塑胶模具抛光等级
- 格式:docx
- 大小:40.49 KB
- 文档页数:3
![塑胶模具抛光技术[1]](https://uimg.taocdn.com/fcb497631711cc7931b716b9.webp)
塑胶产品表面等级划分塑胶产品的表面质量可以根据以下两个主要标准进行评估:1.表面光洁度:这是描述表面平整度和光滑度的指标。
高光塑胶产品通常具有更高的表面光洁度,而亚光塑胶产品则具有较粗糙的表面。
2.表面平整度:这指的是塑胶产品表面的凹凸起伏程度。
如果一个塑胶产品的表面平整度较差,那么它可能会呈现出凹凸不平的现象。
塑胶产品的表面质量对其外观和性能都至关重要。
例如,如果一个塑胶产品的表面存在缺陷,如气孔、缩孔、熔接痕等,那么它可能会影响产品的美观度,甚至可能会影响其性能。
因此,在生产过程中,通常会采取各种措施来确保塑胶产品的表面质量。
具体的等级划分标准可能会因不同的生产过程和产品类型而有所不同。
如果您需要更详细的信息,建议咨询相关的行业标准或专业机构。
除了表面光洁度和表面平整度,塑胶产品的表面质量还可以通过其他因素进行评估,例如表面颜色、光泽度、纹理等。
不同的塑胶产品可能会采用不同的表面处理技术,以达到所需的质量要求。
在塑胶工业中,通常会根据具体的应用需求和产品特性来确定塑胶产品的表面质量等级。
一些常见的塑胶产品表面质量标准包括:1.ASTM D6109:此标准用于评估塑料制品的表面粗糙度。
它提供了不同类型塑料制品的表面粗糙度要求,包括注塑制品、挤出制品等。
2.ASTM D7336:此标准用于评估塑料制品的表面光泽度。
它规定了不同类型塑料制品的光泽度要求,包括高光、亚光等不同类型的产品。
3.ASTM D4108:此标准用于评估塑料制品的表面缺陷。
它定义了不同类型的表面缺陷,如气孔、缩孔、熔接痕等,并规定了这些缺陷的最大允许尺寸。
这些标准只是一些常见的评估塑胶产品表面质量的指标,实际上还有很多其他因素可以影响塑胶产品的表面质量。
为了确保塑胶产品的表面质量符合要求,生产过程中通常需要进行一系列的质量控制和检验程序。
模具的抛光技术.txt生活是一张千疮百孔的网,它把所有激情的水都漏光了。
寂寞就是你说话时没人在听,有人在听时你却没话说了!模具的抛光技术1.0 模具的表面光洁度在制造模具时必须注意到在模具的不同部位,其所要求的表面光洁度也随之改变。
而注塑时塑胶所接触到的模具表面,客户一般都会有较高的要求,尤其是透明的塑胶产品,光泽的表面对产品的卖相和价值有着正面的影响。
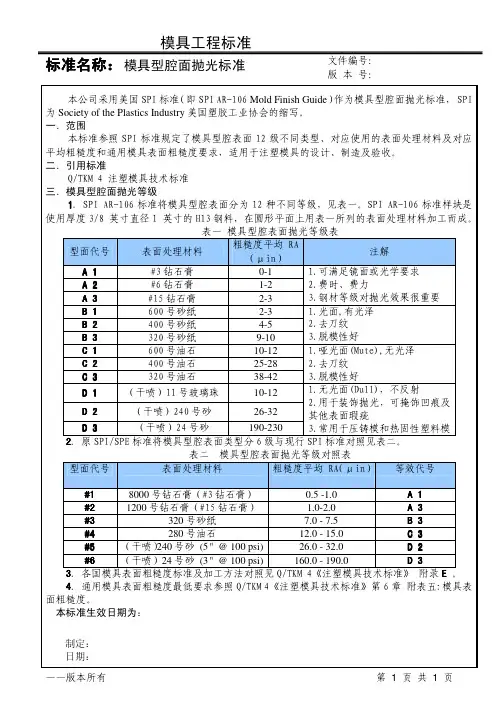
1.1 美国标准:SPI将模具光洁度分为12级不同标准。
每种光洁度所使用的处理材料都不同。
SPI标准是使用厚3/8in,直径1in的H13钢料,再在圆形平面上以下表所列的表面处理材料加工而成。
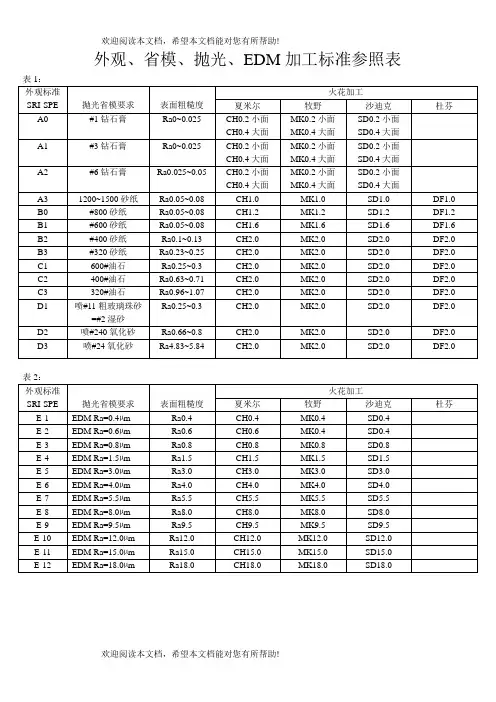
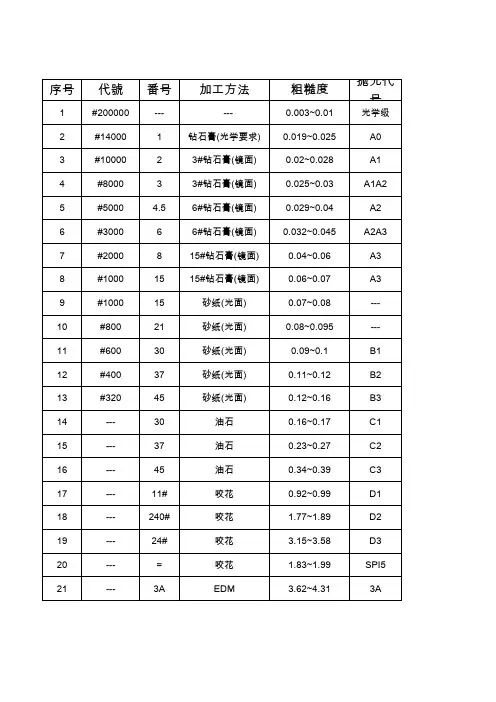
表面光洁度标准及加工所使用的处理材料(SPI AR-106)单位:inch光洁度代号所使用的表面处理材料粗糙度平均Ra μ–inA-1第3级鑽石膏0-1A-2 第6级鑽石膏1-2A-3第15级鑽石膏2-3B-1600号砂纸2-3B-2400号砂纸4-5B-3320号砂纸9-10C-1600号油石10-12C-2400号油石25-28C-3320号油石38-42D-1喷11号玻璃珠10-12D-2喷240号氧化砂26-32D-3喷24号氧化砂190-2301.2 日本标准:JIS标准是将模具光洁度分为6级。
每级所使用的处理材料有其特定规格。
JIS标准是使用直径18mm,硬度由HRC56至60之间的钢材,再在圆形平面上以下表所列的表面处理材料加工而成。
表面光洁度标准及加工所使用的处理材料(JIS K7140)单位:mm光洁度代号MR-1MR-2MR-3MR-4MR-5MR-6所使用的表面材料8000号(1至5μ) 鑽石粉1200号 (8至20μ) 鑽石粉360号钢纸150号油石120号喷砂在5kgf/c㎡气压下喷46号喷在5kgf/c㎡气压下喷表面粗糙度(uRz)最小-0.060.241.24.815最大0.030.120.481.76.6192.0 影响抛光的因素:2.1 制模的钢材材质:若模具表面的局部区域在硬度或其他性质方面发生偏离,就会在抛光过程中产生问题,如:各种类型的熔渣及砂孔。
塑胶模具省模、抛光作业规范
(IATF16949-2016/ISO9001-2015)
1.0目的
为保证塑胶模具加工精度,提高塑胶产品质量和提高生产效率。
2.0适用范围
本公司内部模具,模具维修的省模,抛光。
3.0所用工具
打模机,锉刀,油石,砂纸,钻石膏,医用棉花。
4.0省模方法
4.1了解模具的结构,产品的形状,确定须省模抛光的部位,明确模具光洁度要求;
4.2 稳固省模的模具,保证所省模具不会晃动;
4.3 根据模具要求开粗—细省—抛光;
4.4 粗省步骤:打模机—锉刀—150#油石--220#油石--150#砂纸--220#砂纸--400#砂纸
4.5 细省步骤;400#砂纸--600#砂纸--800#砂纸;
4.6 抛光步骤;1000#砂纸--1200#砂纸--1500#砂纸—w2.5钻石膏—w1.5钻石膏;
4.7省模结果检验;一般情况下经过下道工序后不能见到上道工序省模留下的痕迹,直到满足产品要求;
5.0注意事项
5.1注意省模姿势,避免模具内大外小,圆角;
5.2省模完成后模具一定要做好防锈保护,不要被外来因素伤害模面。
模具零件表面粗糙度。
模具光洁度等级标准
模具光洁度等级标准一般根据模具表面的粗糙度、缺陷和光洁度要求来进行评定。
以下是一个常用的模具光洁度等级标准:
1. 一级光洁度:表面完全光滑,无瑕疵和斑点,无可见划痕。
2. 二级光洁度:表面基本光滑,允许一些微小瑕疵和斑点,不影响使用功能。
3. 三级光洁度:表面有一些瑕疵和斑点,但不影响使用功能。
4. 四级光洁度:表面有明显瑕疵和斑点,但不影响使用功能。
5. 五级光洁度:表面有严重瑕疵和斑点,可能影响使用功能。
需要注意的是,具体的光洁度等级标准可以根据不同的行业和使用需求进行调整,上述标准仅作为参考。
在实际生产中,通常会根据具体情况进行光洁度检测和评定。
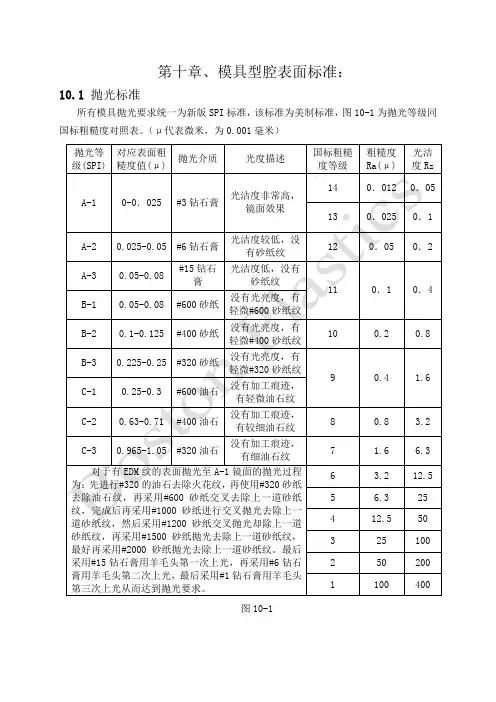
塑料模具钢的抛光抛光随着塑料制品日益广泛的应用,如日用品和饮料包装容器等,外观的需要往往要求塑料模具型腔的表面达到镜面抛光的程度。
而生产光学镜片、镭射唱片等模具对表面粗糙度要求极高,因而对抛光性的要求也极高。
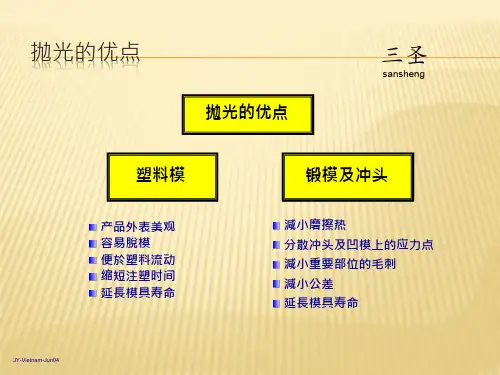
提高模具表面光洁度还可以拥有其他优点,这些优点包括:·使塑料制品易于脱模·减小局部腐蚀的危险·减少由于骤然高温或疲劳而产生断裂和开裂的危险因而抛光在塑料模具制作过程中是很重要的一道工序。
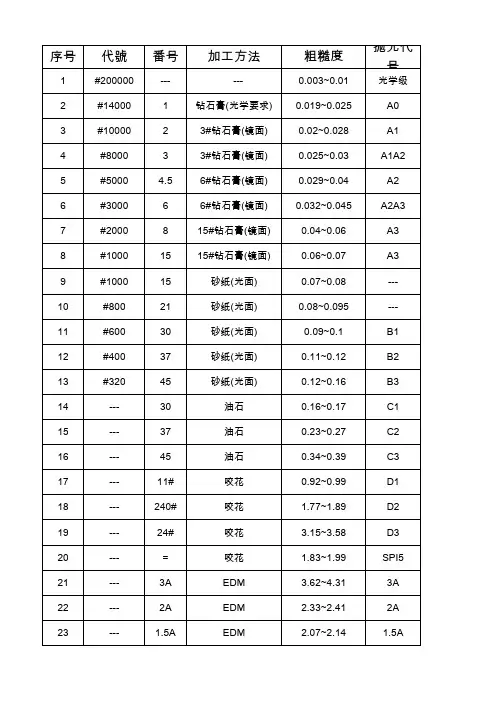
抛光等级之衡量——平均粗糙度Ra 表面粗糙度是指零件的加工表面上具有的较小间距和峰谷所形成的微观几何形状误差。
A3 #3Ra 0.048µRa 0.125µRa 0.063µRa 0.185µRa 0.325µ模具光洁度板Ra 0.008µA0Ra 0.016µA1 #1Ra 0.032µA2 #2镜面抛光的等级抛光镜面的等级Ra=0.01μm ---人肉眼观察极限ISO标准:–ISO#1Ra=0.008μm为镜面1μm钻石膏–I SO#2Ra=0.016μm3μm钻石膏模具钢材抛光工艺磨具质量、技巧好的抛光效果模具钢材塑胶模具钢ASP 23ASP 23VANADIS 10VANADIS 10VANADIS 4VANADIS 4ELMAX ELMAX CALMAX 635(1.2083)420 MOD.POLMAX POLMAX (1.2083)420 MOD.STAVAX SUPREME S -136 SUP (1.2083)420 MOD.STAVAX ESR S -136 ESR 1.2344PREM H13ORVAR SUPREME 8407整体硬化钢(1.2085)(420F)RAMAX 2RAMAX 21.2738(P20)IMPAX 718HH 1.2738(P20)-618预硬钢W -STOFF NO AISI UDDEHOLM ASSAB钢材成分对抛光的影响XW-428407 碳化物磷、硫、氧含量钢材质量夹杂物含量(如低硫和氧含量)的控制夹杂物类型:A类:硫化物B类:氧化铝C类:硅酸盐D类:球状氧化物8407参照高级H13评级标准1.02.0D 球状氧化物1.0 1.0 C 硅酸盐类夹杂 1.0 1.5 B 氧化铝夹杂0.5 1.0 A 硫化物粗细夹杂物形式夹杂物等级北美压铸协会高级H13验收标准热处理不当对抛光的影响—表面脱碳原因:表面脱碳解决方法:使用真空热处理炉良好的气氛保护模具材料:ASSAB S-136 ESR 模具用途:注塑模型芯失效形式:抛光时发现裂纹微裂纹热处理不当对抛光的影响—过烧热处理不当对抛光的影响—过烧 原因:硬度测得HRC56-HRC58不均匀分布,基体组织中存在过烧组织,这会造成组织中晶粒间的结合力大大下降。