钳工工艺——攻丝与套丝
- 格式:ppt
- 大小:1.39 MB
- 文档页数:2
![钳工教案(攻丝和套丝)[整理版]](https://uimg.taocdn.com/84c8e3cecf2f0066f5335a8102d276a2002960b0.webp)
钳工教案(攻丝和套丝)教学目的1.知道攻丝、套丝的含义,了解攻丝时确定底孔直径、套丝时确定工件直径的方法。
2.初步学会攻丝、套丝的基本操作,并会简单应用。
3.培养学生认真工作的态度、团结协作的精神。
4.通过学生自主学习活动,向学生提供学习方法,逐步培养学习能力。
教学重点:1.攻丝、套丝的基本操作。
2.学习技术的方法、应用技能的意识和能力。
教学难点:攻丝、套丝的起削操作;刃具与工件的垂直程度。
课前活动:组织学生去螺钉厂参观生产过程,学习简单的螺纹知识。
工具及材料:丝锥Μ8、Μ6;丝锥铰手230MM、150MM;板牙Μ8、Μ6;板牙铰手Φ25、Φ20;锉刀、游标卡尺,光圆10、8、6;螺帽坯 6.7、5.0;标准螺栓、螺帽M8、M6。
教具:丝锥模型、板牙模型、挂图、数据表。
第一课时攻丝(课堂实录)[授课过程]师:同学们。
上次我们参观了大众螺钉厂,了解生产螺栓的过程,请技术员为我们介绍了简单的螺纹知识。
现在请同学们考虑下列问题:什么是内螺纹、什么是外螺纹?并各举一例。
生1:在工件孔的内壁上加工出的螺纹叫内螺纹。
在圆柱形工件上加工出的螺纹叫外螺纹。
例如螺帽里的螺纹是内螺纹,螺栓上的螺纹是外螺纹。
师:很好!内螺纹凹陷在孔壁内、外螺纹凸起在工件的表面。
当两个零件的内螺纹和外螺纹的规格相同时,就可以相互旋合。
今天我给同学们带来一些螺栓和螺帽。
教师出示螺栓和螺帽的样品。
示教板上整整齐齐地排列着各种规格大小的螺栓帽。
虽然平时都能看到螺栓和螺帽,但是大小各异的排列在一起,使大的螺栓和螺帽显得更大、小的显得更小,给人以品种繁多的新奇感。
这里仅仅收集了部分螺栓和螺帽。
有的比这更大,有的比这还细小。
生产上要如此之多的螺栓和螺帽,说明螺纹的应用是非常广泛的。
请同学们联系平时的观察,列举螺纹应用的实例。
生2:用螺帽不固定自行车上的车轮。
教师出示一辆儿童自行车。
师:不少同学都骑自行车上学,对自行车的结构比较了解。
除了安装车轮应用了螺纹外,几乎在车的每个部件都有螺丝连接设想一下,如果没有螺丝,这辆车就散架不能用了。





攻丝和套丝一、攻丝1。
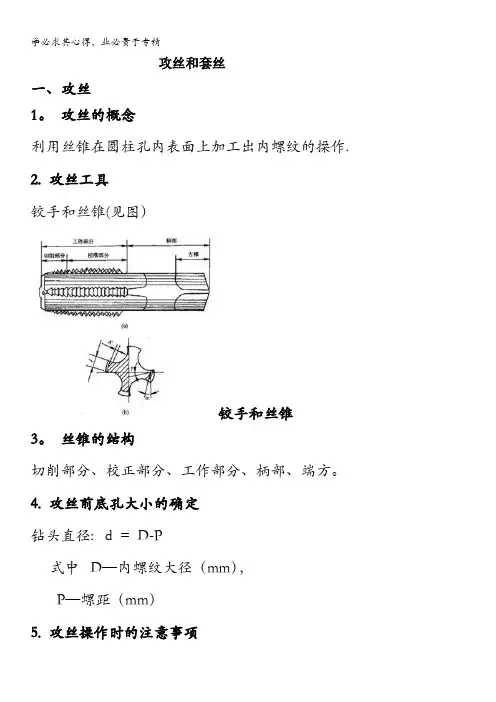
攻丝的概念利用丝锥在圆柱孔内表面上加工出内螺纹的操作.2. 攻丝工具铰手和丝锥(见图)铰手和丝锥3。
丝锥的结构切削部分、校正部分、工作部分、柄部、端方。
4. 攻丝前底孔大小的确定钻头直径: d = D-P式中D—内螺纹大径(mm),P—螺距(mm)5. 攻丝操作时的注意事项①钻孔后孔口倒角(90°)(如果是通孔则两面孔口都应倒角);②攻丝时丝锥垂直于孔的中心线的垂直面;③当丝锥切入1~2圈时,用目测或直角尺前后、左右两个方向检查丝锥是否垂直,并校正,攻丝时,每扳铰杠1/2~1圈时,要倒转约1/2圈,使切屑断裂易于排出,攻丝时应顺时针旋转,若感到吃力时即逆时针旋转180度。
再吃力时适当加一点冷却液(根据被攻工件的材质而定);④据螺孔和材料的要求,头锥和二锥、三锥按顺序使用。
攻螺纹(如图)攻螺纹示意图I.二、套丝1。
套丝的概念利用原板牙在圆柱体的外表面上加工出外螺纹的操作称为套丝。
2。
套丝工具板牙和板牙架3. 板牙结构切削部分、校准部分和排屑孔4。
套丝前圆柱杆直径的确定圆柱杆直径:d0=d-0。
13P式中d0—圆柱杆直径(mm);d—外螺纹大径(mm); P-螺距(mm))。
5. 套丝操作时的注意事项①套丝前需把圆柱杆的端头(2mm~3mm)倒角成150~200的圆锥体;②套丝时应保持板牙端面与圆柱杆轴线垂直;③套丝开始时双手顺时针均匀旋转板牙,并施加轴向压力,当板牙切入后取消压力;④为了断屑,板牙要经常逆时针旋转,为了提高螺纹表面质量和板牙使用寿命,要加切削液。
钳工攻螺纹、套螺纹及其注意事项作者:陈小龙文章来源:本站原创点击数:47 更新时间:2008-11-6 10:23:12常用的在角螺纹工件,其螺纹除采用机械加工外,还可以用钳加工方法中的攻螺纹和套螺纹来获得。
攻螺纹(亦称攻丝)是用丝锥在工件内圆柱面上加工出内螺纹;套螺纹(或称套丝、套扣)是用板牙在圆柱杆上加工外螺纹。
一、攻螺纹1.丝锥及铰扛(1)丝锥丝锥是用来加工较小直径内螺纹的成形刀具,一般选用合金工具钢9SiGr制成,并经热处理制成。
通常M6~M24的丝锥一套为两支,称头锥、二锥;M6以下及M24以上一套有三支、即头锥、二锥和三锥。
每个丝锥都有工作部分和柄部组成。
工作部分是由切削部分和校准部分组成。
轴向有几条(一般是三条或四条)容屑槽,相应地形成几瓣刀刃(切削刃)和前角。
切削部分(即不完整的牙齿部分)是切削螺纹的重要部分,常磨成圆锥形,以便使切削负荷分配在几个刀齿上。
头锥的锥角小些,有5~7个牙;二锥的锥角大些,有3~4个牙。
校准部分具有完整的牙齿,用于修光螺纹和引导丝锥沿轴向运动。
柄部有方头,其作用是与铰扛相配合并传递扭矩。
(2)铰扛铰扛是用来夹持丝锥的工具,常用的是可调式铰扛。
旋转手柄即可调节方孔的大小,以便夹持不同尺寸的丝锥。
铰扛长度应根据丝锥尺寸大小进行选择,以便控制攻螺纹时的扭矩,防止丝锥因施力不当而扭断。
2.攻螺纹前钻底孔直径和深度的确定以及孔口的倒角(1)底孔直径的确定丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。
底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距)塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)(2)钻孔深度的确定攻盲孔(不通孔)的螺纹时,因丝锥不能攻到底,所以孔的深度要大于螺纹的长度,盲孔的深度可按下面的公式计算:孔的深度=所需螺纹的深度+-.7d(3)孔口倒角攻螺纹前要在钻孔的孔口进行倒角,以利于丝锥的定位和切入。
