益新蚀纹 YS texture 资料
- 格式:pdf
- 大小:1.35 MB
- 文档页数:12

最全vray中英对照及各种材质参数天衣无缝 n 最全vray中英对照及各种材质参数天衣无缝 n最全vray中英对照及各种材质参数 2011年10月25日下面是有3D的一些知识:包含了中英文对照,及各类材质参数的设置,还有草图参数设置及最终效果图设置。
十分齐全,期望能帮得到一些同道之人,这个确实很有用。
特别对VARY初学者及不知道如何设置材质球的同志们有很大的帮助。
这个是我找了很久才得到的,期望你们珍惜。
VR材质参数Diffuse (漫反射)- 材质的漫反射颜色。
能够在纹理贴图部分(texture maps)的漫反射贴图通道凹槽里使用一个贴图替换这个倍增器的值。
Reflect(反射) - 反射表要用于石材金属玻璃等材质,一个反射倍增器,通过颜色来控制反射,能够在纹理贴图部分(texture maps)的反射。
黑色表面没有任何反射,贴图通道凹槽里使用一个贴图替换这个倍增器的值) 值越大反射越强,白色表面完全反射。
Hilight glossiness-反射出的光点,也就是高光, 控制着模糊高光,只能在有灯光的情况下有效果,值越低越模糊,高光范围越大)Glossiness(光泽度、平滑度)-这个值表示材质的光泽度大小。
值为 0.0 意味着得到非常模糊的反射效果。
值为1.0,将关掉光泽度,VRay将产生非常明显的完全反射)。
注意:打开光泽度(glossiness)将增加渲染时间。
Subdivs(细分) -控制光线的数量,作出有光泽的反射估算。
当光泽度Glossiness值为1.0时,这个细分值会失去作用,VRay不会发射光线去估算光泽度。
Fresnel reflection(菲涅尔反射)-不勾选(当这个选项给打开时,反射将具有真实世界的玻璃反射。
这意味着当角度在光线和表面法线之间角度值接近0度时,反射将衰减(当光线几乎平行于表面时,反射可见性最大。
当光线垂直于表面时几乎没反射发生。
)Max depth(最大深度)-光线跟踪贴图的最大深度。


蚀纹前表面处理A. 垂直壁面拔模斜度要求我们最常被问到的问题是:"我需要多大的拔模斜度?"常规经验是每.001"深度纹需要 1 度的拔模角,在薄壁成型件的设计和高压模塑中则需增大拔模斜度。
重要事项:垂直壁是内壁还是外壁?如果是内壁,成型件在成型中会收缩粘着在壁上,因此需要更大的拔模斜度,以完成纹形或浅纹形。
凹口在表纹加工过程中,会从模具上除去部分金属。
有时纹形区的垂直壁上有封闭区域,或者你需要在分型线位置的纹形上留一段不加纹区域。
此时就会因纹刻时除去部分金属而形成“凹口”或反拔模角。
从而引起擦痕,拉痕,成型件粘着或更严重问题如:模具闭锁。
金属切除和成型深度需注意的重要一点是:任何纹形的成形深度并不一定等于需切除的金属量。
对车纹来说尤其如此,很多纹形的金属切除量和纹形深度有很大差别。
为达到汽车外观标准,很多纹形需多次蚀刻使成型件符合母版。
每次蚀刻都会去掉金属,甚至成型件上适应拔模需要的较浅区域也需去除大量金属。
对潜在凹口也需考虑此因素,表纹加工后对纹刻时除去金属的区域进行手工修复使该区域融合时同样应注意这点。
B. 分离线处理分离线保护不同类型的部件要求采用不同的分离线处理方法。
我们可以为您提供及时的分离线的蚀刻,或者为您的分离线留一个0.005”—0.750”的边距。
C. 表纹加工后电镀/表纹加工后电镀完成表纹加工后,可对很多纹样进行电镀而不影响它的完整性和功能。
快速镀硬铬或镍的镀层厚度通常为.0003" to .0005",它不会使纹样变浅或有明显外观变化。
如果你需在纹形加工后电镀模具,最好在纹形加工前通知我们以获得帮助。
D. 蚀纹处理前电镀/涂层模具表面精度要求如果需纹刻的模具表面已镀镍、硬铬、特氟龙或有其他能提高模具耐磨性和/或抗腐蚀性的表面涂层,则此涂层必须完全清除以保证模具蚀纹加工处理效果。
E.显著部件您可以在蓝本或聚脂薄膜上作精确、完事的标注,指导我们需要怎样蚀刻,要确保图档显示了各个不同区域的交叉部分。

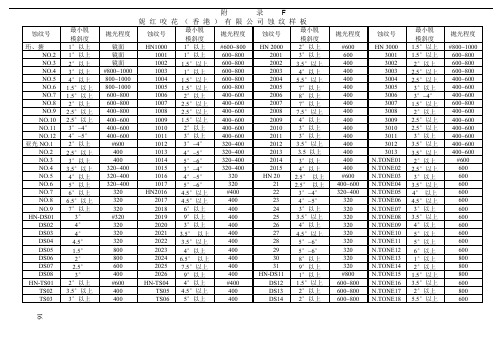
Q/TKM 3 —2003附录CM o l d-T e c h蚀纹样板蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度MT-11000 ″1°MT-11200 ″°MT-11300 ″°MT-11400 ″3°MT-11010 ″°MT-11205 ″4°MT-11305 ″°MT-11405 ″4°MT-11020 ″°MT-11210 ″°MT-11310 ″°MT-11410 ″°MT-11030 ″3°MT-11215 ″°MT-11315 ″°MT-11415 ″3°MT-11040 ″°MT-11220 ″°MT-11320 ″4°MT-11420 ″4°MT-11050 ″°MT-11225 ″°MT-11325 ″°MT-11425 ″°MT-11060 ″°MT-11230 ″4°MT-11330 ″3°MT-11430 ″10°MT-11070 ″°MT-11235 ″6°MT-11335 ″3°MT-11435 ″15°MT-11080 ″3°MT-11240 ″°MT-11340 ″°MT-11440 ″°MT-11090 ″°MT-11245 ″3°MT-11345 ″°MT-11445 ″°MT-11100 ″9°MT-11250 ″4°MT-11350 ″°MT-11450 ″4°MT-11110 ″4°MT-11255 ″3°MT-11355 ″4°MT-11455 ″°MT-11120 ″3°MT-11260 ″6°MT-11360 ″°MT-11460 ″°MT-11130 ″4°MT-11265 ″7°MT-11365 ″7°MT-11465 ″°MT-11140 ″4°MT-11270 ″6°MT-11370 ″6°MT-11470 ″3°MT-11150 ″4°MT-11275 ″5°MT-11375 ″6°MT-11475 ″3°MT-11160 ″6°MT-11280 ″8°MT-11380 ″6°MT-11480 ″°MT 9000 MT 9013 MT 9045 MT 9050MT 9001 MT 9015 MT 9046 MT 9051MT 9002 MT 9016 MT 9047 MT 9052MT 9003 MT 9017 MT 9048 MT 9053MT 9004 MT 9036 MT 9049 MT 9054MT 9005 MT 9037 MT 9060 MT 9055MT 9006 MT 9038 MT 9061 MT 9056MT 9007 MT 9039 MT 9062 MT 9057MT 9008 MT 9040 MT 9063 K 5000GMT 9009 MT 9041 K 9000G K 5024GMT 9010 MT 9042 K 9070G K 2400G11MT 9011 MT 9043 K 7000G K 1600G MT 9012 MT 9044 K 7050GQ/TKM 3 —2003附录D蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 11000 °YS 9280 1°YS 8280 2°YS 7280 °YS 11001 °YS 9281 1°YS 8281 °YS 7281 °YS 11002 °YS 9282 °YS 8282 3°YS 7282 5°YS 11003 1°YS 9283 °YS 8283 °YS 7283 °YS 11004 °YS 9284 °YS 8284 °YS 7284 °YS 11005 °YS 9285 2°YS 8285 °YS 7285 6°YS 11006 °YS 9286 2°YS 8286 °YS 7286 °YS 11007 2°YS 9287 °YS 8287 °YS 7287 5°YS 11008 °YS 9288 3°YS 8288 °YS 7288 9°YS 11009 °YS 9289 °YS 8289 5°YS 7289 11°YS 11010 3°YS 9290 °YS 8290 5°YS 7290 11°YS 11011 1°YS 9291 2°YS 7291 °YS 11012 °YS 9292 2°YS 6280 °YS 7292 4°YS 11013 2°YS 9293 °YS 6281 °YS 7293 °YS 11014 2°YS 9294 °YS 6282 °YS 7294 °YS 11015 °YS 9295 °YS 6283 7°YS 7295 5°YS 11016 °YS 9296 °YS 6284 10°YS 7296 °YS 11017 3°YS 9297 5°YS 6285 7°YS 7297 °YS 11018 °YS 9298 °YS 6286 10°YS 7298 °YS 11019 °YS 9299 °YS 6287 10°YS 7299 °YS 11020 °YS 9300 °YS 6288 11°YS 11021 4°YS 9301 °YS 6289 12°YS 11022 °YS 9302 11°YS 6290 12°YS 6291 3°YS 6292 3°YS 6293 °YS 6294 °12YS 6295 °YS 6299 °YS 6296 °YS 6300 7°YS 6297 7°YS 6301 °YS 6298 °YS 6302 °Q/TKM 3 —2003附录D蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度YS 5280 6°YS 4280 3°YS 3280 °YS 2280 °YS 5281 °YS 4281 3°YS 3281 4°YS 2281 °YS 5282 6°YS 4282 4°YS 3282 °YS 2282 3°YS 5283 °YS 4283 °YS 3283 °YS 2283 °YS 5284 °YS 4284 4°YS 3284 5°YS 2284 °YS 5285 °YS 4285 °YS 3285 °YS 2285 3°YS 5286 °YS 4286 °YS 3286 °YS 2286 °YS 5287 °YS 4287 °YS 3287 °YS 2287 3°YS 5288 °YS 4288 °YS 3288 4°YS 2288 3°YS 5289 9°YS 4289 5°YS 3289 9°YS 2289 4°YS 5290 9°YS 4290 5°YS 3290 °YS 2290 4°YS 5291 6°YS 4291 3°YS 3291 3°YS 2291 4°YS 5292 6°YS 4292 °YS 3292 3°YS 2292 4°YS 5293 6°YS 4293 3°YS 3293 °YS 2293 4°YS 5294 °YS 4294 °YS 3294 °YS 2294 4°YS 5295 6°YS 4295 5°YS 3295 5°YS 2295 5°YS 5296 °YS 4296 °YS 3296 5°YS 2296 °YS 5297 12°YS 4297 5°YS 3297 5°YS 2297 °YS 5298 12°YS 4298 °YS 3298 5°YS 2298 °YS 5299 °YS 4299 5°YS 3299 5°YS 2299 5°YS 5300 °YS 4300 °YS 3300 °YS 2300 4°YS 5301 12°YS 4301 °YS 3301 °YS 2301 5°YS 5302 11°YS 4302 °YS 3302 °YS 2302 °YS 1280 1°YS 1287 °YS 1294 °YS 1301 3°13YS 1281 1°YS 1288 3°YS 1295 °YS 1302 3°YS 1282 °YS 1289 °YS 1296 °YS 1283 °YS 1290 °YS 1297 °YS 1284 °YS 1291 2°YS 1298 3°YS 1285 2°YS 1292 2°YS 1299 3°YS 1286 2°YS 1293 °YS 1300 3°14Q/TKM 3 —2003附录E蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度蚀纹号深度最小脱模斜度HS3101 ″1°HS4101 ″°HS5101 ″5°HS3102 ″°HS4102 ″°HS5102 ″6°HS3103 ″2°HS4103 ″4°HS5103 ″8°HS3105 ″3°HS4105 ″°HS5105 ″8°HS3106 ″°HS4106 ″°HS5106 ″10°HS3107 ″°HS4107 ″°HS5107 ″10°HS3108 ″°HS4108 ″°HS5108 ″°HS3109 ″6°HS4109 ″°HS5109 ″°HS3110 ″°HS4110 ″9°HS5110 ″15°HS3111 ″°HS4111 ″9°HS5111 ″°HS3112 ″°HS4112 ″°HS5112 ″°HS3113 ″°HS4113 ″5°HS5113 ″6°HS3114 ″°HS4114 ″6°HS5114 ″°HS3115 ″°HS4115 ″°HS5115 ″°HS3116 ″°HS4116 ″°HS5116 ″°HS3117 ″°HS4117 ″°HS5117 ″°HS3118 ″4°HS4118 ″°HS5118 ″10°HS3119 ″4°HS4119 ″10°HS5119 ″10°HS3120 ″°HS4120 ″°HS5120 ″10°HS3121 ″5°HS4121 ″°HS5121 ″°HS3122 ″5°HS4122 ″°HS5122 ″°HS3123 ″°HS4123 ″9°HS5123 ″13°HS3124 ″6°HS4124 ″10°HS5124 ″14°HS6101 ″4°HS6109 ″10°HS6116 ″°HS6102 ″°HS6110 ″°HS6117 ″°HS6103 ″7°HS6111 ″°HS6118 ″°HS6105 ″8°HS6112 ″5°HS6119 ″°HS6106 ″8°HS6113 ″9°HS6120 ″10°HS6107 ″10°HS6114 ″10°HS6121 ″15°HS6108 ″°HS6115 ″°HS6122 ″15°Q/TKM 3 —2003妮红咬花(香港)有限公司蚀纹样板蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度蚀纹号最小脱模斜度抛光程度珩、搪1°以上镜面HN1000 1°以上#600~800 HN 2000 2°以上#600 HN 3000 °以上#800~1000 1°以上镜面1001 1°以上600~800 2001 3°以上600 3001 °以上600~8002°以上镜面1002 °以上600~800 2002 °以上400 3002 2°以上600~8003°以上#800~1000 1003 1°以上600~800 2003 4°以上400 3003 °以上600~8004°以上800~1000 1004 °以上600~800 2004 °以上400 3004 °以上400~600°以上800~1000 1005 °以上600~800 2005 7°以上400 3005 3°以上400~600°以上600~800 1006 2°以上400~600 2006 8°以上400 3006 3°~4°400~6002°以上600~800 1007 °以上400~600 2007 7°以上400 3007 °以上600~800°以上400~800 1008 °以上400~600 2008 °以上400 3008 2°以上400~600°以上400~600 1009 °以上400~600 2009 4°以上400 3009 °以上400~6003°~4°400~600 1010 2°以上400~600 2010 3°以上400 3010 °以上400~6004°~5°400~600 1011 3°以上400~600 2011 3°以上400 3011 3°以上400~600 亚光2°以上#600 1012 3°~4°320~400 2012 °以上400 3012 °以上400~600 °以上400 1013 4°~5°320~400 2013 以上400 3013 °以上400~6003°以上400 1014 5°~6°320~400 2014 3°以上400 2°以上#600°以上320~400 1015 3°~4°320~400 2015 4°以上400 °以上6004°以上320~400 1016 4°~5°320 HN 20 °以上#600 3°以上6005°以上320~400 1017 5°~6°320 21 °以上400~600 °以上6006°以上320 HN2016 °以上#400 22 3°~4°320~400 4°以上600°以上320 2017 °以上400 23 4°~5°320 °以上6007°以上320 2018 6°以上400 24 3°以上320 3°以上600 HN-DS01 3°#320 2019 9°以上400 25 °以上320 °以上600 15DS02 4°320 2020 3°以上400 26 4°以上320 4°以上600 DS03 4°320 2021 °以上400 27 °以上320 5°以上600 DS04 °320 2022 °以上400 28 5°~6°320 5°以上600 DS05 °800 2023 4°以上400 29 5°~6°320 6°以上600 DS06 2°800 2024 °以上400 30 8°以上320 1°以上800 DS07 °600 2025 °以上400 31 9°以上320 2°以上800 DS08 3°400 2026 9°以上400 HN-DS11 1°以上#800 °以上800 HN-TS01 2°以上#600 HN-TS04 4°以上#400 DS12 °以上600~800 °以上600 TS02 °以上400 TS05 °以上400 DS13 2°以上600~800 2°以上800 TS03 3°以上400 TS06 5°以上400 DS14 2°以上600~800 °以上600 16。
i m e an dA l lt h in gs in th ei r be i ng ar eg oo df o rsNO.21°以上镜面10011°以上600~80020013°以上6003001 1.5°以上600~800 NO.32°以上镜面1002 1.5°以上600~8002002 3.5°以上40030022°以上600~800 NO.43°以上#800~100010031°以上600~80020034°以上4003003 2.5°以上600~800 NO.54°以上800~10001004 1.5°以上600~8002004 5.5°以上4003004 2.5°以上400~600 NO.6 1.5°以上800~10001005 1.5°以上600~80020057°以上40030053°以上400~600 NO.7 1.5°以上600~80010062°以上400~60020068°以上40030063°~4°400~600 NO.82°以上600~8001007 2.5°以上400~60020077°以上4003007 1.5°以上600~800 NO.9 2.5°以上400~8001008 2.5°以上400~60020087.5°以上40030082°以上400~600 NO.10 2.5°以上400~6001009 1.5°以上400~60020094°以上4003009 2.5°以上400~600 NO.113°~4°400~60010102°以上400~60020103°以上4003010 2.5°以上400~600 NO.124°~5°400~60010113°以上400~60020113°以上40030113°以上400~600亚光NO.12°以上#60010123°~4°320~4002012 3.5°以上4003012 3.5°以上400~600 NO.2 2.5°以上40010134°~5°320~4002013 3.5 以上4003013 3.5°以上400~600 NO.33°以上40010145°~6°320~40020143°以上400N.TONE012°以上#600 NO.4 3.5°以上320~40010153°~4°320~40020154°以上400N.TONE02 2.5°以上600 NO.54°以上320~40010164°~5°320HN 20 2.5°以上#600N.TONE033°以上600 NO.65°以上320~40010175°~6°32021 2.5°以上400~600N.TONE04 3.5°以上600 NO.76°以上320HN2016 4.5°以上#400223°~4°320~400N.TONE054°以上600 NO.8 6.5°以上3202017 4.5°以上400234°~5°320N.TONE06 4.5°以上600 NO.97°以上32020186°以上400243°以上320N.TONE073°以上600 HN-DS013°#32020199°以上40025 3.5°以上320N.TONE08 3.5°以上600 DS024°32020203°以上400264°以上320N.TONE094°以上600 DS034°3202021 3.5°以上40027 4.5°以上320N.TONE105°以上600 DS04 4.5°3202022 3.5°以上400285°~6°320N.TONE115°以上600 DS05 1.5°80020234°以上400295°~6°320N.TONE126°以上600 DS062°8002024 6.5°以上400308°以上320N.TONE131°以上800 DS07 2.5°60020257.5°以上400319°以上320N.TONE142°以上800 DS083°40020269°以上400HN-DS111°以上#800N.TONE15 1.5°以上800 HN-TS012°以上#600HN-TS044°以上#400DS12 1.5°以上600~800N.TONE16 3.5°以上600 TS02 3.5°以上400TS05 4.5°以上400DS132°以上600~800N.TONE172°以上800 TS033°以上400TS065°以上400DS142°以上600~800N.TONE18 5.5°以上60016aa tt a t i m e an dA l lt h i ng si nt h ei r be i ng ar eg oo df o r sYS 52810.090 5.5°YS 42810.0503°YS 32810.0604°YS 22810.040 2.5°YS 52820.106°YS 42820.0604°YS 32820.085 5.5°YS 22820.0503°YS 52830.137.5°YS 42830.075 4.5°YS 32830.085 5.5°YS 22830.040 2.5°YS 52840.137.5°YS 42840.0604°YS 32840.0855°YS 22840.045 2.5°YS 52850.137.5°YS 42850.074 4.5°YS 32850.137.5°YS 22850.0553°YS 52860.137.5°YS 42860.070 4.5°YS 32860.127.5°YS 22860.045 2.5°YS 52870.137.5°YS 42870.075 4.5°YS 32870.127.5°YS 22870.0503°YS 52880.137.5°YS 42880.070 4.5°YS 32880.0604°YS 22880.0503°YS 52890.159°YS 42890.0805°YS 32890.159°YS 22890.0654°YS 52900.159°YS 42900.0825°YS 32900.169.5°YS 22900.0604°YS 52910.106°YS 42910.0503°YS 32910.0503°YS 22910.0654°YS 52920.106°YS 42920.070 4.5°YS 32920.0503°YS 22920.0604°YS 52930.0956°YS 42930.0553°YS 32930.075 4.5°YS 22930.0604°YS 52940.090 5.5°YS 42940.085 5.5°YS 32940.090 5.5°YS 22940.0604°YS 52950.106°YS 42950.0805°YS 32950.0805°YS 22950.0805°YS 52960.085 5.5°YS 42960.070 4.5°YS 32960.0805°YS 22960.070 4.5°YS 52970.2012°YS 42970.0805°YS 32970.0825°YS 22970.070 4.5°YS 52980.2012°YS 42980.085 5.5°YS 32980.0825°YS 22980.090 5.5°YS 52990.085 5.5°YS 42990.0805°YS 32990.0825°YS 22990.0805°YS 53000.090 5.5°YS 43000.137.5°YS 33000.085 5.5°YS 23000.0604°YS 53010.2012°YS 43010.137.5°YS 33010.090 5.5°YS 23010.0805°YS 53020.1911°YS 43020.137.5°YS 33020.090 5.5°YS 23020.090 5.5°YS 12800.0101°YS 12870.040 2.5°YS 12940.040 2.5°YS 13010.0503°YS 12810.0151°YS 12880.0503°YS 12950.040 2.5°YS 13020.0553°YS 12820.020 1.5°YS 12890.060 3.5°YS 12960.045 2.5°YS 12830.025 1.5°YS 12900.075 4.5°YS 12970.045 2.5°YS 12840.025 1.5°YS 12910.0352°YS 12980.0503°YS 12850.0302°YS 12920.0352°YS 12990.0503°YS 12860.0302°YS 12930.0402.5°YS 13000.0503°14t a t i m e an dA l lt h i ng si nt h ei r be i ng ar eg oo df o r so me t益新电机蚀刻有限公司蚀纹样板(1/2)蚀纹号深 度最小脱模斜度蚀纹号深 度最小脱模斜度蚀纹号深 度最小脱模斜度蚀纹号深 度最小脱模斜度YS 110000.0050.15°YS 92800.0101°YS 82800.0302°YS 72800.0754.5°YS 110010.0080.25°YS 92810.0151°YS 82810.040 2.5°YS 72810.070 4.5°YS 110020.0100.5°YS 92820.020 1.5°YS 82820.0503°YS 72820.0805°YS 110030.0151°YS 92830.025 1.5°YS 82830.040 2.5°YS 72830.0855.5°YS 110040.020 1.5°YS 92840.025 1.5°YS 82840.040 2.5°YS 72840.090 5.5°YS 110050.025 1.5°YS 92850.0302°YS 82850.045 2.5°YS 72850.0956°YS 110060.025 1.7°YS 92860.0302°YS 82860.070 4.5°YS 72860.090 5.5°YS 110070.0302°YS 92870.040 2.5°YS 82870.070 4.5°YS 72870.0805°YS 110080.033 2.2°YS 92880.0503°YS 82880.070 4.5°YS 72880.159°YS 110090.035 2.5°YS 92890.060 3.5°YS 82890.0805°YS 72890.1911°YS 110100.0403°YS 92900.085 4.5°YS 82900.0805°YS 72900.1911°YS 110110.0151°YS 92910.0352°YS 72910.070 4.5°YS 110120.018 1.5°YS 92920.0352°YS 62800.075 4.5°YS 72920.0604°YS 110130.0202°YS 92930.040 2.5°YS 62810.137.5°YS 72930.072 4.5°YS 110140.0202°YS 92940.040 2.5°YS 62820.137.5°YS 72940.085 5.5°YS 110150.025 2.3°YS 92950.045 2.5°YS 62830.117°YS 72950.0805°YS 110160.028 2.5°YS 92960.045 2.5°YS 62840.1810°YS 72960.085 5.5°YS 110170.0303°YS 92970.0505°YS 62850.117°YS 72970.137.5°YS 110180.035 3.2°YS 92980.055 5.5°YS 62860.1810°YS 72980.137.5°YS 110190.038 3.5°YS 92990.0606.5°YS 62870.1810°YS 72990.137.5°YS 110200.040 3.5°YS 93000.0657.5°YS 62880.1911°YS 110210.0424°YS 93010.0708.5°YS 62890.2012°YS 110220.0454.5°YS 93020.09011°YS 62900.2012°YS 62910.0553°YS 62920.0553°YS 62930.127.5°YS 62940.085 5.5°YS 62950.090 5.5°YS 62990.127.5°YS 62960.070 4.5°YS 63000.117°YS 62970.117°YS 63010.0127.5°YS 62980.127.5°YS 63020.0127.5°13t a t i m e an dA l lt h i ng si nt h ei r be i ng ar eg oo df o r so me t M o l d -T e c h蚀纹样板蚀纹号深 度最小脱模斜度蚀纹号深 度最小脱模斜度蚀纹号深 度最小脱模斜度蚀纹号深 度最小脱模斜度MT-110000.0004″1°MT-112000.003″ 4.5°MT-113000.0025″ 3.5°MT-114000.002″3°MT-110100.001″ 1.5°MT-112050.0025″4°MT-113050.005″7.5°MT-114050.0025″4°MT-110200.0015″ 2.5°MT-112100.0035″ 5.5°MT-113100.005″7.5°MT-114100.0035″ 5.5°MT-110300.002″3°MT-112150.0045″ 6.5°MT-113150.001″ 1.5°MT-114150.002″3°MT-110400.003″ 4.5°MT-112200.005″7.5°MT-113200.0025″4°MT-114200.0025″4°MT-110500.0045″ 6.5°MT-112250.0045″ 6.5°MT-113250.003″ 4.5°MT-114250.0035″ 5.5°MT-110600.003″ 4.5°MT-112300.0025″4°MT-113300.002″3°MT-114300.007″10°MT-110700.003″ 4.5°MT-112350.004″6°MT-113350.002″3°MT-114350.010″15°MT-110800.002″3°MT-112400.0015″ 2.5°MT-113400.003″ 4.5°MT-114400.0005″ 1.5°MT-110900.0035″ 5.5°MT-112450.002″3°MT-113450.003″ 4.5°MT-114450.0015″ 2.5°MT-111000.006″9°MT-112500.0025″4°MT-113500.0035″ 5.5°MT-114500.0025″4°MT-111100.0025″4°MT-112550.002″3°MT-113550.0025″4°MT-114550.003″ 4.5°MT-111200.002″3°MT-112600.004″6°MT-113600.0035″ 5.5°MT-114600.0035″ 5.5°MT-111300.0025″4°MT-112650.005″7°MT-113650.0045″7°MT-114650.005″7.5°MT-111400.0025″4°MT-112700.004″6°MT-113700.004″6°MT-114700.002″3°MT-111500.00275″4°MT-112750.0035″5°MT-113750.004″6°MT-114750.002″3°MT-111600.004″6°MT-112800.0055″8°MT-113800.004″6°MT-114800.003″4.5°MT 9000MT 9013MT 9045MT 9050MT 9001MT 9015MT 9046MT 9051MT 9002MT 9016MT 9047MT 9052MT 9003MT 9017MT 9048MT 9053MT 9004MT 9036MT 9049MT 9054MT 9005MT 9037MT 9060MT 9055MT 9006MT 9038MT 9061MT 9056MT 9007MT 9039MT 9062MT 9057MT 9008MT 9040MT 9063K 5000G MT 9009MT 9041K 9000G K 5024G MT 9010MT 9042K 9070G K 2400G MT 9011MT 9043K 7000G K 1600GMT 9012MT 9044K 7050G12。
solidworks渲染材质参数玻璃的反光率15% 折射率90%~100%金属一般反射率60%~70%至于地版和大理石只要有bitmap就可以了大理石加10%的反光打蜡金属颜色(RGB)色彩亮度光亮度漫射镜面铝箔180.180.180有03290铝箔(钝)180.180.180有05045铝220.223.227有03525磨亮的铝220.223.227有03565黄铜191.173.111有04040磨亮的黄铜191.173.111有04065镀铬合金150.150.150无04040镀铬合金2220.230.240有02530镀铬铝220.230.240有01560镀铬塑胶220.230.240有01560镀铬钢220.230.240有01560纯铬220.230.240有01560铜186.110.64有0454018K金234.199.135有0454024K金218.178.115有04540未精练的金255.180.66有03540黄金242.192.86有04540石墨87.33.77无04290铁118.119.120有03550铅锡锑合金250.250.250有03040银233.233.216有01590钠250.250.250有05090废白铁罐229.223.206有03040不锈钢128.128.126有04050磨亮的不锈钢220.220.220有03550锡220.223.227有05090净化瓶27.108.131无9060泡沫塑胶54.53.53无9530合成材料20.20.20无8030合成材料(粗糙)25.25.25无6040合成材料(光滑)38.38.38无6030合成材料(钝)25.25.25有9240塑胶20.20.20无8030塑胶(高光泽)20.20.20无7090塑胶(硬儿亮)20.20.20无8080塑胶(糖果衣)200.10.10无8030塑胶(巧克力色)67.40.18无9030橡胶30.30.30有3020橡胶纽扣150.150.150无6020乙烯树脂45.45.45无6040透明材质的折射率材质折射率真空10000空气10003液态二氧化碳12000冰13090水13333丙酮13600乙醇13600糖溶液(30%)13800酒精13900萤石14340融化的石英14600Calspar214860Calspar216600糖溶液(80%)14900玻璃15000玻璃,锌冠15170玻璃,冠15200氯化钠15300氯化钠(食盐)115440氯化钠(食盐)216440石英116440石英215530聚苯乙烯15500绿宝石15700轻火石玻璃15750青金石,杂青金石16100黄玉16100二硫化碳16300重火石玻璃16500二碘甲烷17400 打蜡的地板有5%的反光光泽度反射凹凸(%) BMP(分形噪声)中6580002,.00002,.0002低35150002,.00002,.0002低40150002,.00002,.0002中50120002,.00002,.0002中40200002,.00002,.0002中50100002,.00002,.0002低25350002,.00002,.0002低50200002,.00002,.0002中65100002,.00002,.0002低50100002,.00002,.0002中7050002,.00002,.0002低8550002,.00002,.0002中4000002,.00002,.0002中65100002,.00002,.0002中65100002,.00002,.0002中45250002,.00002,.0002中65100002,.00002,.0002中15100001,.00001,.0001低25200002,.00002,.0002低15100002,.00002,.0002中45150002,.00002,.0002低25100002,.00002,.0002低45300002,.00002,.0002中35200002,.00002,.0002低25350002,.00002,.0002低35200001,.00001,.0001低520 低390低520低520低00低1530低510高155中1010低515低55低050低030低1530。
蚀纹面问题分析和探讨一,蚀纹面简介二,蚀纹面优点——结合线,轻度缩水,发白及轻度气痕。
三,蚀纹面缺陷---拉伤,模印(包括顶针-入子印,应力痕),油光,蚀纹粗细及明暗不一致。
四,蚀纹面其他作用---后模蚀纹,顶针蚀纹,照相腐蚀等。
注:总感觉自己还是写的不够具体,但是由于这方面的资料很少加上自己水平有限,只能写这么多,还请大家在阅读的时候不吝赐教。
中日龙电器制品(深圳)有限公司IE部李东一,简介(喷砂纹/梨地纹/皮纹)蚀纹面也叫咬花面,我以前在台资厂都这样叫,来到中日龙后改叫为蚀纹面或晒纹面。
塑胶件常用的花纹叫做梨地花纹,名字的来路就是,花纹象梨皮上的坑坑点点一样。
事实上,蚀纹就是在模具上腐蚀出一个一个的小坑,使产品表面形成一种凸凹感。
蚀纹面也分粗细,粗的我比较喜欢,这样模具蚀纹面的寿命也长,几乎不需要怎么保养,产品也好做,外观上的不良得以掩盖,还耐碰刮伤。
细纹相对就比较头疼,模具寿命短,产品表面原有的缺陷不但遮盖不住,还会添一些其他麻烦,不过花纹越细越有利于脱模。
细纹的加工,除了靠化学蚀刻外,靠放电同样能得到均匀一致的细花纹,笔记本电脑使用的键帽表面花纹比较细,模具就是这样加工的,这样的缺点是寿命要短于化学蚀刻。
蚀纹面的产品外观美观且简单,模具及生产成本要比镜面及光面低廉,但对中日龙来说,如果代工的产品都是蚀纹面,那就没有什么利润了,党工的话是最好要求客户接受三涂或五涂,这样产品的附加值就大了,报价就高了,我们赚的钱也多了,总比做一般的成型件了来的快。
一般化学蚀刻的步骤是:1,模具脱脂→2,封贴→3,表面处理→4,蚀刻→5,喷砂用封贴→6,干燥→7,喷砂→8,除去贴纸→9,洗净→10,防锈。
在富士康DT(II)事业处的时候,有个专门的咬花房,经常去,看的最多的封贴,喷砂,当时还没有感觉咬花是多神秘的东西,出来后发现,这个还是很有保密性的东西,只怪自己当时太年轻,只顾和里面的咬花妹聊天了,却忘了学点技术了。