75加工中心屏蔽光栅尺方法(待试)
- 格式:docx
- 大小:10.61 KB
- 文档页数:1
2. Changing of the Signal Period of the LC 100 from 16 µm to 20 µm2.1 TNCAbsolute encoders can be used starting with the TNC 426 M. The signal period is set in the parameters MP331.x and MP332.x.ExampleMP 331.x in [mm] MP 332.x in [mm]LC 181 0.016 1LC 182 0.02 12.2 SIEMENSFor the SIEMENS 840 D the parameters 31 010:= ENC_GRID_POINT_DIST and30 260:= ABS_INC_RATIO are responsible for the configuration.Example31 010(ENC_GRID_POINT_DIST)30 260(ABS_INC_RATIO)LC 181 0.016 mm 160LC 182 0.020 mm2002.3 INDRAMATThe INDRAMAT control mostly uses the data from the encoders (Word 15 and Word 16) in order to configure the control. This means that parameterization is not necessary.2.4 Service Concept for the LC 181If a linear encoder is exchanged in the field by the OEM or by the JH Service department, then the machine datum of the affected axis must remain exactly the same. Because of the mechanical mounting tolerance and the tolerance for the position of the glass scale within the linear encoder housing, this always means that the machine parameters must be changed. On the TNC these parameters are protected by a code number, and can only be changed by trained personnel.As described in IIV 22/2004, the LC 182 is the replacement encoder for the LC 181. Due to the changes to the signal period, in case of servicing, the machine parameters for the machine datum and for the signal period must be adapted. Cautionary notes will be added to page 5 of the mounting instructions for the LC 182. This chapter will be titled “LC 182 as replacement encoder for LC 181,” and will detail the electrical and mechanical differences between the two devices.(See 4.1)3. Adaptation of the Measuring Step for Purely Serial Interfaces3.1 LC 400 and LC 100 at the Position Input (SDU) of FANUC Controls(These data were given to JH by FANUC in English. They were not translated into German in order to prevent incorrect interpretation due to company-specific terminology.)Example 1: Ball-screw pitch: 5mm; Motor coupled directly (1:1)Command unit: 0.1µm (IS-C)Parameter No. Setting ValueItem FS 16i/18i/21i FS 15i Resolution of the LC [µm] Power-Mate i0.1 0.05 0.01RemarksPLC02000#0 1804#0 0 0 0Linear Motor2010#2 1954#2Linear motor is not used.Number of Velocity Pulses2023 1876 8192 8192 8192 Number of Position Pulses2024 1891 25000 25000 31250L / R*1 Position feedback Pulse conversion coefficient 2185 2628 2 4 16 *1 FFG (numerator) 2084 1977 1 1 1FFG (denominator) 2085 1978 1 1 1R / DÖ Detection unit: -- -- 0.1 0.05 0.01 [µm] CMRSetting value1820 1820(1) 2(2) 4(10) 20Note:Setting value = CMR * 2CMR ≥ 21802 #7 0 1 1 If CMR ≥2 set to 1 Reference Counter (N) 1821 1896 50000 100000 500000 Reference Counter (M)21792622from 90B0 s/wExample 2: Ball-screw pitch: 10mm; Motor coupled by gear 1:3 (motor 3rev : screw 1 rev)Command unit: 0.1µm (IS-C)Parameter No. Setting ValueItem FS 16i/18i/21i FS 15i Resolution of the LC [µm] Power-Mate i0.1 0.05 0.01RemarksPLC02000#0 1804#0 0 0 0Linear Motor2010#2 1954#2Linear motor is not used.Number of Velocity Pulses2023 1876 8192 8192 8192 Number of Position Pulses2024 1891 16667 16667 20833L / R*1 Position feedback Pulse conversion coefficient 2185 2628 2 4 16 *1 FFG (numerator) 2084 1977 1 1 1FFG (denominator) 2085 1978 1 1 1R / DÖ Detection unit: -- -- 0.1 0.05 0.01 [µm] CMRSetting value1820 1820(1) 2(2) 4(10) 20Note:Setting value = CMR * 2CMR ≥ 21802 #7 0 1 1 If CMR ≥2 set to 1 Reference Counter (N) 1821 1896 100000 200000 10000003.2 LC 400 and LC 100 at Speed Input (Linear Motor) of FANUC ControlsExample 1:Linear Motor L300A (30mm magnet pitch)Command unit: 0.1µm (IS-C)Parameter No. Setting ValueItem FS 16i/18i/21i FS 15i Resolution of the LC [µm]Power-Mate i 0.1 0.05 0.01Remarks PLC0 2000#0 1804#0 0 0 0 Only before 90B0 s/w Linear Motor 2010#2 1954#2 1 1 1 Linear motor is used.Number of VelocityPulses 2023 1876 1953 3906 19531 5000 x 20 / (512 x R) Number of PositionPulses 2024 1891 6250 12500 31250 16000 x 20 / (512 x R) Position feedback Pulseconversion coefficient 2185 2628 0 0 2AMR conversioncoefficient 2112 1705 300 600 3000 MP / RFFG (numerator) 2084 1977 1 1 1FFG (denominator) 2085 1978 1 1 1R / D Ö Detection unit: -- 0.10.050.01[µm]CMRSetting value 1820 (1)2(2)4(10)20Note:Setting value = CMR * 2CMR ≥ 2 1802 #7 0 1 1IfCMR≥2 set to 1 Reference Counter 1821 1896 10000 20000 100000(Arbitraryvalue) Example 2:Linear Motor L1500B (60mm magnet pitch)Command unit: 0.1µm (IS-C)Parameter No. Setting ValueItem FS 16i/18i/21i FS 15i Resolution of the LC [µm]Power-Mate i 0.1 0.05 0.01Remarks PLC0 2000#0 1804#0 0 0 0 Only before 90B0 s/w Linear Motor 2010#2 1954#2 1 1 1 Linear motor is used.Number of VelocityPulses 2023 1876 1953 3906 19531 5000 x 20 / (512 x R) Number of PositionPulses 2024 1891 6250 12500 31250 16000 x 20 / (512 x R) Position feedback Pulseconversion coefficient 2185 2628 0 0 2AMR conversioncoefficient 2112 1705 600 1200 6000 MP / RFFG (numerator) 2084 1977 1 1 1FFG (denominator) 2085 1978 1 1 1R / D Ö Detection unit: -- 0.10.050.01[µm]CMRSetting value 1820 (1)2(2)4(10)20Note:Setting value = CMR * 2CMR ≥ 2 1802 #7 0 1 1IfCMR≥2 set to 1 Reference Counter 1821 1896 10000 20000 100000(Arbitraryvalue)3.3 Mitsubishi ControlsIn the Mitsubishi protocol the measuring step is mostly described via additional information in the serial data word (identifier). Therefore no changes must be made to the machine parameters. The 10 nm resolution can be processed by the new generation of controls (MDS-D and MDS-DH) starting in mid-2004.4 Enclosure4.1 Excerpt from Page 5 of the Mounting Instructions for the LC 182 For the LC 192 only the changes to the mechanics are shown, since all measuring steps will continue to be available from the Service department.ØØ。
数控机床中关于轴与光栅尺屏蔽的研究在数控机床出现报警时,为了排除某种故障的原因需要暂时屏蔽报警信息,进行进一步的排查,控制轴屏蔽或光栅尺屏蔽是经常用到的,在屏蔽的过程中需要改变哪些相关参数,本文结合维修经验,介绍了SIEMENS控制系统是如何进行轴与光栅尺的屏蔽,为今后的维修和调试提供一些借鉴。
标签:SIEMENS系统;控制轴屏蔽;光栅尺屏蔽0 引言数控机床的核心是数控系统,数控系统功能和技术指标的实现又是通过参数实现的,因此熟悉数控系统参数就可以很好的将它们应用在数控机床的维修中。
本文主要介绍了在西门子系统中通过更改参数即可简单的对单个控制轴进行屏蔽,或者对光栅尺进行屏蔽,将全闭环改为半闭环。
1 控制轴的屏蔽数控系统在启动时,要对硬件进行检测,若电机或电缆损坏,将不能通过硬件检测。
为了不停止生产,此时可将该轴进行屏蔽处理,转化为虚拟轴,使机床可以继续工作。
轴屏蔽是将指令信号、反馈信号、报警信号等CNC对伺服轴产生的各种信号通过参数进行处理,即将某一个轴移除,机床照样可以正常运行无报警。
1.1 SIEMENS数控系统的轴屏蔽在西门子数控系统中,有时对某单个轴进行屏蔽,具体过程如下:(1)在相應的MD参数,设定轴参数:MD30130 设定值输出类型MD30240 实际传感器类型MENU SELECT键→START UP→MACHINE DATA→AXIS DATA→所需屏蔽的轴,更改参数30130:1→0,30240:1→0(2)在驱动配置相应菜单里找到该轴的模块,设为“不生效”即可,此时这个轴就为虚拟轴,其相应的模块和电机就可以去掉了,将上面的参数改回原值,就可以恢复原状态。
MENU SELECT键→START UP→MACHINE DATA→DRIVE CONFIG→选择相应驱动器数据→DELETE MODULE→SA VE2 光栅尺的屏蔽相对于半闭环控制机床,全闭环控制机床有着加工精度高,响应速度快的优点,但是稳定性不易控制,其检测元件感应同步器、光栅尺等容易受到不良环境的影响,当检测元件受损,既申请备件又不想影响生产,这就需要将全闭环临时改为半闭环,提高生产效率。
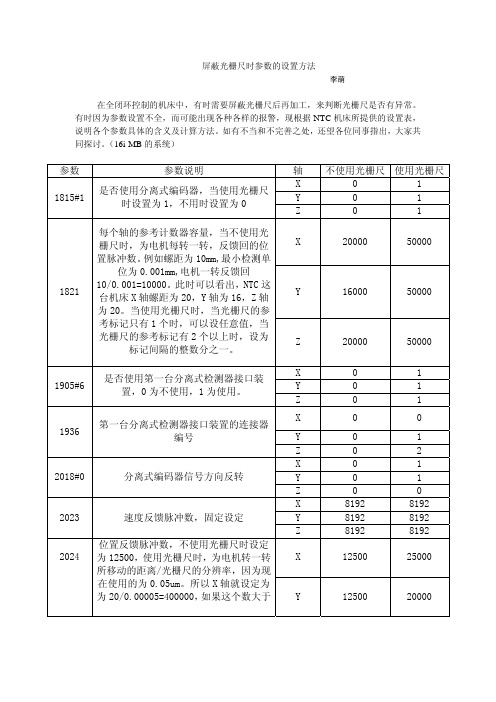
屏蔽光栅尺时参数的设置方法李萌在全闭环控制的机床中,有时需要屏蔽光栅尺后再加工,来判断光栅尺是否有异常。
有时因为参数设置不全,而可能出现各种各样的报警,现根据NTC 机床所提供的设置表,说明各个参数具体的含义及计算方法。
如有不当和不完善之处,还望各位同事指出,大家共同探讨。
(16i-MB 的系统)参数 参数说明轴 不使用光栅尺 使用光栅尺X 0 1 Y 0 1 1815#1是否使用分离式编码器,当使用光栅尺时设置为1,不用时设置为0 Z 0 1X2000050000Y 16000 500001821 每个轴的参考计数器容量,当不使用光栅尺时,为电机每转一转,反馈回的位置脉冲数。
例如螺距为10mm,最小检测单位为0.001mm,电机一转反馈回10/0.001=10000。
此时可以看出,NTC 这台机床X 轴螺距为20,Y 轴为16,Z 轴为20。
当使用光栅尺时,当光栅尺的参考标记只有1个时,可以设任意值,当光栅尺的参考标记有2个以上时,设为标记间隔的整数分之一。
Z 20000 50000 X0 1 Y 0 1 1905#6是否使用第一台分离式检测器接口装置,0为不使用,1为使用。
Z 0 1 X 0 0 Y 0 1 1936第一台分离式检测器接口装置的连接器编号Z 0 2 X 0 1 Y 0 1 2018#0 分离式编码器信号方向反转Z 0 0 X 8192 8192 Y 8192 8192 2023 速度反馈脉冲数,固定设定 Z 8192 8192 X12500250002024位置反馈脉冲数,不使用光栅尺时设定为12500,使用光栅尺时,为电机转一转所移动的距离/光栅尺的分辨率,因为现在使用的为0.05um。
所以X 轴就设定为为20/0.00005=400000,如果这个数大于Y 12500 2000032767,将用2185作为乘数,所以这里设定25000,2185设为16,相乘即为400000。

光栅尺工作原理及维修实例张金权【摘要】现代数控机床的加工精度越来越高,作为数控机床的重要组成部分检测元件和检测系统的精度就尤为重要,检测元件中以光栅尺和编码器比较普遍.位置检测装置其作用就是检测位移量,并发出反馈信号与数控装置发出的指令信号相比较,若有偏差,经放大后控制执行部件使其向着消除偏差的方向运动,直至偏差等于零为止.【期刊名称】《汽车实用技术》【年(卷),期】2010(000)006【总页数】2页(P9-10)【关键词】光栅尺;测量;闭环控制【作者】张金权【作者单位】陕西汉德车桥有限公司【正文语种】中文海德汉光栅尺在机加工设备中应用最为广泛很具有代表性,下面就以海德汉LS系列产品光栅尺进行说明。
1.光栅尺原理及影响测量的因素光栅传感器由光源、光栅(动尺和定尺)、光电检测器件等构成。
光栅尺输出的是电信号,动尺移动一个栅距,输出电信号便变化一个周期,它是通过对信号变化周期的测量来测出动尺与定尺的相对位移。
计量光栅技术的基础是莫尔条纹(Moirefringes),光栅根据光路的不同分为透射光栅和反射光栅。
海德汉的LS系列产品属于透射光栅,其栅距为20μm,测量步距为0.5μm,准确度为±10、±5、±3μm三种,最大测量长度3m,载体为玻璃。
1.1 测量准确度(精度)光栅尺位移传感器的测量准确度,首先取决于标尺光栅刻线划分度的质量和指示光栅扫描的质量(栅线边沿清晰至关重要),其次才是信号处理电路的质量和指示光栅沿标尺光栅导向的误差。
影响光栅尺测量准确度的是在光栅整个测量长度上的位置偏差和光栅一个信号周期内的位置偏差。
1.2 信号的处理及栅距的细分光栅的测量对光栅的莫尔条纹信号的质量有很高的要求,因为它影响光栅测量信号的细分数(倍频数)和测量分辨力(测量步距)。
栅距的细分数和准确性也影响光栅测量系统的准确度和测量步距。
对莫尔条纹信号质量的要求主要是信号的正弦性和正交性要好;信号直流电平漂移要小。

西门子840D840Dsl屏蔽第二测量系统(光栅、外部编码器)的操作步骤及一些要点说明1、写在前面的话我们在做维修的时候,如果出现轴的测量系统报错、振动以及位置监控类报警等,这时候如果轴配置有第二测量系统,通常我们可以采用屏蔽第二测量系统来快速缩小故障范围,或者屏蔽第二测量系统以保证机床轴暂时正常运行。
这里指第二测量系统通常是直线光栅、外部圆光栅以及外部编码器。
2、如何判断当前是的测量系统前面我们知道了,屏蔽第二测量系统的意义和价值,这里我们先来看看,怎么确定你的机床配置了第二测量系统。
(1)看机床这个方法很简单,就是看一下有没有安装光栅、外置编码器。
不用说了。
(2)查看系统界面在“诊断”界面的“服务显示”菜单下面可以看到各个轴配置的详细信息,当然也包括当前使用激活的测量系统了。
如图在840Dsl系统中,进入该界面的路径如下:在840D中,通常是在“诊断”界面的“服务显示”菜单,有一个基本一样的界面,这个就不贴图了。
当然有很老的840D系统,没有图形化的界面,但是在“服务显示”菜单进去,有一个叫做“轴显示”界面,可以看到当前激活的测量系统是”1“还是“2”,如图所示:(3)看参数在系统调试菜单下面,查看机床数据,轴机床数据MD30200=2表示有两个测量系统,MD30200=1表示有1一个测量系统。
当然,这个是一般情况,也有的调试人员,虽然有光栅,但是配置MD30200=1,把光栅的数据配置在电机编码器的参数位置,或者通过MD30230[0]=2,MD30230[1]=1这样进行切换两个测量系统的数据配置。
(4)看接口型号在PLC状态中,查看轴的接口信号,比如第一根轴X,那么查看DB31.DBX1.6=1, DB31.DBX1.5=0这就确定是激活第二测量系统。
3、如何屏蔽第二测量系统如果已经知道怎么查看第二测量系统还是第一测量系统生效,那么就会屏蔽操作了。
有两个要求:(1)MD30200=1(2)db3*.dbx1.5=1修改机床数据比较方便:主菜单键-->启动(或调试)-->机床数据-->轴机床数据---垂直菜单 '轴+/-'切换到需要屏蔽第二测量系统的轴,把MD30200=1,原来是2修改为1,做一下NCK Reset(NCK复位,PO)。

fanuc屏蔽光栅尺FANUC 32I 屏蔽光栅尺 fanuc发那科维修说明书故障分析解决阅读:1978次页数:2页 2016-04-08 举报FANUC32I-M A立式加工中心屏蔽光栅尺参数修改参数半闭环全闭环备注 1815 #1=0 #1=1 是否使用分离型脉冲编码器#5=0 #5=1 是否使用绝对位置检测器 2024 12500 10000 位置脉冲数 2084 3 1 柔性进给齿轮比(分子) 2085 250 20 柔性进给齿轮比(分母) 2185 0 24 位置脉冲变换系数1241 -28.1 -27.1 Z轴换刀点1850 2790 2790 各轴栅格偏移量或参考点偏移量 1851 40 0 反向间隙 1852 20 -8 快速移动时反向间隙 1828 30000 30000 轴移动中最大允许偏差量1829 100 100 轴静止时最大允许偏差量1825 4000 4000 各轴的伺服环增益1/2页注意事项1.机床电气硬件部分不用变动,光栅尺与系统接口断开与否不会对半闭环有影响。
2.系统参数在修改之前最好做好备份,方便以后恢复原始机床数据。
3.在功能设定画面,打开设定,把参数写保护置为1,此时参数可以修改。
在参数画面找到要修改的参数,修改完参数后,需要把系统关掉电源重启,修改的参数才能生效。
4.参数1815#5没有设为0,会出现DS0300参考点丢失/DS0306电池电压0报警,然后把#5=0即可消除报警。
5.2084/2085计算:丝杠螺距×1000/1000000.如丝杠螺距为12mm,那么12×1000/1000000=3/250.所以2084=3 2085=250即可。
6.参数2185=24时,半闭环状态,机床会出现向行进方向缓慢滑行的现象,但坐标位置是正确的。
把2185改为0,滑行的现象消失。
7.全闭环改为半闭环后,参考点会有变化,需要调整参数1850.使机床半闭环参考点与全闭环在同一位置。
GBC-Q系列光栅尺光栅尺定义:光栅尺通过摩尔条纹原理,通过光电转换,以数字方式表示线性位移量的高精度位移传感器。
光栅线位移传感器主要应用于直线移动导轨机构,可实现移动量的精确显示和自动控制,广泛应用于金属切削机床加工量的数字显示和CNC加工中心位置环的控制。
该产品已形成系列,供不同规格的各类机床选用,量程从50毫米至30米,覆盖几乎全部金属切削机床的行程。
光栅尺分类如下:5V,12V,15V,24V的方波,细分尺,正弦尺,也有专为火花机提供的抗干扰能力强的正反码信号尺,及与电脑数控机床相连的高功率光栅尺。
光栅尺按结构分宽尺和窄尺两种。
窄尺最长可做1米,宽尺30米内任选。
另外可分为敞开式和封闭式两类。
其中敞开式光栅尺为高精度型,输出波型为正弦波,主要用于精密仪器的数字化改造最高分辨率可达0.1um。
封闭式光栅尺则主要用于普通机床、仪器的数字化改造,输出波型为方波。
光栅尺主要应用:1、各类测量机构、仪器的位移测量:弹簧试验机、三坐标机、投影仪2、各类机床的数显系统:车床、铣床、磨床、镗床、电火花、钻床等3、各类数控机床的配套使用:数控铣、加工中心、数控磨等4、配接PLC,用于各类自动化机构的位移测量.光栅尺相关介绍光栅尺产品特点:1、光栅尺是最先进的光学测量系统,采用可靠耐用的高精度五轴承系统设计,保证光学机械系统的稳定性,优异的重复定位性和高等级测量精度。
2、光栅传感器采用密封式结构,性能可靠,安装方便。
3、光栅尺采用特殊的耐油、耐蚀、高弹性及抗老化塑胶防水,防尘优异,使用寿命长。
4、光栅尺具体高水平的抗干扰能力,稳定可靠。
5、光源采用进口红外发光二极管,体积小寿命长。
6、光栅尺采用先进的光栅制作技术,能制作各规格的高精度光栅玻璃尺传感器准确度:单位:mm 精度分3个级别≤200 ±0.001 ±0.002 ±0.003>200-500 ±0.002 ±0.004 ±0.008>500-1000 ±0.004 ±0.008 ±0.015>1000-1500 ±0.012 ±0.025 ±0.050>1500-2000 ±0.025 ±0.050 ±0.080>2000-3500 ±0.050 ±0.080 ±0.120光栅尺重复性:传感器与数显表连接后,在有效量程内任意一点上的重复性应符合表中的规定。
光栅尺的安装与调试一、线性光栅尺选型①准确度等级的选择数控机床配置线性光栅尺是了提高线性坐标轴的定值精度、再复定位精度,所以光栅尺的准确度等级是首先要考虑的,光栅尺准确度等级有±0.01mm、±0.005mm、±0.003mm、±0.02mm。
而我们在设计数控机床时根据设计精度要求来选择准确度等级,值得注意的是在选用高精度光栅尺时要考虑光栅尺的热性能,它是机床工作精确度的关键环节,即要求光栅尺的刻线载体的热膨胀系数与机床光栅尺安装基体的热膨胀系数相一致,以克服由于温度引起的热变形。
另外光栅尺最大移动速度可达120m/min,目前可完全满足数控机床设计要求;单个光栅尺最大长度为3040mm,如控制线性坐标轴大于3040mm时可采用光栅尺对接的方式达到所需长度。
②测量方式的选择光栅尺的测量方式分增量式光栅尺和绝对式光栅尺两种,所谓增量式光栅尺就是光栅扫描头通过读出到初始点的相对运动距离而获得位置信息,为了获得绝对位置,这个初始点就要刻到光栅尺的标尺上作为参考标记,所以机床开机时必须回参考点才能进行位置控制。
而绝对式光栅尺以不同宽度、不同问距的闪现栅线将绝对位置数据以编码形式直接制作到光栅上,在光栅尺通电的同时后续电子设备即可获得位置信息,不需要移动坐标轴找参考点位置,绝对位置值从光栅刻线上直接获得。
绝对式光栅尺比增量式光栅尺成本高20%左右,机床设计师因考虑数控机床的性价比,一般选用增量式光栅尺,既能保证机床运动精度又能降低机床成本。
但是绝对式光栅尺开机后不需回参考点的优点是增量式光栅尺无法比拟的,机床在停机或故障断电后开机可直接从中断处执行加工程序,不但缩短非加工时间提高生产效率,而且减小零件废品率。
因此在生产节拍要求格或由多台数控机床构成的自动生产线上选用绝对式光栅尺是最为理想的。
③输出信号的选择a.光栅尺的输出信号分电流正弦波信号、电压正弦波信号、TTL矩形波信号和TTL差动矩形波信号四种,虽然光栅尺输出信号的波形不同对数控机床线性坐标轴的定位精度、重复定位精度没有影响,但必须与数控机床系统相匹配,如果输出信号的波形与数控机床系统不匹配,导致机床系统无法处理光栅尺的输出信号,反馈信息、补偿误差对机床线性坐标轴全闭环控制无从谈起。