在棒料(或管料)⼯件上切出外螺纹。

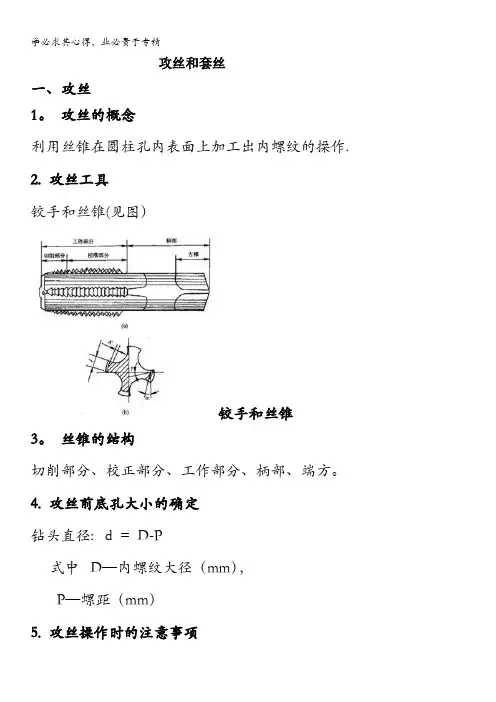
攻丝和套丝一、攻丝1。
攻丝的概念利用丝锥在圆柱孔内表面上加工出内螺纹的操作.2. 攻丝工具铰手和丝锥(见图)铰手和丝锥3。
丝锥的结构切削部分、校正部分、工作部分、柄部、端方。
4. 攻丝前底孔大小的确定钻头直径: d = D-P式中D—内螺纹大径(mm),P—螺距(mm)5. 攻丝操作时的注意事项①钻孔后孔口倒角(90°)(如果是通孔则两面孔口都应倒角);②攻丝时丝锥垂直于孔的中心线的垂直面;③当丝锥切入1~2圈时,用目测或直角尺前后、左右两个方向检查丝锥是否垂直,并校正,攻丝时,每扳铰杠1/2~1圈时,要倒转约1/2圈,使切屑断裂易于排出,攻丝时应顺时针旋转,若感到吃力时即逆时针旋转180度。
再吃力时适当加一点冷却液(根据被攻工件的材质而定);④据螺孔和材料的要求,头锥和二锥、三锥按顺序使用。
攻螺纹(如图)攻螺纹示意图I.二、套丝1。
套丝的概念利用原板牙在圆柱体的外表面上加工出外螺纹的操作称为套丝。
2。
套丝工具板牙和板牙架3. 板牙结构切削部分、校准部分和排屑孔4。
套丝前圆柱杆直径的确定圆柱杆直径:d0=d-0。
13P式中d0—圆柱杆直径(mm);d—外螺纹大径(mm); P-螺距(mm))。
5. 套丝操作时的注意事项①套丝前需把圆柱杆的端头(2mm~3mm)倒角成150~200的圆锥体;②套丝时应保持板牙端面与圆柱杆轴线垂直;③套丝开始时双手顺时针均匀旋转板牙,并施加轴向压力,当板牙切入后取消压力;④为了断屑,板牙要经常逆时针旋转,为了提高螺纹表面质量和板牙使用寿命,要加切削液。

第五章钳工基础知识培训一、概述1、钳工的工作内容:是用手工工具对金属工件进行划线、凿削、锉削、锯割、钻削、攻丝、套丝、铰削、刮削和研磨等。
2、钳工的常用设备:钳桌台、台虎钳(包括固定式和回转式二种)、砂轮机使用砂轮机应注意哪些安全事项:A砂轮的旋转方面应正确,使磨屑向下方飞离砂轮。
B砂轮启动前,人站立在砂轮侧面等待砂轮转速速达到正常才能进行磨削。
C砂轮的平衡误差太大时不能使用。
D工件太大不能用砂轮进行磨削。
二、划线1、划线就是在工件上按图纸和其它要求确定出加工所需要的界线2、划线常用的工具:划针、划针盘、划线平板、规划线、直角尺、V形铁、直角铁和C字夹头、千斤顶、万能角度尺、样冲。
3、划线基准:基准就是依据的意思,划线时,选择一个或几个平面(或线)作为划线的依据划其余的尺寸都从这些面或线开始,这样的面或线称为划线基准。
4、划线基准常见有三种类型:A以两个互相垂直的平面为基准B以一个平面和一个中心面为基准C以两个互相垂直的中心面为基准。
5、基本线条的划法:划平行线划垂直线划圆弧线6、划线借料:由于铸造和锻造加工不当,在尺寸、形状和位置上都存在一定的误差,但是,在误差超出不大的情况下,可通过划线来调整坯件各待加工面的余量分配,使不合格的坯件经加工变成合格零件。
这种补救方法称为划线借料。
7、简述划线的步骤。
答:划线时应当根据划线基准先划出水平方向的所有线条,再划出其它方向的线条,最后划圆和圆弧线。
划线应细而清晰,划线完毕后应仔细检查有无错误或遗漏的线,确定无误后,即可打样冲眼。
8、打样冲眼应注意什么?答:(1)圆心必须打样冲眼,以利于划圆或钻孔时找中心;(2)线的起止点和两条线的交点必须打样冲眼;(3)曲线的转弯处(键槽的两个圆弧顶点)必须打样冲眼;(4)打样冲眼的距离要均匀。
根据线段的不同长度,间距可取20~100mm。
三、凿削(或錾削)1. 凿削就是用手锤锤击凿子(或叫錾子),凿子对金属工件进行加工。