前处理工艺基础知识培训全解
- 格式:ppt
- 大小:1.30 MB
- 文档页数:21

前处理专业岗位技术操作理论培训资料一、前处理的概念和基本原理前处理是指对原始材料进行预处理的一系列操作,旨在提高材料的质量和适应后续加工工艺的需要。
在很多工业领域,前处理都是至关重要的环节,决定了最终产品的质量和性能。
本章将介绍前处理的基本概念和原理。
1.1 前处理的定义前处理是指在材料进行后续加工或生产之前对其进行的一系列操作,主要包括清洗、分类、研磨、浸泡等。
通过前处理,可以去除杂质、改善材料结构、提高成形性等,为后续加工提供优质的原材料。
1.2 前处理的作用前处理在工业生产中起着重要的作用,其主要作用包括:(1)去除杂质:原材料往往含有各种杂质,如尘土、油脂、金属碎屑等,这些杂质会影响后续加工的效果和产品的质量。
通过前处理,可以将这些杂质去除,确保材料的纯净度。
(2)改善结构:有些原材料的结构比较复杂或者不够均匀,这会导致成品的质量不稳定或者性能不理想。
通过前处理,可以改善材料的结构,提高其均匀性和稳定性。
(3)提高成形性:有些原材料在加工过程中容易产生变形、断裂等问题,影响产品的成形效果。
通过前处理,可以改善材料的成形性,降低加工难度。
1.3 前处理的基本原理前处理的基本原理是通过物理、化学或生物的方式对原材料进行加工,实现杂质去除、结构改善和成形性提高的目的。
具体的原理包括:(1)物理原理:采用物理手段如洗涤、筛分、研磨等,通过物理能量的作用,将杂质与原材料分离或者使其降解。
(2)化学原理:采用化学反应如溶解、氧化等,将杂质与原材料发生化学反应,从而实现杂质的去除或者结构的改变。
(3)生物原理:通过利用微生物的活动,分解杂质或者改变原材料的结构。
生物法前处理常用于食品加工和环境治理等领域。
二、前处理中常见操作和技术2.1 清洗操作清洗是前处理中最基本的操作之一,其目的是将原材料表面的尘土、油脂等杂质去除,保持原材料的纯净。
常见的清洗方法包括:(1)水洗法:将原材料浸泡在水中,利用水的冲击力和溶解力,将杂质从原材料表面冲刷掉。


前处理基本知识前处理知识培训教材第⼀章涂装技术术语1、表⾯预处理在涂装前把物体表⾯附着的各种异物(油污、锈蚀、灰尘等)去除,且⽣成转化膜,提供适合于涂装要求的良好基底,保证涂膜具有良好的附着⼒和耐蚀性的过程,统称为表⾯预(前)处理。
2、脱脂利⽤化学或电化学⽅法除去⼯件表⾯的各种油脂、灰尘、泥沙、⾦属粉末、⼿汗的过程。
3、电解脱脂将挂在阴极或阳极上的⾦属⼯件浸在碱性电解液中,并通⼊直流电,使油脂与⼯件分离的⼯艺过程叫电解脱脂。
⼯件接阴极叫阴极电解除油;⼯件接阳极叫阳极电解脱脂。
4、酸洗除锈⽤酸液法去除钢铁基底表⾯的氧化⽪或锈蚀的过程。
5、喷丸(砂)利⽤⾼速丸(砂)流的冲击作⽤清理和强化(粗化)表⾯的过程。
6、表⾯调整采⽤机械或物理化学等⼿段消除碱性脱脂或除锈等造成的表⾯不均匀,改善⼯件表⾯与磷化液的适应性。
7、磷化利⽤含磷酸或磷酸盐的溶液在基底⾦属表⾯形成⼀种不溶性磷酸盐膜的过程。
8、钝化使基体⾦属表⾯产⽣钝态的过程,以提⾼基体⾦属的抗腐蚀性。
9、铬酸盐钝化利⽤六价铬或三价铬化学物的酸液在基底⾦属表⾯形成铬酸盐转化膜的过程。
10、磷化膜钝化利⽤化学⽅法对磷化膜进⾏封闭处理,降低磷化膜的孔隙率,提⾼耐蚀性。
11、多合⼀处理脱脂、除锈或脱脂、除锈、磷化、钝化⼀道进⾏的过程。
12、粉末静电喷涂利⽤电晕放电原理使雾化的粉末涂料在⾼压电场作⽤下荷负电,并吸附于荷正电基底表⾯放电的涂装⽅法。
13、阳(阴)极电泳涂装利⽤外加电场使悬浮于电泳⼝中的颜料和树脂等微粒定向迁移并沉积于阳(阴)极基底表⾯的涂装⽅法。
第⼀节表⾯前处理1、涂装前处理的三⼤作⽤①提供清洁表⾯;②能显著提⾼涂膜附着⼒;③能成倍提⾼涂膜的耐蚀⼒。
2、新型涂装前处理技术的发展趋势新型涂装前处理技术向着低温、低能耗、低污染、低毒性、低浓度、低成本、适应新型涂装⽅式,⽆需经常清理的⽅向发展。
3、化学涂装前处理⽅法有哪些?①脱脂②酸洗③磷化(氧化)4、磷化与脱脂、除锈的相互关系?磷化是中⼼环节,脱脂和除锈是磷化前的准备⼯序,所以在⽣产实践中即要把磷化⼯作作为重点,⼜要抓好脱脂和除锈⼯作。
前处理知识培训教材第一章涂装技术术语1、表面预处理在涂装前把物体表面附着的各种异物(油污、锈蚀、灰尘等)去除,且生成转化膜,提供适合于涂装要求的良好基底,保证涂膜具有良好的附着力和耐蚀性的过程,统称为表面预(前)处理。
2、脱脂利用化学或电化学方法除去工件表面的各种油脂、灰尘、泥沙、金属粉末、手汗的过程。
3、电解脱脂将挂在阴极或阳极上的金属工件浸在碱性电解液中,并通入直流电,使油脂与工件分离的工艺过程叫电解脱脂。
工件接阴极叫阴极电解除油;工件接阳极叫阳极电解脱脂。
4、酸洗除锈用酸液法去除钢铁基底表面的氧化皮或锈蚀的过程。
5、喷丸(砂)利用高速丸(砂)流的冲击作用清理和强化(粗化)表面的过程。
6、表面调整采用机械或物理化学等手段消除碱性脱脂或除锈等造成的表面不均匀,改善工件表面与磷化液的适应性。
7、磷化利用含磷酸或磷酸盐的溶液在基底金属表面形成一种不溶性磷酸盐膜的过程。
8、钝化使基体金属表面产生钝态的过程,以提高基体金属的抗腐蚀性。
9、铬酸盐钝化利用六价铬或三价铬化学物的酸液在基底金属表面形成铬酸盐转化膜的过程。
10、磷化膜钝化利用化学方法对磷化膜进行封闭处理,降低磷化膜的孔隙率,提高耐蚀性。
11、多合一处理脱脂、除锈或脱脂、除锈、磷化、钝化一道进行的过程。
12、粉末静电喷涂利用电晕放电原理使雾化的粉末涂料在高压电场作用下荷负电,并吸附于荷正电基底表面放电的涂装方法。
13、阳(阴)极电泳涂装利用外加电场使悬浮于电泳口中的颜料和树脂等微粒定向迁移并沉积于阳(阴)极基底表面的涂装方法。
第一节表面前处理1、涂装前处理的三大作用①提供清洁表面;②能显著提高涂膜附着力;③能成倍提高涂膜的耐蚀力。
2、新型涂装前处理技术的发展趋势新型涂装前处理技术向着低温、低能耗、低污染、低毒性、低浓度、低成本、适应新型涂装方式,无需经常清理的方向发展。
3、化学涂装前处理方法有哪些?①脱脂②酸洗③磷化(氧化)4、磷化与脱脂、除锈的相互关系?磷化是中心环节,脱脂和除锈是磷化前的准备工序,所以在生产实践中即要把磷化工作作为重点,又要抓好脱脂和除锈工作。
前处理基础知识前言汽车的前处理是表面处理的关键步骤。
车身车间拼装好的车身送到涂装车间,首先就是进行前处理,然后电泳、喷中途漆、面漆等;合适的前处理为漆膜打下一个良好的基础,进而使喷漆后车身具有优良的耐蚀性。
下面将系统介绍前处理工艺,内容包括前处理的目的、各步骤的功能,如何控制工艺过程使前处理效果最好等。
前处理概述前处理典型流程:预处理(清除污垢,锈痕)---脱脂---水洗---表调---磷化---水洗---DI水洗---电泳前处理的作用。
除油。
形成转化膜。
封孔前处理的好处。
增强漆层与底材的结合力。
这是因为金属的表面和因有磷化结晶而增大,且与漆层互相咬合。
提供一个耐蚀保护膜,增强耐蚀性。
万一漆膜损坏,锈蚀的扩展被抑制。
金属底材汽车本身常用的材料有。
冷轧板。
电镀锌板。
热镀锌板。
合金化电镀锌板。
铝板选择底材会考虑到的因素。
焊接性。
冲压成型性能。
价格。
重量、强度。
应用、设计。
耐蚀性。
与磷化的匹配(可见汽车厂采购车身材料时并不特别重视板材的可磷化性)板材的制造过程和环境对其可磷化性也会有影响,可能的影响因素有辗压比,退火温度、油污种类、数量、氧化物等。
另外某些为远洋运输而使用的防锈油不易除净,会导致磷化膜出现条纹,镀锌板微小缺陷会令随后电泳漆膜出现小孔。
当汽车厂的板材来源改变,或改变了设计,冲压油等都要注意是否与现有的前处理相匹配。
油污种类和来源进入前处理线的车身表面会有各种油污、尘土等,它们包括:来自轧钢厂:。
辗压、酸洗过程(金属盐类、铁屑)。
轧钢油(脂肪酸、腊)。
金属氧化物。
碳(退火过程产生)来自环境、运输:。
凝结物、金属氧化物。
防锈油(专用于远洋运输)来自冲压、装配过程:。
坯料清洗。
冲压油、拉伸油(剂)。
人手接触。
焊接、铜焊。
打磨、布擦(金属屑)。
胶粘剂、密封胶。
字迹2.不能形成磷化膜的表面。
电镀锌表面有一层较厚的透明铬钝化膜。
工件表面的重铬酸锌膜。
铜焊焊缝。
焊渣、焊接高温影响区。
有机涂层。
塑料。
冷轧板表面的碳化物3.不能形成磷化膜且电泳也会出问题的表面。
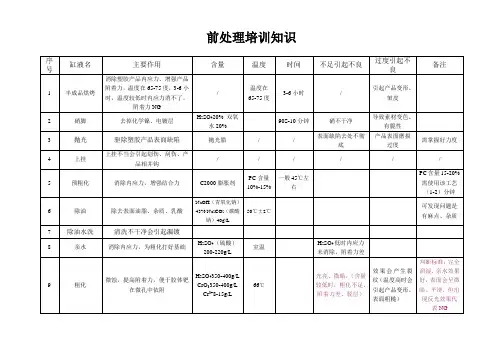
前处理培训资料培训资料一、前处理工艺流程热水洗→预脱脂→主脱脂→水洗→水洗→表调→磷化→水洗→水洗→纯水洗→电泳……二、前处理的意义:1.提高涂层与基体的结合力2.增强涂层的抗蚀能力3.提高涂层的润滑性4.提高涂层的将饰性三、脱脂1.脱脂的作用工件表面的油脂对磷化膜的附着力影响较大,脱脂完全,表面润湿,而且极晶格反应点较高,磷化膜的结晶细密牢固,反之,表面张力大,严重阻碍磷化膜的生长、膜层附着力弱,磷化不均,甚至得不到相应磷化膜。
2.脱脂槽的工艺参数:使用浓度:3%~5%总碱度:12~20点游离碱度:5~10点外观方式:喷、浸外观浸度/时间:50~60℃/3分钟更新周期:3个月(根据工作处理效果测定模液含油量)3.影响脱脂的因素A.脱脂前预处理是否到位B.脱脂槽液的工艺参数是否在正常范围。
C.脱脂槽设备状态是否正常(如预脱脂喷淋嘴是否堵塞,主脱脂槽循环力度是否够)4.脱脂槽液的维护A.定时检测脱脂液的碱度,每班检测一次,使之达到工艺范围。
B.加强净化槽液,(除去油膜和油分,过滤杂质,定期清理)工作前捞去槽液的油模和定期清除脱脂液的油分。
可用手工捞去或作用油水分离器。
C.定期更换槽液,过滤杂质。
(当补加新的脱脂剂,仍然达不到除油效果时,更换槽液。
)5.判定脱脂除油效果,除油效果可用多种方法判断。
最常用且较简便的方法是水膜中断法,即工件经过彻底的水洗后,观察水是否能在表面完全润湿,如除油彻底水洗后,表面能形成连续水膜,否则除油不彻底。
四、表调1.表调的作用:A.提高磷化质量。
激活工作表层的活性,并形成大量极细的结晶核,提高成膜性;使磷化晶核细化,膜层均匀致密,膜厚减薄,防止产生磷酸铁蓝膜,改善涂层附着力;还能大大提高磷化膜的防护性、耐磨性和初期的磨合性。
B.优化磷化条件:能使磷化时间缩短1/2,降低磷化温度。
C.改善材质与磷化的适应性。
2.表调槽的工艺参数使用浓度:0.1%~0.2%PH值:8.5~9.5处理温度/时间:常温/1分钟更新周期:2-4周(根据处理效果而定)3.影响表调的因素(1)浓度。
涂装前处理及电泳基础知识一、前处理常规工艺路线:热水洗(喷淋)→预脱脂(喷淋)→脱脂(浸)→自来水洗→自来水洗→表调→磷化→自来水洗→自来水洗→循环纯水洗→纯净纯水洗(不同生产线有所不同,但基本内容是一样的)1.热水洗:目的○1提前给工件(车身)加温,减少预脱脂降温。
○2洗掉工件表面的灰尘异物。
○3软化工件表面的油污,提高脱脂效果。
温度:一般是65+5℃。
常出问题:1 堵喷头,要经常清理检查喷头。
2 生锈,提前加少量的脱脂剂进去调整PH值到9-10。
3、定期清理槽底沉淀物。
2.预脱脂:目的○1除油○2影响脱脂效果的几个因素a.脱脂剂的质量b.脱脂槽液的浓度、温度、喷淋压力、喷淋的时间、喷头的角度、油水分离器的效果等。
3.脱脂:目的○1进一步彻底除油。
除去内腔、死角等喷淋不到的部位的油污。
○2影响脱脂效果的因素 a脱脂剂的质量b.脱脂槽液的浓度、温度、全浸的时间c.槽液搅拌情况、油污含量等。
4-5自来水洗:洗去工件上残留的脱脂剂常出问题:返锈工件清洗太干净或不干净均易生锈,要调整好水的“污染度”保持碱度“2-5”点最好。
如果是新换的水,可以加入少量的脱脂剂,最好是加磷化液的中和剂和促进剂(少量),可解决生锈问题。
6表调:目的,改善工件表面的金属状态,提供很多的磷化结晶核,可以改善磷化的均匀性、磷化速度,减少沉渣,降低膜厚等作用。
一般表调都是“胶肽”类表调剂,效果好,但寿命低,一般只有5-6天。
如果水洗不干净,带入杂质离子太多,失效速度更快,补加也无效,必须换槽重配。
它是一种胶体溶液,应该具备“丁达尔现象”。
否则就失效了。
应经常检测。
此序很重要。
7磷化:要求均匀,致密、薄,灰色或深灰色,不能发花、发黄、挂灰。
一般在阴极电泳线上,均采用“三元磷化”即“锌、锰、镍”的磷化。
它的特点是致密均匀,有一定的硬度。
耐碱性能好,不易在电泳中返溶,P比高(≥85%),一般只有2~4um,膜重大约在1-3g/㎡,结晶细密,只有2~7um 左右。
涂装专业技术培训前处理专业设备设计工艺及原理涂装前处理技术培训—基础理论部分涂装前处理的目的1.去除被涂物表面上的所有污物(如浊污、铁锈、氧化皮、灰尘、型砂、焊渣、盐碱斑等)。
2.用化学的方法生成一层有利于提高涂层的防腐蚀性的非金属转化膜。
3.保证涂层具有良好的防腐蚀性能和装饰性能。
涂装前处理技术培训—基础理论部分前处理的基本工艺过程涂装前处理技术培训—基础理论部分涂装前处理包括的主要内容1.预清理2.脱脂3.表面调整4.磷化5.钝化6.水洗涂装前处理技术培训—基础理论部分1.预清理一般来讲,任何材质的工件在进入前处理之前,均应进行预清理,用于除去那些采用清洗的方式不能除去的过度的污物预清理可以大大地降低对其后的前处理的污染,减轻前处理各工艺槽的负担预清理一般是采用人工的方法进行涂装前处理技术培训—基础理论部分2.脱脂脱脂就是将工件表面上的油污除去工件上的各种油污不仅阻碍了磷化膜的形成,而且还影响涂层的结合力、干燥性能、装饰性能和耐蚀性能脱脂去油和磷化处理对整个涂层的性能是非常最要的涂装前处理技术培训—基础理论部分2.1.油污的性质化学性质根据油污能否与脱脂剂发生化学反应而分为可皂化油污和不可皂化油污物理性质根据油污粘度或滴落点的不同,其形态有液体和半固体的根据油污对基体金属的吸附作用,可分为极性油污和非极性油污涂装前处理技术培训—基础理论部分2.2.脱脂的方法根据去油污机理的不同,汽车涂装中,脱脂方法主要有以下两种:1.溶剂清洗即依靠有机溶剂对油污的浸透、溶解等作用达到去除油污的目的2.碱液清洗利用含有表面活性剂的碱性物质对动物油的皂化及表面活性剂的浸润、分散、乳化及增溶作用达到去除油污的目的涂装前处理技术培训—基础理论部分2.3.影响脱脂的因素脱脂温度一般来说,温度越高,脱脂越彻底。
这是因为:第一,温度使油污的物理性质发生变化,尤其是滴落点高的油污,可以降低它们的粘度而利于除去。
第二,促进化学反应的进行,一般地说,温度每上升10℃,化学反应速度提高1倍。