钳工教案(攻丝和套丝)
- 格式:doc
- 大小:48.00 KB
- 文档页数:9
![钳工教案(攻丝和套丝)[整理版]](https://uimg.taocdn.com/84c8e3cecf2f0066f5335a8102d276a2002960b0.webp)
钳工教案(攻丝和套丝)教学目的1.知道攻丝、套丝的含义,了解攻丝时确定底孔直径、套丝时确定工件直径的方法。
2.初步学会攻丝、套丝的基本操作,并会简单应用。
3.培养学生认真工作的态度、团结协作的精神。
4.通过学生自主学习活动,向学生提供学习方法,逐步培养学习能力。
教学重点:1.攻丝、套丝的基本操作。
2.学习技术的方法、应用技能的意识和能力。
教学难点:攻丝、套丝的起削操作;刃具与工件的垂直程度。
课前活动:组织学生去螺钉厂参观生产过程,学习简单的螺纹知识。
工具及材料:丝锥Μ8、Μ6;丝锥铰手230MM、150MM;板牙Μ8、Μ6;板牙铰手Φ25、Φ20;锉刀、游标卡尺,光圆10、8、6;螺帽坯 6.7、5.0;标准螺栓、螺帽M8、M6。
教具:丝锥模型、板牙模型、挂图、数据表。
第一课时攻丝(课堂实录)[授课过程]师:同学们。
上次我们参观了大众螺钉厂,了解生产螺栓的过程,请技术员为我们介绍了简单的螺纹知识。
现在请同学们考虑下列问题:什么是内螺纹、什么是外螺纹?并各举一例。
生1:在工件孔的内壁上加工出的螺纹叫内螺纹。
在圆柱形工件上加工出的螺纹叫外螺纹。
例如螺帽里的螺纹是内螺纹,螺栓上的螺纹是外螺纹。
师:很好!内螺纹凹陷在孔壁内、外螺纹凸起在工件的表面。
当两个零件的内螺纹和外螺纹的规格相同时,就可以相互旋合。
今天我给同学们带来一些螺栓和螺帽。
教师出示螺栓和螺帽的样品。
示教板上整整齐齐地排列着各种规格大小的螺栓帽。
虽然平时都能看到螺栓和螺帽,但是大小各异的排列在一起,使大的螺栓和螺帽显得更大、小的显得更小,给人以品种繁多的新奇感。
这里仅仅收集了部分螺栓和螺帽。
有的比这更大,有的比这还细小。
生产上要如此之多的螺栓和螺帽,说明螺纹的应用是非常广泛的。
请同学们联系平时的观察,列举螺纹应用的实例。
生2:用螺帽不固定自行车上的车轮。
教师出示一辆儿童自行车。
师:不少同学都骑自行车上学,对自行车的结构比较了解。
除了安装车轮应用了螺纹外,几乎在车的每个部件都有螺丝连接设想一下,如果没有螺丝,这辆车就散架不能用了。
![钳工实训教案(推荐5篇)[修改版]](https://uimg.taocdn.com/1e13d812cd7931b765ce0508763231126edb773c.webp)
第一篇:钳工实训教案课题五:锯削的基本操作方法教学目标:1、知识目标:①、知道锯条的安装要求②、掌握起锯、收锯方法③掌握锯削过程中的压力、速度及锯削的纠偏2、能力目标:①、掌握锯削的正确姿势和操作要领②、提高动手操作能力③、锻炼互相帮助协作的能力3、情感目标①、培养吃苦耐劳的精神②、增强团结协作的意识③、树立良好的竞争意思、学习态度教学重点:锯条的安装要求、起锯方法、收锯技巧教学难点:锯削方式、对锯的压力掌握、锯速以及纠偏学情分析:大部分学生通过前面的学习基本能完成基础件的加工。
课时:1课时教学班级:16级机电海员班教学方法:讲练结合、演示法、讲解法、激励法教学用具:台虎钳、手锯、钢板、高度尺、黑板等教学过程:课前准备:进车间要求:让学生谨记6S管理制度(整理、整顿、清扫、清洁、素养、安全)一、组织教学:②、出勤情况检查及记录②、加强安全教育二、新课引入在日常生活中,很多东西需要切断或切槽,那么我们怎样去进行?--------引入锯削三、新课内容(讲授)一、锯削的定义及加工范围1、定义:用锯对材料或工件进行切断或切槽等的加工方法称为锯削。
(问:同学们想想锯削的工作范围都包括哪些操作?)2、工作范围:①、分割材料②、锯掉工件上多余的余量④在工件上锯槽二、锯削的工具1、锯弓:用于安装和张紧锯条2、锯条:起切削作用3、锯弓的握法(握锯自然舒展、右手握柄,左手扶弓)4、起锯方法:近起锯、远起锯。
起锯角均为15°左右,不宜过大或过小。
四、评分标准1.平面度小于0.06,超差0.01扣1分(28分)四处2.垂直度小于0.06,超差0.01扣1分(28分)四处3.平行度小于0.10,超差0.01扣1分(10分)两处4.尺寸精度在39.94-40.04之间满分,超差0.01扣2分(30)两处5.安全文明生产(4分)五、车间巡查指导六、集合点评,强调工艺流程,强调车间劳动纪录,注重学生动手能力及突发问题处理的能力培养。
单元8 松鼠起子[导入]松鼠起子的制作是锯割、锉削、钻孔的综合运用,在制作过程中,同学们可以有一定的自由发挥,评分以外形美观且实用为主。
[注意事项]在学生操作过程中,指导教师应给学生充分的自由度,使学生有较大的思想空间,使有能力的同学能够自由发挥,制作出自己设计的产品,但指导教师要把握好方向。
单元9 攻丝和套丝[导入]攻丝和套丝在钳工来讲就是加工螺纹,螺纹在日常生活工具和机械制造业应用十分广泛,下面我们先来了解有关螺纹的知识。
一、螺纹螺纹分为内螺纹和外螺纹,在钳工实习所做的螺纹为三角螺纹,它的牙型角为60°。
螺纹的种类比较,有三角螺纹、梯形螺纹、方螺纹、圆螺纹、管螺纹等等。
螺纹要素:牙形、外径、螺距、精度、旋向。
[提问]请同学们回答有多少种螺纹?二、攻丝1.丝锥和丝锥扳手丝锥是专门用来攻丝的刀具。
丝锥有机用和手用两种,机用丝锥一般为一支,手用丝锥可分为三个一组或两个一组,即头锥、二锥、三锥,两个一组的丝锥常用,使用时先用头锥,后用二锥,头锥的切削部分斜度较长,一般有5-7个不完整牙形,二锥较短,有1-2个不完整牙形。
攻丝时要合理的选用攻丝扳手,太小攻丝困难,太大丝锥易折断。
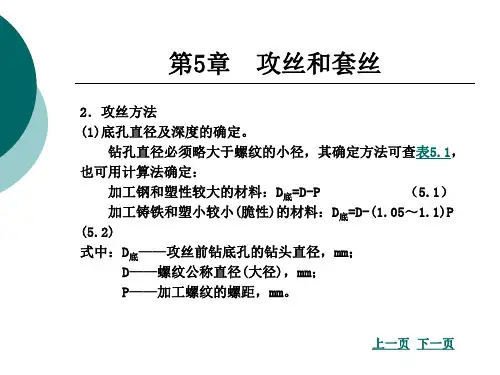
2.攻丝方法⑴钻孔攻丝前先钻螺纹底孔,底孔直径的选择,可查有关手册,也可用公式计算。
脆性材料(铸铁、青铜等)D=d-1.1t塑性材料(钢、紫铜等)D=d-tD——表示钻孔的直径d——表示螺纹的外径t——表示螺距攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹长度。
孔的深度=要求螺纹长度+0.7d⑵攻丝先用头锥攻螺纹。
开始必须将头锥垂直放在工件内,可用目测或直角尺从两个方向检查是否垂直,开始攻丝时一手垂直加压,另一手转动手柄,当丝锥开始切削时,即可平行转动手柄,不再加压,这时每转动1-2圈,要反转1/4圈,请同学回答为什么?(以便使切屑断落,防止切屑挤坏螺纹)另外,攻丝时要加润滑液。
头锥用完再用二锥,当攻通孔时,可用头锥一次攻透即可,二锥不在使用,如不是通孔,二锥必须使用。

《钳工工艺与技能训练》教案(12)【课时内容】任务1 加工组合孔板【所属项目】项目6 螺纹加工【教材版本】《钳工工艺与技能训练》厉萍、曹恩芬主编北京:机工社2018.10【教学目标与要求】➢思政育人培养工程品质,渗透国家忧患意识,激发爱国热情,发扬时代精神,锤炼技能,提升强国有我之志向。
➢知识目标熟知攻螺纹的工艺方法和相关计算。
➢能力目标掌握攻螺纹的基本技能。
【教学重点】攻螺紋操作要点和技能的形成。
【教学难点】攻螺纹起攻与攻制过程控制。
【分析学生】随着前面各项基本技能的学习的训练,工艺知识和加工能力在不断积累中丰富和提升,学习意愿和能力都渐进强化。
【教学设计思路】明确学习任务→掌握知识要点→观摩实际操作→归纳操作要领→技能训练。
【教学资源】教材、多媒体课件、丝锥、铰杠、钻床、钻头及辅具工具、任务备件等。
【教学安排】参考课时:2【教学过程】➢导入新课攻螺纹和套螺纹(又称攻丝和套丝)是工件上普通螺纹最常见的加工方法,钳工加工多采用手动攻螺纹和套螺纹。
钳工手动攻、套螺纹适于精度不高的普通螺纹的加工。
本课时以组合孔板的加工为载体,在钻孔的基础上通过接续学习掌握螺纹孔的加工技能。
➢新课教学结合网络等数字化资源辅助教学,完成以下认知:一、知识准备1.攻螺纹工艺知识要点:(1)手用丝锥的分组特点与选用攻螺纹时,为了减小切削力和延长丝锥的使用寿命,一般将整个切削工作量分配给几支丝锥来承担。
通常M6~M24丝锥每组有两支;M6以下及M24以上的丝锥每组有三支;细牙螺纹丝锥为两支一组。
成组丝锥切削量的分配有锥形分配和柱形分配两种形式。
①锥形分配丝锥,即等径丝锥。
一组丝锥中,每支丝锥的大、中、小径都相等,只是切削部分的长度和锥角不等。
头锥的切削部分为5~7个螺距;二锥的切削部分长度为2.5~4个螺距;三锥的切削部分为1.5~2个螺距。
当攻通孔螺纹时,一般只用头锥一次切削即可完成。
攻盲孔螺纹时,为了增加螺纹的有效长度,分别采用头锥、二锥和三锥进行切削。
机械常识与钳工技能实训c .钻孔时工件应稳妥夹持,防止工件在钻孔过程中移位,或在将要钻孔时,因为进给量过大而使工件甩出。
d .台面上不准放置量具和其他无关的工具夹。
e .钻通孔时应采用相应措施防止钻坏台面。
f .钻床主轴未停时,不准用手握住钻夹头。
松紧钻夹头必须用锥形钥匙,不准用其他工具乱敲。
项目6 攻丝与套丝1.教学目标(1)掌握攻丝和套丝的基本操作技能。
(2)掌握攻、套螺纹的加工步骤及加工工艺。
(3)了解螺纹的基本要素。
2.工作任务 (1)攻丝。
① 攻丝加工训练图样。
备料:45号钢,60mm ×60mm ×10mm 为毛坯,以前面锉削、钻好孔的工件作为攻丝的毛坯。
工件图样如图7-59所示。
② 攻丝加工要求。
a .了解攻丝的基本操作、方法。
b .了解攻丝前底孔直径的确定。
c .做到安全文明生产。
③ 攻丝训练工量具清单。
丝锥、游标卡尺、高度游标卡尺、样冲、锤子、平口钳等。
④ 锉削训练评分标准。
序号 检 查 内 容 配分 评 分 标 准 得分 1 攻丝前底孔直径计算20 计算错误全扣2 正确的攻丝方法 20 酌情扣分3 M10H7mm 合格 50 酌情扣分4 倒角正确 10 酌情扣分 5安全文明生产违章一次扣20分⑤ 实践操作步骤。
a .检查毛坯尺寸。
b .划线,划出孔的中心线。
c .打样冲眼。
d .计算底孔尺寸,钻孔直径D 底 = D (螺纹大径) − P (螺距),底孔直径为 8.5mm 。
图7-59 攻丝加工训练图样。
钳工教案(攻丝和套丝)教学目的1.知道攻丝、套丝的含义,了解攻丝时确定底孔直径、套丝时确定工件直径的方法。
2.初步学会攻丝、套丝的基本操作,并会简单应用。
3.培养学生认真工作的态度、团结协作的精神。
4.通过学生自主学习活动,向学生提供学习方法,逐步培养学习能力。
教学重点:1.攻丝、套丝的基本操作。
2.学习技术的方法、应用技能的意识和能力。
教学难点:攻丝、套丝的起削操作;刃具与工件的垂直程度。
课前活动:组织学生去螺钉厂参观生产过程,学习简单的螺纹知识。
工具及材料:丝锥Μ8、Μ6;丝锥铰手230MM、150MM;板牙Μ8、Μ6;板牙铰手Φ25、Φ20;锉刀、游标卡尺,光圆10、8、6;螺帽坯 6.7、5.0;标准螺栓、螺帽M8、M6。
教具:丝锥模型、板牙模型、挂图、数据表。
第一课时攻丝(课堂实录)[授课过程]师:同学们。
上次我们参观了大众螺钉厂,了解生产螺栓的过程,请技术员为我们介绍了简单的螺纹知识。
现在请同学们考虑下列问题:什么是内螺纹、什么是外螺纹?并各举一例。
生1:在工件孔的内壁上加工出的螺纹叫内螺纹。
在圆柱形工件上加工出的螺纹叫外螺纹。
例如螺帽里的螺纹是内螺纹,螺栓上的螺纹是外螺纹。
师:很好!内螺纹凹陷在孔壁内、外螺纹凸起在工件的表面。
当两个零件的内螺纹和外螺纹的规格相同时,就可以相互旋合。
今天我给同学们带来一些螺栓和螺帽。
教师出示螺栓和螺帽的样品。
示教板上整整齐齐地排列着各种规格大小的螺栓帽。
虽然平时都能看到螺栓和螺帽,但是大小各异的排列在一起,使大的螺栓和螺帽显得更大、小的显得更小,给人以品种繁多的新奇感。
这里仅仅收集了部分螺栓和螺帽。
有的比这更大,有的比这还细小。
生产上要如此之多的螺栓和螺帽,说明螺纹的应用是非常广泛的。
请同学们联系平时的观察,列举螺纹应用的实例。
生2:用螺帽不固定自行车上的车轮。
教师出示一辆儿童自行车。
师:不少同学都骑自行车上学,对自行车的结构比较了解。
除了安装车轮应用了螺纹外,几乎在车的每个部件都有螺丝连接设想一下,如果没有螺丝,这辆车就散架不能用了。
生3:台虎钳能夹持工件也是应用了螺纹。
师:教师边讲边出示台虎钳的活动钳身的螺杆和固定钳身里的杆套。
这是与摇动手柄相连的螺杆,上面有外螺纹。
这是固定钳身里的杆套,里面内螺纹。
当转动手柄时螺纹就带动活动钳身夹住工件。
同学们举的实例都很正确,肯定还能举出许多应用螺纹的实例。
这些实例说明螺纹在生产和生活中有着重要的意义。
那么,怎样加工螺纹呢?同学们能不能亲手来加工螺纹呢?今天我们要来学习手工加工螺纹的技术,就是攻丝和套丝。
攻丝、套丝适用于小批量的螺纹加工生产,是钳工的基本操作技能。
[评述]充分调动学生学习操作技能的积极性,使他们在操作过程中能比较主动地调节自己的操作动作,是学生在操作实践中取得好的成效的前提。
劳动技术课应以学生的日常生活和生产劳动的经验为基础,把情感调动、思维点拨、有序操作等有机地融合在教学过程中,使学生自始至终发挥学习的主动性。
师:我们先识别加工螺纹用的刃具。
教师先后出示丝锥和板牙。
这是一套丝锥,这是板牙。
它们上面都有刀齿。
现在请同学观察丝锥、板牙上刀齿的朝向以及刀齿排列的形状。
学生纷纷拿起钳台上的丝锥和板牙,观察刀齿的朝向和排列的形状。
学生们观察得比较仔细,有的旋转丝锥观看,有的翻过来又倒过去地观察板牙里的刀齿,还窃窃私语。
生4:丝锥的刀齿向外,排成圆形;板牙里的刀齿向里,也排成圆形。
师:丝锥的刀齿向外,排成圆形;板牙里的刀齿向里,围成内圆形。
请同学们想一想,丝锥和板牙各适合于加工什么螺纹?生5:丝锥适用于加工内螺纹,板牙适用于加工外螺纹。
师:同学们对他的回答有没有不同意见?(记:无人表示异议。
)师:他回答得十分正确。
我们通常把用丝锥加工工件内螺纹的操作称作攻丝;把用板牙加工工件外螺纹的操作称作套丝(板书攻丝、套丝的含义)。
现在我们先学习攻丝的方法。
为了掌握攻丝操作,需要对丝锥作进一步的了解。
通常二支丝锥为一套(出示丝锥图,结合图示讲解)。
这是头锥、用于第一次攻丝;这是二锥,用于第二次攻削修光螺纹。
请同学们比较图中头锥与二锥在外形上的区别。
学生观察挂图中的头锥和二锥,相互议论,不少学生带拿起钳台上的丝锥进行比较。
生6:头锥前端的锥面较长,二锥的锥面较短。
师:对了,很好!头锥的锥面较长,那是为了便于在孔壁上起削,逐步形成内螺纹。
二锥用于第二次攻削,其主要作用是修光螺纹,所以锥面较短,因此二锥的起削能较差。
如果在第一次攻丝时误用了二锥,这支二锥很容易损坏,因此正确地识别,使用头锥和二锥显得很重要。
教师边讲边将头锥和二锥的模型并列在一起,比较明显地显示出两支丝锥在前端锥面上的区别。
从平面图的认识到立体模型讲解识别。
为下一步学生对丝锥实物识别作了铺垫。
师:每支丝锥的柄上,通常刻有螺纹大径的尺寸。
现在请同学们把直径为8.0MM的头锥、二锥找出来,并把头锥拿在手上。
学生纷纷动手观察丝锥柄的科字,寻找M8规格的丝锥。
根据头锥、二锥的特征进行识别。
有的学生迅速地取出M8规格的头锥、有的则在商议,还有的学生把两支丝锥并在一起比较……教师走到学生中间巡视。
师:××和××同学找的头锥和二锥是正确的。
请他俩分头检查大家找出的头锥和二锥。
生7和生8高高兴兴地一一检查,对个别识别错了的同学进行纠正,并告诉他们识别的方法。
多数学生找对了,显得很兴奋。
[评述]学习操作的过程实际是一个观察(测)、执行、评价三方面协调进行的动态过程。
即:┌─────┐┌───┐│观察(测)├→│执行│└─────┘└─┬─┘↑┌───┐│└─┤评价│←┘└───┘因此,在攻丝操作之前,让学生观察工具的结构特征和加工件的标准产品,有利于学生明确操作目标。
师:下面以加工大径为8.0MM、为例,介绍攻丝的步骤和方法(板书:钻底孔)。
攻丝前先要钻孔,这个用于攻丝的孔称作底孔。
由于攻丝刚才过程中,丝锥的刀齿对孔壁表面进行切削和挤压,逐步形成螺纹,因此底孔的直径不能过大或过小,必须事先确定底孔直径的大小。
加工大径为8.0MM,螺距为1.25MM的内螺纹,底孔直径应该有多大呢?怎样来确定呢?这可以用查表方法或根据加工材料的硬度性质列式计算。
我们先学习计算方法。
(1)加工钢和塑性较大的材料:底孔直径=螺纹大径—螺距(2)加工铸铁和塑性较小的材料:底孔直径=螺纹大径—×螺距教师板书,并对第(2)计算式中系数(1.05—1.1)作简要解释。
师:今天我们练习攻丝所用的螺帽坯是用钢材做成的。
请同学们选择一个式子计算底孔直径。
学生选择(1)式迅速地口算,教师根据口算结果板书。
学生争先恐后地报出底孔直径为6.7MM。
师:这个计算结果是否正确呢?我们用查表的方法来核对。
学生听说要查表核对计算的数据,目光注视教师挂出的“攻丝底孔钻头直径表”纷纷报出底孔直径数据:6.7—6.8MM。
师:这个数据从哪一栏里找到的?生:钢一栏。
师:很好!计算和查表的结果是相吻合的。
底孔直径确定后,就可以选择相应直径的钻头钻孔。
钻孔后需要孔口倒角去掉棱角。
这样使头锥易于切入、避免孔口螺纹崩裂。
今天我们练习攻丝用的螺帽坯的底孔已在上节课上加工好了。
下面我给同学们介绍攻丝的具体操作方法。
教师按操作步骤、边讲边示范,现将讲解示范的内容整理如下:[评述]教师按攻丝操作的步骤,一边示范动作,一边讲解操作要领和注意事项,并利用挂图解剖动作的关键,这些方法都是劳技教学中的常用方法。
教师清晰有序的讲解、正确的分解动作示范,为学生建立了操作的概念与表象。
师:刚才我给同学们介绍了攻丝的操作方法。
现在哪位同学愿意来试试?学生举手跃跃欲试。
教师示意生7上台操作。
生7从成套的丝锥中挑出头锥M8,将其方榫夹在丝锥铰手上,然后将丝锥插入已平夹在台虎钳上螺帽坯的孔中。
交叉目测,检查丝锥与孔口哦、平面的垂直程度,小心地纠正丝锥的偏斜。
接着双手靠拢握住铰手柄,大拇指抵住铰手中部开始攻削……下面的学生密切地注视着生7的操作,并不时地提示:压力大些、丝锥歪了……检查垂直……倒旋断屑……教师在一旁注意生7的操作过程和动作,同时热情地鼓励他大胆地操作。
虽然生7的操作显得生疏,把握不太准,但是老师和同学的热情鼓励下一步一步地完成了攻丝的全过程。
师:攻丝时,你感到哪一步的操作难度最大?生7:开始攻入时,既要将丝锥攻下去,又要保持丝锥对工件的垂直。
师:哪你是怎样解决的呢?生7:双手要靠拢些握住铰手柄,大拇指握住铰手中部,用力向下压,两边压力要相等,慢慢地旋转铰手。
这样丝锥就会垂直地攻入底孔。
师:头锥攻入孔内不久,你通过检查发现丝锥有些偏斜,这时你是怎样纠正的呢?生7:边转动铰手,边向偏斜的反方向慢慢地纠正。
注意不要纠正过头。
师:很好!你用这个标准螺栓(M8)旋入自己加工的螺帽,看看松紧如何?生7用标准螺栓松紧自如地旋入螺帽后,脸上露出了笑容。
同学们为生7初试成功受到鼓舞。
[评述]在组织全班学生操作练习前,先请一位同学模拟尝试,起到三方面作用:教师获取教学反馈信息,有利于大面积的指导;设计师之间精心问答,点拨操作关键,同学的体验比教师的讲解更贴近学生;学生观察、评论操作,可估计自己操作情景,思考防止发生错误的方法。
为下阶段练习的成功打下基础。
师:下面将要进行攻丝练习。
由相邻的两位同学结对互帮互学,在螺帽坯上合作加工内螺纹(M8)。
学生们将螺帽坯平夹在台虎钳上,按攻丝的步骤才操作。
有的结对学生边做边商议操作方法;有的相互轮换操作,相互提示纠正纠正动作。
练习气氛活跃,团结协作状况良好。
教师巡视中着重检查学生选用头锥情况,起削用力、丝锥纠偏,倒旋断屑,二锥的使用方法以及退出丝锥的手法。
特别对个别起削,纠偏把握不准的学生进行重点辅导。
学生攻丝陆续完毕,用标准螺栓(M8)检查螺纹质量,不少学生急着把加工好螺帽给老师和其他同学观看。
[评述]操作技能训练符合一定的规律:开始时,学生注意范围较窄小,动作生硬往往顾此失彼,而且不易察觉自己操作动作的错误。
随着实践经验增加,才能达到注意逐步扩大,动作协调,力度较准。
只有到熟练阶段时,技能动作才成为他们联想与习惯的迁移。
因此,初练时安排两位学生结对子训练,互相观察、提示、交流,就十分必要。
教师巡视,随时指导操作,及时反馈调控,及时鼓励,这样,既有学生间的“兵教兵”活动,又有“官教兵”的辅导,双管齐下,这是劳技教学中一种较好的组织训练方式。
师:刚才练习中,同学们互助合作得很好。
通过练习对攻丝操作有了些体验,在练习中遇到一些什么问题?生8:攻丝时:当头锥切入工件2-3牙后要检查头锥与孔口平面是否垂直,怎样判断头锥已经切入孔口2-3牙呢?师:这个问题提得很有意义。
头锥攻入孔口1-2牙后,如果不及时检查头锥的垂直程度,而是继续攻削下去,会形成歪斜螺纹。