前处理培训资料
- 格式:ppt
- 大小:5.03 MB
- 文档页数:8

前处理专业岗位技术操作理论培训资料一、前处理的概念和基本原理前处理是指对原始材料进行预处理的一系列操作,旨在提高材料的质量和适应后续加工工艺的需要。
在很多工业领域,前处理都是至关重要的环节,决定了最终产品的质量和性能。
本章将介绍前处理的基本概念和原理。
1.1 前处理的定义前处理是指在材料进行后续加工或生产之前对其进行的一系列操作,主要包括清洗、分类、研磨、浸泡等。
通过前处理,可以去除杂质、改善材料结构、提高成形性等,为后续加工提供优质的原材料。
1.2 前处理的作用前处理在工业生产中起着重要的作用,其主要作用包括:(1)去除杂质:原材料往往含有各种杂质,如尘土、油脂、金属碎屑等,这些杂质会影响后续加工的效果和产品的质量。
通过前处理,可以将这些杂质去除,确保材料的纯净度。
(2)改善结构:有些原材料的结构比较复杂或者不够均匀,这会导致成品的质量不稳定或者性能不理想。
通过前处理,可以改善材料的结构,提高其均匀性和稳定性。
(3)提高成形性:有些原材料在加工过程中容易产生变形、断裂等问题,影响产品的成形效果。
通过前处理,可以改善材料的成形性,降低加工难度。
1.3 前处理的基本原理前处理的基本原理是通过物理、化学或生物的方式对原材料进行加工,实现杂质去除、结构改善和成形性提高的目的。
具体的原理包括:(1)物理原理:采用物理手段如洗涤、筛分、研磨等,通过物理能量的作用,将杂质与原材料分离或者使其降解。
(2)化学原理:采用化学反应如溶解、氧化等,将杂质与原材料发生化学反应,从而实现杂质的去除或者结构的改变。
(3)生物原理:通过利用微生物的活动,分解杂质或者改变原材料的结构。
生物法前处理常用于食品加工和环境治理等领域。
二、前处理中常见操作和技术2.1 清洗操作清洗是前处理中最基本的操作之一,其目的是将原材料表面的尘土、油脂等杂质去除,保持原材料的纯净。
常见的清洗方法包括:(1)水洗法:将原材料浸泡在水中,利用水的冲击力和溶解力,将杂质从原材料表面冲刷掉。

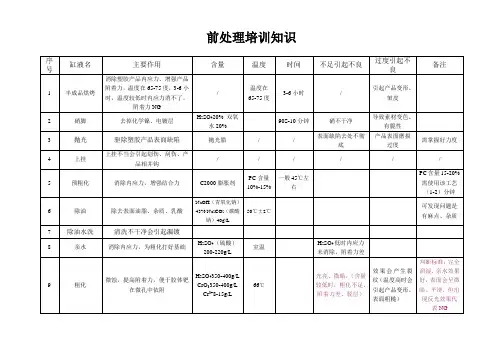
前处理培训资料培训资料一、前处理工艺流程热水洗→预脱脂→主脱脂→水洗→水洗→表调→磷化→水洗→水洗→纯水洗→电泳……二、前处理的意义:1.提高涂层与基体的结合力2.增强涂层的抗蚀能力3.提高涂层的润滑性4.提高涂层的将饰性三、脱脂1.脱脂的作用工件表面的油脂对磷化膜的附着力影响较大,脱脂完全,表面润湿,而且极晶格反应点较高,磷化膜的结晶细密牢固,反之,表面张力大,严重阻碍磷化膜的生长、膜层附着力弱,磷化不均,甚至得不到相应磷化膜。
2.脱脂槽的工艺参数:使用浓度:3%~5%总碱度:12~20点游离碱度:5~10点外观方式:喷、浸外观浸度/时间:50~60℃/3分钟更新周期:3个月(根据工作处理效果测定模液含油量)3.影响脱脂的因素A.脱脂前预处理是否到位B.脱脂槽液的工艺参数是否在正常范围。
C.脱脂槽设备状态是否正常(如预脱脂喷淋嘴是否堵塞,主脱脂槽循环力度是否够)4.脱脂槽液的维护A.定时检测脱脂液的碱度,每班检测一次,使之达到工艺范围。
B.加强净化槽液,(除去油膜和油分,过滤杂质,定期清理)工作前捞去槽液的油模和定期清除脱脂液的油分。
可用手工捞去或作用油水分离器。
C.定期更换槽液,过滤杂质。
(当补加新的脱脂剂,仍然达不到除油效果时,更换槽液。
)5.判定脱脂除油效果,除油效果可用多种方法判断。
最常用且较简便的方法是水膜中断法,即工件经过彻底的水洗后,观察水是否能在表面完全润湿,如除油彻底水洗后,表面能形成连续水膜,否则除油不彻底。
四、表调1.表调的作用:A.提高磷化质量。
激活工作表层的活性,并形成大量极细的结晶核,提高成膜性;使磷化晶核细化,膜层均匀致密,膜厚减薄,防止产生磷酸铁蓝膜,改善涂层附着力;还能大大提高磷化膜的防护性、耐磨性和初期的磨合性。
B.优化磷化条件:能使磷化时间缩短1/2,降低磷化温度。
C.改善材质与磷化的适应性。
2.表调槽的工艺参数使用浓度:0.1%~0.2%PH值:8.5~9.5处理温度/时间:常温/1分钟更新周期:2-4周(根据处理效果而定)3.影响表调的因素(1)浓度。
中药提取前处理车间培训第一章药剂卫生一、药品卫生标准1、口服药品:1g或1ml不得检出大肠杆菌,含动物及脏器的药品同时不得检出沙门菌,不得检出活螨。
2、外用药品:1g或1ml不得检出绿脓杆菌金黄色葡萄菌,其中创伤、溃疡用制剂不得检出破伤风杆菌,不得检出活螨。
3、其它药品:(1)膜剂:细菌数及霉菌数每10cm2不得超过100个。
(2)气雾剂:细菌数及霉菌数每1ml不得超过100个。
4、各类制剂:检出大肠杆菌或其它致命菌时,按一次检出结果为准,不再抽样复验,该产品作不合格论,细菌数、霉菌数不合格者应从同一批产品中随机抽样复试两次,以三次检验结果的平均质报告细菌数,霉菌数任意一项不合格时均作不合格论,凡外观发霉、生虫、生活螨药品作不合格论,液体制剂瓶盖周围有发霉或活螨者,作不合格论,不合格无需复验。
二、药剂可能被微生物污染的途径1、原料药材:主要指植物类、动物类药材直接携带多种微生物和螨。
2、辅助材料:加水、蜂蜜、淀粉与常用辅料均存在一定数量微生物。
3、制药设备:如粉碎机、混合机及各种盛装物料的容器具,可能带入微生物。
4、环境空气:空气中有多种微生物存在。
五、物理灭菌法分为加热灭菌法、滤过除菌法、紫外线照射法、微波灭菌法、辐射灭菌法。
物理灭菌法:指采用加热、辐射等物理手段达到灭菌目的的方法。
1、加热灭菌法:(分为干热灭菌法、湿热灭菌法)加热可破坏微生物中霉、蛋白质和核酸导致微生物死亡。
加热灭菌法分为干热灭菌法和湿热灭菌法。
在同一温度下湿热灭菌的效果比干热好,主要是因湿热灭菌时有水分存在,蛋白质易变性,水分不易使微生物膜壁润湿,湿热的穿透力比干热大。
(1)干热灭菌法包括:火焰灭菌法和干热灭菌法。
①火焰灭菌法:系指用火焰直接烧灼以达到灭菌的目的。
②干热空气灭菌法:系指用烘箱等设备用高温干热的空气灭菌的方法。
(2)湿热灭菌法:本法是利用饱和水蒸汽或沸水等杀灭微生物方法,包括以下几种方法:①热压灭菌法:本法系指在热压灭菌器内,利用高压饱和水蒸汽杀灭微生物的方法。
安徽叉车集团公司第八届岗位技术操作运动会专业理论培训资料(前处理专业)1.涂装前处理的目的在:1)增强涂层对被涂物表面的附着力;2)提高涂层对被涂物的保护性能;3)为涂层的平整性创造良好的条件,提高涂层的装饰性。
2.碱液清洗所利用碱的化学作用为主的一种清洗方法,由于原料易得,价格低廉,设备要求简单,操作方便,得到广泛应用。
3.碱液清洗分为浸渍清洗法和喷射清洗法。
4.制品涂装前的表面处理主要包括除油、除锈和除磷化三各部分。
5.钢铁表面的主要污物有以下几类:1)油污如润滑油、切削油等,2)氧化物如氧化皮、黄锈等,3)固体附着物各种盐类,4)旧涂料旧漆、旧塑料等。
6.钢铁表面常见的氧化物有:氧化铁(FeO ,灰色)、三氧化二铁(Fe2O3赤色)、含水三氧化二铁(Fe2O3·nH2O,橙黄色)和四氧化三铁(Fe3O4,兰黑色)等。
7.钢铁除锈的基本方法:燃烧法、喷砂(丸)法、碱液清洗、乳化清洗、溶液清洗、电解液洗。
8.碱液清洗的基本工艺:预除油(若工件上附着的油污过厚时需要采取这一步)→碱液除油→一次水洗→二次水洗→干燥或直接转入下道工序。
9.碱液清洗法的影响因素:1)组成是影响除油质量的主要因素,2)碱度碱度越高越能使油污与溶液之间的张力降低,越易出去油污,3)温度温度越高除油效果越好,浸渍清洗的温度一般在70℃~100℃之间,4)机械作用机械作用强,清洗效果好。
浸渍清洗时应适当的搅拌,5)表面活性碱清洗液中加入适当的表面活性剂,可降低表面张力,提高清洗效果,6)水洗工件在碱液中除油清洗后,应用水冲洗,出去残留在工件表面的清洗剂。
10.油缸清洗前应检查上下油口密封是否松动及脱落,确保在清洗时水不进入油缸内腔。
清洗时脱脂剂的工作温度应在60-80℃范围内,并确保一定的清洗时间,清洗完毕后还应检查工件表面的清洗效果,如仍存有油污,则应重新进行清洗直至干净。
11.钢材的锈蚀程度可分为四个等级:1)A级全面覆盖氧化皮,几乎没有铁锈的钢材表面,2)B级已发生锈蚀,并且部分氧化皮已经剥落的钢材表面,3)C级氧化皮已因锈蚀而剥落,或者可以刮除,并且有少量点蚀的钢材表面,4)D级氧化皮已因锈蚀全面剥落,并且已普遍发生点蚀的钢材表面。
操作岗位培训教材——湿菲林工序前处理岗位知识教材编号:TM-WF-OPW-001编制人:刘森林一、教材题纲:1、前处理岗位概述2、前处理岗位开工检查3、前处理岗位物料及设备控制4、前处理岗位开缸控制5、前处理岗位机器操作6、前处理岗位首件产品及返工产品控制7、前处理岗位操作守则8、前处理岗位参数控制9、前处理岗位生产保养10、前处理岗位应急程序二、教材正文:1、前处理岗位概述1.1前处理方式:浮石粉磨板。
1.2前处理的作用是:去除板面氧化、油污,粗化板面,提高板与绿油的结合力。
1.3前处理流程:1#磨板机浮石粉磨板→加压水洗→酸洗→水洗→DI水洗→吸干→烘干2#磨板机酸洗→水洗→浮石粉磨板→水洗→加压水洗→水洗→DI水洗→吸干→烘干1.4全板镀薄金流程:1#磨板机盐酸洗→水浸→水洗→DI水洗→吸干→烘干1.5全板镀厚金流程:ENIG磨板机磨板→水洗→烘干→用5-7%(V/V)HCI溶液浸泡10secWF 1#磨板机高压水洗→水洗→DI水洗→烘干2、前处理岗位开工检查2.1检查水缸、药水缸、浮石粉缸液位。
2.2检查烘干段是否干净。
2.3检查各类开关是否打开,各缸体、管道、阀门、开关、压力表、速度表是否正常。
2.4检查传送运转是否正常,有无抖动、磨损、不转。
2.5检查温控、加热、吹风是否正常。
2.6各喷淋压力是否正常,喷淋泵是否有泄漏,各管道和阀门是否有漏液2.7各门盖是否完好,密封是否良好2.8检查各指示灯、警示灯及蜂鸣器是否正常2.9检查浮石粉泵是否运转良好2.10检查磨辘是否变形,磨刷升降调节是否灵活,有无卡死现象3、前处理岗位物料及设备控制操作岗位培训教材:湿菲林/前处理岗位4、前处理岗位开缸控制第3页共13页5、前处理岗位机器操作5.1 1#线磨板机5.1.1开机步骤1) 打开电源总开关,然后按下操作表盘上电源开关(POWER);2) 把磨板方式选择拨到硬板(RIGID);3) 把磨刷键1.2.3及漂洗键(RINSE BRUSHES)均拨到1;4) 按动鼓风机按钮(BLOWER START),按动输液泵(PUMICE PUMP START)按键,运行约5分钟;5) 按动输送钮(CONVEYOR START)。