电火花线切割机的用途及特点
- 格式:doc
- 大小:14.50 KB
- 文档页数:2
对电火花切割速度、切割效率定义电火花切割技术是一种利用电火花放电产生高能量密度的热源进行金属切割的先进加工技术。
它具有切割速度快、切割效率高的特点,被广泛应用于金属加工领域。
本文将从切割速度和切割效率两个方面来详细介绍电火花切割技术的特点和应用。
一、电火花切割速度电火花切割速度是指单位时间内电火花切割机加工金属材料的线速度。
电火花切割速度快的优势主要表现在以下几个方面:1. 高速切割:电火花切割技术通过产生高能量密度的电火花放电,能够快速熔化金属材料并将其切割开。
相比传统的机械切割方法,电火花切割速度更快,可以大大提高生产效率。
2. 多轴切割:电火花切割机可以实现多轴切割,即在不同方向上进行同时切割,从而进一步提高切割速度。
这种多轴切割的方式可以适应复杂形状的切割需求,提高加工效率。
3. 高精度切割:电火花切割技术具有高精度的特点,可以在微米级别上进行切割。
这种高精度的切割能够满足一些对尺寸要求较高的加工需求,例如模具加工、微零件加工等领域。
二、电火花切割效率电火花切割效率是指单位时间内电火花切割机加工金属材料的能量利用率。
电火花切割效率高的优势主要表现在以下几个方面:1. 能量集中:电火花切割技术可以将电能转化为高能量密度的电火花放电,使其集中在很小的切割区域内。
相比传统的机械切割方法,电火花切割能够更高效地利用能量进行切割,降低能量浪费。
2. 高效切割:电火花切割技术通过产生高温等离子体进行切割,能够快速熔化金属材料并将其切割开。
这种高效的切割方式可以大幅提高加工效率,减少加工时间和成本。
3. 无接触切割:电火花切割技术是一种非接触式切割方法,不需要直接接触金属材料。
这种无接触切割的方式可以避免刀具磨损和工件变形等问题,从而提高切割效率。
电火花切割技术的高速度和高效率使其在许多领域得到广泛应用。
比如在汽车制造业中,电火花切割技术可以用于切割汽车零部件,如发动机缸体、车身结构等。
在航空航天领域,电火花切割技术可以用于切割航空零部件,如发动机叶片、涡轮盘等。
电火花加工的基本原理、特点和适用范围1、电火花加工的基本原理:基于工具和工件(正、负电极)之间脉冲性火花放电时的电蚀现象来蚀除多余的金属,以达到对零件的尺寸、形状及表面质量预定的加工要求。
2、电火花加工的特点:(1)电火花加工属不接触加工。
(2)加工过程中没有宏观切削力。
(3)易于实现加工过程自动化。
3、电火花加工的适用范围(1)适合于难切削材料的加工(2)可以加工特殊的零件(3)可以加工复杂形状的零件(4)可以改进结构设计,改善结构的工艺性4、电火花加工的局限性(1)只能用于加工金属等导电材料(2)加工速度一般较慢(3)存在电极损耗(4)最小角部半径有限制电火花线切割加工的基本原理和特点1、电火花线切割加工的基本原理:利用移动的细金属丝(铜丝或钼丝)作为工具电极(接高频脉冲电源的负极),对工件(接高频脉冲电源的正极)进行脉冲火花放电、切割成形。
根据电极丝的运行速度,电火花线切割机床通常分为两大类:(1)高速走丝电火花线切割机床(快走丝)(2)低速走丝电火花线切割机床(慢走丝)2、电火花线切割加工的工艺特点(了解)数控电火花加工机床电火花加工机床及其组成1、国产电火花穿孔、成形加工机床的型号与参数1985年起国家把电火花穿孔成形加工机床定名为D7l系列,其型号表示方法如下:2、数控电火花穿孔、成形加工机床的组成:包括(1)主机、(2)电源箱、(3)工作液循环过滤系统、(4)伺服进给系统。
数控电火花穿孔成形加工机床的机械装置1、HCD300K电火花加工机床简介2、数控电火花穿孔成形加工机床的主要机械装置数控电火花线切割机床组成:床身、坐标工作台、走丝机构、丝架、工作液箱、附件和夹具等组成。
数控电火花线切割机床的型号与参数1、电火花线切割机床的型号与参数数控电火花线切割机床型号表示方法如下:例如:DK7725表示工作台横向行程为250mm的数控电火花线切割机床。
2、数控电火花线切割机床的主要技术参数包括:1)工作台行程(纵向行程×横向行程);2)最大切割厚度;3)加工表面粗糙度;4)加工精度;5)切割速度;6)数控系统的控制功能等。
电火花线切割加工的特点及应用
1. 电火花线切割加工呀,那精度可真是高得吓人!就像给工件雕刻出最精致的花纹一样。
比如说在制造那些复杂的模具时,这精度就能确保每个细节都完美呈现,这多牛啊!
2. 它的加工材料范围那叫一个广啊!不管是金属还是其他特殊材料,都能轻松拿下。
就好比一个全能战士,啥样的“敌人”都能对付,厉害吧!你想啊,各种不同的材质都能处理,这得有多实用!
3. 电火花线切割加工的稳定性也超强的哦!就如同一位靠谱的老友,始终能稳定发挥。
在长时间的作业中,它能持续保持良好状态,保证加工质量呀,这可不简单!
4. 它还特别适合加工那些形状怪异的工件呢!简直就是为奇形怪状的工件而生的呀。
就像一个神奇的魔术师,能把各种奇怪形状的东西变得完美,这多神奇呀!
5. 电火花线切割加工对操作人员的要求也不算太高呢!不需要你是超级专家,稍微培训一下就能上手。
这就好像学骑自行车一样,一学就会,是不是很方便?
6. 而且呀,在生产过程中,它产生的废料少得惊人!跟其他加工方式比起来,简直就是节约小能手。
想想看,能节省多少材料啊,这可都是钱呐!
7. 电火花线切割加工真的是制造业的一大宝贝呀!它就如同一个默默无闻却超级重要的英雄,在背后为各种精美的产品贡献着力量。
不管是什么样的制造需求,它都能出色地完成任务,难道你还能不喜欢它?
我的观点结论:电火花线切割加工具有众多独特而出色的特点及广泛的应用,是现代制造业不可或缺的重要技术。
数控电火花线切割机床的特点、种类、功能和主要技术参数本项目主要对数控电火花线切割机床的特点、种类、功能和主要技术参数加以概述,使初学者对数控电火花线切割机床有一个基本认识。
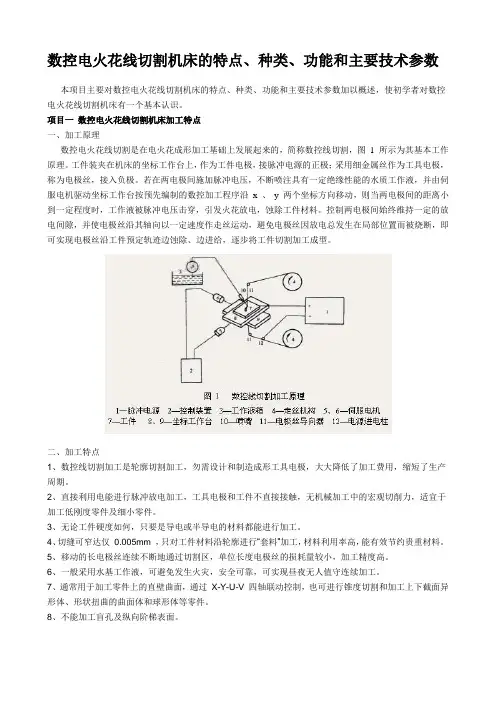
项目一数控电火花线切割机床加工特点一、加工原理数控电火花线切割是在电火花成形加工基础上发展起来的,简称数控线切割,图1 所示为其基本工作原理。
工件装夹在机床的坐标工作台上,作为工件电极,接脉冲电源的正极;采用细金属丝作为工具电极,称为电极丝,接入负极。
若在两电极间施加脉冲电压,不断喷注具有一定绝缘性能的水质工作液,并由伺服电机驱动坐标工作台按预先编制的数控加工程序沿x 、y 两个坐标方向移动,则当两电极间的距离小到一定程度时,工作液被脉冲电压击穿,引发火花放电,蚀除工件材料。
控制两电极间始终维持一定的放电间隙,并使电极丝沿其轴向以一定速度作走丝运动,避免电极丝因放电总发生在局部位置而被烧断,即可实现电极丝沿工件预定轨迹边蚀除、边进给,逐步将工件切割加工成型。
二、加工特点1、数控线切割加工是轮廓切割加工,勿需设计和制造成形工具电极,大大降低了加工费用,缩短了生产周期。
2、直接利用电能进行脉冲放电加工,工具电极和工件不直接接触,无机械加工中的宏观切削力,适宜于加工低刚度零件及细小零件。
3、无论工件硬度如何,只要是导电或半导电的材料都能进行加工。
4、切缝可窄达仅0.005mm ,只对工件材料沿轮廓进行“套料”加工,材料利用率高,能有效节约贵重材料。
5、移动的长电极丝连续不断地通过切割区,单位长度电极丝的损耗量较小,加工精度高。
6、一般采用水基工作液,可避免发生火灾,安全可靠,可实现昼夜无人值守连续加工。
7、通常用于加工零件上的直壁曲面,通过X-Y-U-V 四轴联动控制,也可进行锥度切割和加工上下截面异形体、形状扭曲的曲面体和球形体等零件。
8、不能加工盲孔及纵向阶梯表面。
项目二数控电火花线切割机床分类线切割机床一般按照电极丝运动速度分为快走丝线切割机床和慢走丝线切割机床,快走丝线切割机床业已成为我国特有的线切割机床品种和加工模式,应用广泛;慢走丝线切割机床是国外生产和使用的主流机种,属于精密加工设备,代表着线切割机床的发展方向。
电火花线切割机原理
电火花线切割机是一种利用电火花放电原理进行金属切割的机械设备。
它通过控制电脉冲放电的频率和强度,使电极与工件之间的电火花及其高温气化形成微小孔洞,进而将工件切割成所需形状。
电火花线切割机的工作原理是利用电极和工件之间的电纽带产生电脉冲放电。
在放电过程中,高能量的电火花会在电极和工件之间产生,通过这些电火花的瞬间高温和压力,将工件表面的金属气化并形成微小孔洞。
电火花瞬间形成的高温等离子体可以达到几千度甚至上万度,对金属进行熔化、气化和剧烈蒸发,从而实现切割效果。
电火花线切割机的核心部件是电极和工作台,其中电极通常由铜材制成。
在切割时,电极悬浮在工作台的上方,而工件则固定在工作台上。
通过控制电脉冲的发生器,电火花从电极开始,穿过工件,并形成微小孔洞。
通过控制电极与工作台的间距和移动速度,可以实现切割的深度和形状控制。
电火花线切割机具有切割速度快、切割质量高、适用于各种导电材料等优点,广泛应用于金属加工、模具制造、航空航天等领域。
简述数控电火花线切割的应用范围一、引言数控电火花线切割技术是一种高精度、高效率的加工方法,广泛应用于各种金属材料的加工领域。
本文将详细介绍数控电火花线切割的应用范围,并对其优点和不足进行分析。
二、数控电火花线切割技术的定义和原理数控电火花线切割是一种通过在工件表面放置导电材料,利用高频脉冲电流在工件表面产生放电,使工件表面材料熔化或气化而形成的加工方法。
该技术利用了高能量密度的脉冲放电,在非接触式条件下完成对金属材料的精密切割。
三、数控电火花线切割技术的应用范围1.模具制造领域:数控电火花线切割可用于制造各种复杂形状的模具,如塑料模具、铝合金模具等。
2.航空航天领域:在飞机发动机叶片等部件制造中,需要使用高精度、高速度加工方式,数控电火花线切割是最佳选择。
3.电子元器件制造领域:数控电火花线切割可用于制造各种电子元器件,如印刷电路板、IC芯片等。
4.汽车零部件制造领域:数控电火花线切割可用于制造各种汽车零部件,如发动机缸盖、气门座等。
5.医疗器械制造领域:数控电火花线切割可用于制造各种医疗器械,如手术钳、手术刀等。
四、数控电火花线切割技术的优点1.高精度:由于采用了非接触式加工方式,因此可以在不损伤工件表面的情况下完成高精度的加工。
2.高效率:与传统加工方式相比,数控电火花线切割具有更高的加工效率和更快的加工速度。
3.适应性强:该技术适用于各种金属材料的加工,并且可以完成复杂形状的加工任务。
4.节约成本:由于采用了高效率和高精度的加工方式,因此可以节约大量人力和物力成本。
五、数控电火花线切割技术的不足1.加工表面粗糙度较高:由于采用了非接触式加工方式,因此加工表面的粗糙度较高,需要进行后续的抛光处理。
2.加工深度有限:由于电极与工件之间存在一定距离,因此数控电火花线切割的加工深度有限。
3.设备成本较高:数控电火花线切割设备价格较高,需要一定的投资成本。
六、结论数控电火花线切割技术是一种高精度、高效率的加工方法,在模具制造、航空航天、电子元器件制造、汽车零部件制造和医疗器械制造等领域得到广泛应用。
线切割机床用途线切割机床是一种常用于金属切割加工的机械设备,它通过电火花腐蚀的原理,在金属工件上实现高精度的切割。
线切割技术是一种非接触式的切割方法,可以在硬度高、热稳定性好的金属材料上进行精细的切割。
线切割机床的主要用途如下:1. 制造模具:线切割机床可以用来制造各种形状的模具,比如塑料注塑模、压铸模、冲压模、玻璃模具等。
由于线切割技术具有高精度、高性能的特点,可以实现复杂形状的切割,因此非常适合用于制造模具。
2. 五金加工:线切割机床可以用于五金零件的切割和加工,比如螺丝、弹簧、钢丝等。
线切割技术可以实现对各种形状和尺寸的金属材料进行切割,并保持切割表面的平整度和垂直度,从而提高产品的质量和精度。
3. 航空航天工业:线切割机床在航空航天工业中也起着重要的作用。
它可以用于制造飞机发动机零件、轮胎模具、涡轮叶片等。
线切割技术可以实现对高温合金、钛合金等难加工材料的切割,提高零件的精度和质量。
4. 汽车制造:线切割机床在汽车制造领域也具有广泛的应用。
它可以用于切割汽车车身、座椅、发动机零件等。
通过线切割技术,可以实现对各种材料和复杂形状的切割,提高汽车零部件的精度和质量。
5. 电子制造:线切割机床可以用于切割电子元器件和电路板。
由于线切割技术具有高精度、高速度的特点,可以快速而精确地切割各种焊盘、引线、导线等细小部件,提高电子产品的制造效率和质量。
6. 钢铁加工:线切割机床在钢铁加工领域也有广泛的应用。
它可以用于切割钢板、钢管、钢材等。
线切割技术可以实现对不同厚度、不同材质的钢材进行精确切割,提高加工效率和产品质量。
总之,线切割机床具有广泛的应用领域,可以用于制造模具、五金加工、航空航天工业、汽车制造、电子制造、钢铁加工等多个行业。
它通过电火花腐蚀的原理,实现对金属材料的高精度切割,提高产品的质量和精度。
随着科技的发展,线切割技术将会不断提升,为各个行业的加工制造提供更好的解决方案。
线切割特点及应用
线切割是一种常见的金属加工方式,也被称为电火花切割或EDM 切割。
它基于电解原理,利用电极和工件之间的放电以切割材料。
线切割具有以下几个特点:
1. 精度高:由于线切割是通过电极和工件之间的放电来切割材料,因此可以获得非常高的精度和表面质量。
2. 适用性广:线切割可以用于切割各种金属材料,包括硬质合金、钢铁、铜、铝等等。
它还可以用于切割复杂形状的零件,如内轮廓和曲线。
3. 速度慢:由于线切割是一种非常精细的切割方法,因此速度通常比其他切割方法慢。
4. 成本高:由于线切割需要特殊的设备和技术,因此成本通常比其他切割方法高。
线切割的应用范围非常广泛,包括:
1. 制造模具:线切割是制造模具的常用方法之一。
它可以切割出精确的内轮廓和曲线,使得模具具有高精度和表面质量。
2. 制造复杂零件:线切割可以用于制造各种复杂形状的零件,包括飞机零件、汽车零件、医疗设备等等。
3. 制造珠宝:线切割可以用于制造各种珠宝,包括戒指、耳环、项链等等。
它可以切割出复杂的形状和花纹,使得珠宝更加精美。
总之,线切割是一种非常精细的金属加工方法,具有高精度、适用性广的特点。
它在制造模具、复杂零件和珠宝等领域有着广泛的应
用。
电火花线切割机床的用途电火花线切割机床是一种利用电火花进行金属切割加工的专用机床。
它通过电子脉冲放电的方式将电极与工件之间产生一定程度的电压差,使其之间形成放电电弧。
通过控制电脉冲和移动工作台,以精确的方式切割金属材料。
电火花线切割机床广泛应用于模具制造、金属零件制造、精密机械加工及其他行业。
以下是具体的用途介绍:1. 模具制造:电火花线切割机床在模具制造行业中应用广泛。
模具制造涉及到复杂的形状和尺寸,使用传统机械切割工艺困难重重,而电火花线切割机床能够高效、精确地切割出各种形状的模具零件,提高生产效率,减少人工成本。
2. 金属零件制造:电火花线切割机床可用于制造各种金属零件,包括汽车零部件、航天器件、电子器件等。
通过控制电脉冲和工作台移动速度,能够精确地切割出各种复杂形状的金属零件,提高生产效率和质量。
3. 精密机械加工:电火花线切割机床具有高精度和重复性,适合于精密机械加工。
它能够进行微小尺寸的切割,如针孔、小孔等加工,而传统机械加工往往难以做到。
在钟表、眼镜、仪器仪表等领域有广泛应用。
4. 快速修复和维护:电火花线切割机床可以对损坏的零件进行修复,避免了更换整个零件的费用和时间,具有经济、方便的优势。
还可用于切割残缺或重叠的零件,在拆卸维护过程中起到关键作用。
5. 硬质材料加工:电火花线切割机床适用于多种硬质材料的加工,如钢、铜、铝、钛、镁等。
对于硬度较高的材料,传统机械加工常常难以处理,而电火花线切割机床能够轻松实现高质量的切割。
6. 快速样板制作:电火花线切割机床在产品设计和制造开发过程中常用于快速制作样板。
设计师可以使用电脑辅助设计软件将设计图纸传输到电火花线切割机床,通过切割出样板来进行样品测试和确认。
7. 增加复合材料的粘接面:电火花线切割机床可在金属上制造微小的孔,从而增加复合材料的粘接面积,提高粘接强度和可靠性。
综上所述,电火花线切割机床在模具制造、金属零件制造、精密机械加工及其他行业中应用广泛,它具有精确切割、灵活性强、高效节能等特点,为工业生产提供了重要的技术支持。
电火花线切割加工的特点及应用
电火花线切割加工除具有电火花加工的基本特点外,还有一些其他特点:①不需要制造形状复杂的工具电极,就能加工出以直线为母线的任何二维曲面。
②能切割0.05毫米左右的窄缝。
③加工中并不把全部多余材料加工成为废屑,提高了能量和材料的利用率。
④在电极丝不循环使用的低速走丝电火花线切割加工中,由于电极丝不断更新,有利于提高加工精度和减少表面粗糙度。
⑤电火花线切割能达到的切割效率一般为20~60平方毫米/分,最高可达300平方毫米/分;加工精度一般为±0.01~±0.02毫米,最高可达±0.004毫米;表面粗糙度一般为Rα2.5~1.25微米,最高可达Rα0.63微米;切割厚度一般为40~60毫米,最厚可达600毫米。
电火花线切割加工主要用于模具制造,在样板、凸轮、成形刀具、精密细小零件和特殊材料的加工中也得到日益广泛的应用。
此外,在试制电机、电器等产品时,可直接用线切割加工某些零件,省去制造冲压模具的时间,缩短试制周期。
1。
电火花线切割机的用途及特点
电火花线切割是利用移动的金属丝(钼丝、铜丝或者合金丝)作电极丝,靠电极丝的工作之间的脉冲电火花放电,产生高温使金属熔化或汽化,形成切缝,从而切割出零件的加工方法。
下面我们就来说一下电火花线切割机的用途及特点哦。
一,线切割机的用途:
a. 加工模具。
b. 加工具有微细结构的零件。
c. 加工硬质导电材料。
d. 新产品试制。
能降低成本,缩短新产品的试制周期。
e. 贵重金属下料。
能够减少张切缝消耗,从而降低成本。
二、线切割机加工的特点:
a. 适合小批量、开关复杂零件、单件和试制品的加工,且加工周期短。
但因线切割加
工的金属去除率低,不适合加工形状简单的大批量零件。
b. 电火花线切割加工中,电极丝与工件不直接接触,两者之间的作用很小,故而工作
的变形小,电极丝、夹具不需要太高的强度。
c. 直接利用0.03~0.35毫米金属线作电极,不需要特定形状,可节约电极的设计、制造
费用。
d. 不管工件材料硬度如何,只要是导体或半导体材料都可以加工,而且电极丝损耗小,
加工精度高。
e. 工作液采用水基乳化液,成本低,不会发生水灾。
f. 利用四轴联动,可加工锥度、上下面异形体等零件。
g. 电火花线切割不能加工不导电的材料。
目前,线切割机床大都采用了微型计算机控制系统,自动化程度很高。
给我们的机械业带来很大的发展。