前处理新培训资料.
- 格式:ppt
- 大小:518.51 KB
- 文档页数:20


LS-PrePost前处理基础教程df_af_aq,from 2011-7-29开场磨叽几句——LS-PrePost(以下简称lspp)是面向windows和linux平台,专门为LS-DYNA定制的免费前后处理软件,完全支持ls-dyna的全部关键字。
(lspp官方原话是LS‐PrePost is an advanced pre and post‐processor designed specifically for LS‐DYNA. LS‐PrePost is developed for Windows and Linux. LS‐PrePost is FREE. Full support of LS‐DYNA keyword files,但经过证实,至少关键字*Restart以及所属的*CHANGE_option目前尚无法在最新版本lspp v3.2中通过GUI操作方式实现)。
Lspp在推出3.0之后,加入了新的几何建模引擎,其前处理功能以及不少GUI界面焕然一新。
鉴于版上很多版友是将lspp作为后处理软件使用,而关于lspp的前处理应用的讨论则相对少得多。
尽管至少有以下两个很好的学习lspp的途径——lspp官网以及lstc ftp上的lspp 培训资料,/lspp//user/ls-prepost/training/(用户名以及密码可以到ls-dyna版置顶帖中找)但为了促进在版上交流lspp的前处理应用,找个时间,做了个非常基础的小案例,以期抛砖引玉之用。
严重声明:起名为教程,有些嘚瑟了。
主要供新手入门之参考。
Lspp老鸟们可以直接无视飘过。
磨叽完毕,下面进入主题。
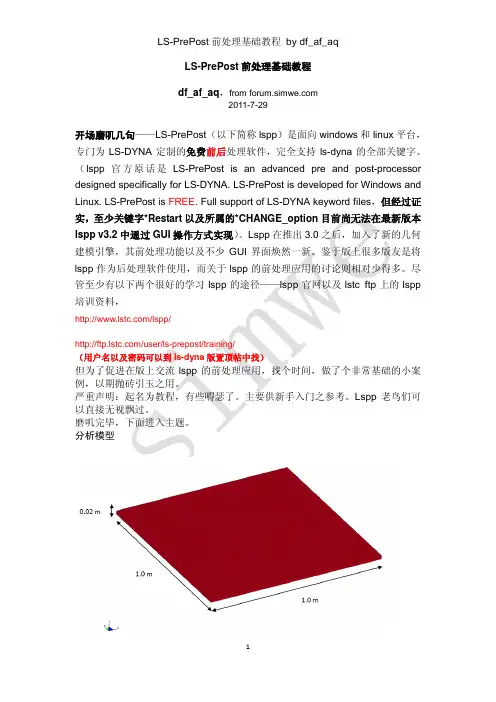
分析模型1m×1m×0.02m的铝板,上表面施加pressure载荷(0.1s内,1MPa,单调上升),下端施加SPC约束。
操作平台:LS-PrePost-3.2-Win32单位:SI制,m-Kg-s-N1、界面定制介绍1)图标+图标注释定制View---->Toolbar---->Text and Icon (Right & Bottom)2)工具条定制Setting---->Toolbar manager2、建立几何模型和网格划分由于模型非常简单,故跳过几何建模,直接建立实体网格模型。

中药提取前处理车间培训第一章药剂卫生一、药品卫生标准1、口服药品:1g或1ml不得检出大肠杆菌,含动物及脏器的药品同时不得检出沙门菌,不得检出活螨。
2、外用药品:1g或1ml不得检出绿脓杆菌金黄色葡萄菌,其中创伤、溃疡用制剂不得检出破伤风杆菌,不得检出活螨。
3、其它药品:(1)膜剂:细菌数及霉菌数每10cm2不得超过100个。
(2)气雾剂:细菌数及霉菌数每1ml不得超过100个。
4、各类制剂:检出大肠杆菌或其它致命菌时,按一次检出结果为准,不再抽样复验,该产品作不合格论,细菌数、霉菌数不合格者应从同一批产品中随机抽样复试两次,以三次检验结果的平均质报告细菌数,霉菌数任意一项不合格时均作不合格论,凡外观发霉、生虫、生活螨药品作不合格论,液体制剂瓶盖周围有发霉或活螨者,作不合格论,不合格无需复验。
二、药剂可能被微生物污染的途径1、原料药材:主要指植物类、动物类药材直接携带多种微生物和螨。
2、辅助材料:加水、蜂蜜、淀粉与常用辅料均存在一定数量微生物。
3、制药设备:如粉碎机、混合机及各种盛装物料的容器具,可能带入微生物。
4、环境空气:空气中有多种微生物存在。
五、物理灭菌法分为加热灭菌法、滤过除菌法、紫外线照射法、微波灭菌法、辐射灭菌法。
物理灭菌法:指采用加热、辐射等物理手段达到灭菌目的的方法。
1、加热灭菌法:(分为干热灭菌法、湿热灭菌法)加热可破坏微生物中霉、蛋白质和核酸导致微生物死亡。
加热灭菌法分为干热灭菌法和湿热灭菌法。
在同一温度下湿热灭菌的效果比干热好,主要是因湿热灭菌时有水分存在,蛋白质易变性,水分不易使微生物膜壁润湿,湿热的穿透力比干热大。
(1)干热灭菌法包括:火焰灭菌法和干热灭菌法。
①火焰灭菌法:系指用火焰直接烧灼以达到灭菌的目的。
②干热空气灭菌法:系指用烘箱等设备用高温干热的空气灭菌的方法。
(2)湿热灭菌法:本法是利用饱和水蒸汽或沸水等杀灭微生物方法,包括以下几种方法:①热压灭菌法:本法系指在热压灭菌器内,利用高压饱和水蒸汽杀灭微生物的方法。
安徽叉车集团公司第八届岗位技术操作运动会专业理论培训资料(前处理专业)1.涂装前处理的目的在:1)增强涂层对被涂物表面的附着力;2)提高涂层对被涂物的保护性能;3)为涂层的平整性创造良好的条件,提高涂层的装饰性。
2.碱液清洗所利用碱的化学作用为主的一种清洗方法,由于原料易得,价格低廉,设备要求简单,操作方便,得到广泛应用。
3.碱液清洗分为浸渍清洗法和喷射清洗法。
4.制品涂装前的表面处理主要包括除油、除锈和除磷化三各部分。
5.钢铁表面的主要污物有以下几类:1)油污如润滑油、切削油等,2)氧化物如氧化皮、黄锈等,3)固体附着物各种盐类,4)旧涂料旧漆、旧塑料等。
6.钢铁表面常见的氧化物有:氧化铁(FeO ,灰色)、三氧化二铁(Fe2O3赤色)、含水三氧化二铁(Fe2O3·nH2O,橙黄色)和四氧化三铁(Fe3O4,兰黑色)等。
7.钢铁除锈的基本方法:燃烧法、喷砂(丸)法、碱液清洗、乳化清洗、溶液清洗、电解液洗。
8.碱液清洗的基本工艺:预除油(若工件上附着的油污过厚时需要采取这一步)→碱液除油→一次水洗→二次水洗→干燥或直接转入下道工序。
9.碱液清洗法的影响因素:1)组成是影响除油质量的主要因素,2)碱度碱度越高越能使油污与溶液之间的张力降低,越易出去油污,3)温度温度越高除油效果越好,浸渍清洗的温度一般在70℃~100℃之间,4)机械作用机械作用强,清洗效果好。
浸渍清洗时应适当的搅拌,5)表面活性碱清洗液中加入适当的表面活性剂,可降低表面张力,提高清洗效果,6)水洗工件在碱液中除油清洗后,应用水冲洗,出去残留在工件表面的清洗剂。
10.油缸清洗前应检查上下油口密封是否松动及脱落,确保在清洗时水不进入油缸内腔。
清洗时脱脂剂的工作温度应在60-80℃范围内,并确保一定的清洗时间,清洗完毕后还应检查工件表面的清洗效果,如仍存有油污,则应重新进行清洗直至干净。
11.钢材的锈蚀程度可分为四个等级:1)A级全面覆盖氧化皮,几乎没有铁锈的钢材表面,2)B级已发生锈蚀,并且部分氧化皮已经剥落的钢材表面,3)C级氧化皮已因锈蚀而剥落,或者可以刮除,并且有少量点蚀的钢材表面,4)D级氧化皮已因锈蚀全面剥落,并且已普遍发生点蚀的钢材表面。