电焊工技能考核评分办法-电焊工技能大赛评分标准
- 格式:doc
- 大小:100.00 KB
- 文档页数:4
![电焊工实际操作考试评分标准[1]](https://uimg.taocdn.com/da0c6d412b160b4e767fcf65.webp)
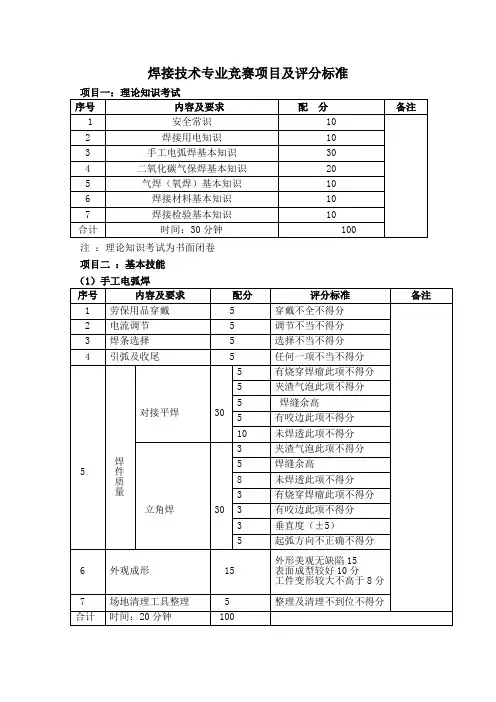

焊工技能评定实践操作评分标准序号123456合考核内容焊前准备焊接操作焊缝外观焊后清理其他定额计考核要点劳保着装及工具准备齐全,并符合要求,参数设置、设备调试正确试件固定的空间位置符合要求,清理板料。
焊缝表面不允许有焊瘤焊缝表面单个气孔D≤2mm焊缝咬边深度≤0.5mm,两侧咬边总长度不超过焊缝有效长度的10%焊缝接头重叠高度超过≤2㎜未焊透深度≤15%t且≤1.5mm总长度不超过焊缝有效长度的10%焊脚尺寸L~1.2L且超差部分总长度不超过焊缝有效长度的10%焊缝宽度差≤4mm且总长度不超过焊缝有效长度的10%焊接收弧时应填满凹坑,凹下的深度≤1mm格,焊。
渣等影响外观的因素安全文明生产操作时间配分10108888888888100姓名:部门(股):评分标准检测结果得分工具及劳保着装不符合要求,参数设置、设备调试不正确有一项扣1分超出规定范围,未清理不得分如有不得分1个得4分,2个不得分,D>2mm不得分1.咬边深度≤0.5mm(1)累计长度每5mm扣1分(2)累计长度超过焊缝有效长度的15%不得分2.咬边深度>0.5mm不得分2mm以上不得分1.未焊透深度≤15%t,且≤1.5mm累计长度超过焊缝有效长度的10%不得分2.未焊透深度超标不得分超差不超过10%得4分,超过10%不得分超差不超过10%得4分,超过10%不得分凹下的深度>1mm不得分清理光干净得2分,未清理不得分设备、工具复位,试件、场地清理干净,有一处不符合要求扣1分每超1分钟从总分中扣2分直接不合格项:1、焊缝表面存在裂纹;2、任意更改试件焊接位置;3、板料表面灼伤;4、漏焊;5、焊接时间超出定额的30%。
评委A:评委B评委C平均得分:::。
综合维修车间电焊、气割考核方案为了提高维修人员的理论水平和实际操作技能,增强其工作责任心,提升其综合素质,在广大职工中形成良好的学习氛围,确保安全生产,车间特举办电焊气割考核比赛。
一、主办部门:综合维修车间二、比赛奖项设置第一名:奖励300元;第二名:奖励200元;第三名:奖励100元;最后一名:处罚300元;倒数第二名:处罚200元;倒数第三名:处罚100元;三、比赛时间:2016年元月下旬四、比赛项目:手工电弧焊(平焊角焊)、气割(切除法兰固定螺栓)五、裁判裁判:主任,副裁判:书记、副主任;六、比赛场地:车间门口七、比赛说明(一)、比赛项目:手工电弧焊(平焊角焊缝)、气割(切除法兰固定螺栓)(二)、比赛分理论考试和实际操作两部分。
1.理论考试满分100分,占30﹪权重。
2.实际操作100分,电焊、气割各占50分,合计占70%权重。
(三)参赛人员钳工班组人员全部按时参加,不得无故不到,车间统一安排时间考核,不能参加比赛人员统一按倒数第一名计入比赛成绩。
(四)考试方式1、理论知识采用闭卷笔答方式进行,考试时间为60分钟。
2、实际操作:电焊时间为30分钟,气割时间为10分钟。
(五)、理论知识试题以焊工工艺知识题为主,金属材料、焊接材料、焊接设备相关知识为辅。
试题分为判断题、单选题、多选题。
实行百分制。
(六)、实际操作1、材料准备,参加人员自行准备1)电焊材料:Q235钢板1块(长×宽200×200(㎜),厚度自定),钢管1根(长100mm,直径自定)。
2)气割材料:钢板1块(自定),电钻钻眼(φ16mm),紧固M16螺栓1条。
2、电焊操作要求:1)焊接方法为焊条电弧焊;2)焊接位置为平焊;3)焊接过程中劳保用品穿戴整齐;焊接工艺参数选择正确,焊后焊件保持原始状态;4)焊接完毕,关闭电焊机,工具摆放整齐,场地清理干净。
5)时间:准备时间10min,正式操作时间30min,时间允许差:每超过5min扣总分3分,不足5min按5min计算,超过额定时间15min不得分。
电气焊工技能等级考核项目及评分标准电气焊工技能等级考核项目及评分标准高级电(气)焊工一、工作技能(40分)1、熟知本岗位相关的安全操作规程。
(10分)2、熟知本岗位各种设备的工作原理及操作规程。
(10分)3、掌握本岗位的设备运行状况和维修特点,能够及时准确地完成本岗位的各种设备维修保养工作及加工制作任务。
(5分)4、合理布置车间内部焊接、通风和防护设备的基本知识。
(5分)5、对相关岗位的操作技能达到中级水平,并能够解决工作中出现的疑难问题。
(5分)6、具有一定的专业理论知识如:识图以及焊接装配图等。
(5分)二、工作质量(20分)1、焊接工件的合格率达到95%以上。
(8分)2、合理布置车间内部焊接、通风和防护设备,工器具摆放整齐,工作现场简洁有秩序。
(5分)3、检修工作按计划进行,材料工器具的准备及时准确,判断问题清楚,解决问题到位。
(3分)4、检修后的设备及备件要保证一定的使用时间,对经常出现的故障部位要提出整改意见,措施到位,效果明显。
(4分)三、工作效率(20分)1、准备工作要及时准确,不重复工作,检修工作有序连贯。
(10分)2、能在计划时间内完成工作并达标,能在计划材料量的前提下完成工作并达标。
(10分)四、工作经验(20分)1、从事焊工工作8年以上。
(8分)2、参加或负责过本单位的设备维修工作。
(5分)行过程中的突发故障。
(7分)中级电(气)焊工一、工作技能(40分)1、熟知本岗位及相关岗位的安全操作规程。
(10分)2、熟知本岗位各种设备的工作原理及操作规程。
(5分)3、掌握本岗位(车间)的设备运行状况和维修特点,能够及时准确地完成本岗位的各种设备维修保养工作及加工任务。
(5分)4、能够经济合理的准备本岗位的备品备件。
(5分)5、能够解决工作中出现的突发故障。
(5分)6、具有相应的专业理论知识如:识图及焊接装配图等。
(5分)二、工作质量(20分)1、焊接工件合格率达到90%----95%。
纽科伦公司第三届焊工比赛方案为了提高电焊工的理论水平和实际操作技能,增强其工作责任心,提升其综合素质,在广大电焊工中形成良好的学习氛围,确保安全生产,纽科伦公司特举办第三届电焊工比赛。
一、主办部门:人力资源室;协办部门:生产部、技术部工艺室二、比赛奖项设置第一名:每月奖励120元,为期一年;颁发证书、奖杯;第二名:每月奖励100元,为期一年;颁发证书;第三名:每月奖励80元,为期一年;颁发证书;第四名:每月奖励60元,为期一年;颁发证书;三、比赛时间:2009年5月下旬四、比赛项目:手工电弧焊(立焊)、二保焊(平焊)五、裁判裁判长:陈军(或李庆峰),副裁判长:仝琦伟;裁判员:李书奇、孙有社、胡元礼。
六、比赛场地:另行通知七、比赛说明(一)、比赛项目:手工电弧焊(立焊角焊缝)、二保焊(平焊平焊缝)(二)、比赛分理论考试和实际操作两部分。
试题依据《焊工国家职业标准》中高级工的标准及《金属焊接与切割作业》中相关内容制定。
1.理论考试满分100分,占50﹪权重。
2.实际操作100分,占50%权重。
(三)参赛人员各班组对班组人员进行推荐或自行报名,比例为班组总人数的6%,将推荐名单于2008年5月25日前报生产部,由生产部报到行政部人力资源室,再由人力资源室统一安排时间考试。
(四)考试方式1、理论知识采用闭卷笔答方式进行,考试时间为120分钟。
2、实际操作:组对、焊接时间为30分钟。
(五)、理论知识试题以焊工工艺知识题为主,金属材料、焊接材料、焊接设备相关知识为辅。
试题分为判断题、单选题、多选题。
实行百分制(试题由工艺室于5月25日前准备好)。
(六)、实际操作1、实际操作项目实际操作试件规格见附图。
2、试件组对(1)、参赛选手按抽签结果依次到指定地点进行试件组对。
(2)、领取试件和焊材,自行进行试件组对。
(3)、每位选手所领用试件,在组对前应检查是否符合要求,一般不准调换,若有异议,由裁判长决定是否调换。
车间工人操作技能水平评定办法1•目的通过举行每年2次的技能比武大赛'评定工人技能等级,增强全员质量意识,激发工人不斷提升自身操作技能T芋续改善产品质量,增强公司产品的市场竞争力。
2.人员安排2.1参试:技能考试分焊接、装配、电工3项。
车间各班组作业人员,根据自身岗位可以选择不同的考试项目。
原则上所有焊工必须参加焊接水平考试。
2.2评定:技能评定小组成员共7人'由总经理任名誉组长'执行组长由资深现场主管轮值'总工程师任常务副组长兼技术顾问,技术部'生产制造部'质保部'设备部等4 个部门各派一人。
2.3保障:设备安全部需保证考试期间水电气的正常供应'以及行车、焊机等设备的维护' 并负责排除一切安全隐卷。
3.考试流程考虑到生产负荷及班组人员调配'参试人员及考试时间由生产制造部确定后,提前一周书面通知技能评定小组'统一协调各项准备工作。
>技术部负贲根据公司主打产品类型及结构形式,有针对性地编制考试题目' 并制定评分细则0>生产部负责及时向车间班组宣贯,准备焊机'焊材'焊接试板等考试用品'在考试当天组织参试人员在考试场地集合。
>质保部负责目视检验及无损检测的器材准备(焊缝检验尺、射线探伤仪等)'>设备部提供2台性能完好的二氧焊机、要求电流/电压/电感调节阀能正常旋转,显示面板数字清晰且读数准确;以及碳刨机'磨光机各1台。
考试结束后 ' 由技能评定小组6人分别评分"艮据合计总分/均分评定参试人员分数不及格的,有一次补考机会。
若仍不合格,公司有权将其调离现有岗位。
评定合格的,颁发相应的作业(焊工颁发上岗证)'可从事对应岗位工作。
在合格焊工中,依据考试分数从高到低,按一定比例依次划分三级'二级' 一级焊工,并颁发焊工等级证书。
对于各项考试取得第一名的,由总经理亲自颁发“技术标兵”奖状,所在班 组年度绩效增加5%点/人•次。
![电焊工操作技能比赛规则及评分标准[详]](https://uimg.taocdn.com/4d0c08f2b90d6c85ec3ac6e4.webp)
第十九篇电焊工操作技能比赛规则一、参赛选手佩戴好劳保用品,持参赛证、岗位工种证、安全参加比赛。
二、比赛操作时间为100分钟,规定先焊仰板,再焊板试件。
试件固定高度不得高于800cm(以试件水平中心线为准)。
三、参赛选手在正式比赛前15分钟凭比赛抽签号分别到指定地点领取试件和焊材。
先进行试件组对,然后将组对好的试件交工作人员打号等待比赛。
四、参赛选手试电流只能在专门统一发给的试板上进行,不准在夹具上试电流,否则按违反考场规则处理。
五、比赛中不准使用电动工具。
六、氩电联焊是指氩弧焊打底,焊条电弧焊填充、盖面。
七、焊机、焊钳、把线均由厂家统一提供,氩气由承办单位准备。
八、试件在施焊过程中(包括焊缝层间清理)均应在焊接支架上进行,不得再变换位置和方向,如遇清理焊缝使试件移位,应在监考人员监督下恢复原位,试件未焊完不准取下(不包括最后表面清理),不得在试件上作任何标记,否则,该单项按0分处理。
九、施焊过程中,若试件焊废不予补发,但允许选手在比赛时间自行手工修复,焊缝的正、反表面不准修复补焊。
若经修复则该试件按零分处理。
十、由于停电及不可抗拒的原因影响操作时,选手有权提出,由裁判长核实裁定。
十一、比赛过程中,比赛选手若需要休息、饮水、上洗手间,一律计算在操作时间。
十二、比赛完毕,比赛选手应认真清理试件表面的焊渣、飞溅,但不能破坏试件焊缝的原始变形,清理好的试件交裁判人员检查,裁判人员如发现选手对试件未清理干净,有权督促选手返工,清理好的试件由裁判人员会同选手将试件交指定地点封号,并在比赛纪录上双方签字。
十三、每位参赛选手试件由组用统一的封闭物将钢印号封闭,重新进行编号后交评判组进行评分。
十四、参赛选手应本着公平竞争的原则进行比赛,不得损坏或拆卸比赛所提供的所有设施,若发现此类行为即取消该选手全部考试成绩。
评分细则电焊工种(仰焊大板项目)技能比赛评分表选手:参赛号:工位号:电焊工种(二保仰角焊项目)技能比赛评分表板状试件评分表外观评分表(一)项目:手工电弧焊板状仰焊δ=12mm外观评判组长:纪录员:评判员:时间:二氧化碳气体保护焊角仰焊试件外观评分表(二)项目:二氧化碳气体保护焊角仰焊,板260*100*12mm外观评判组长:纪录员:评判员:时间:。
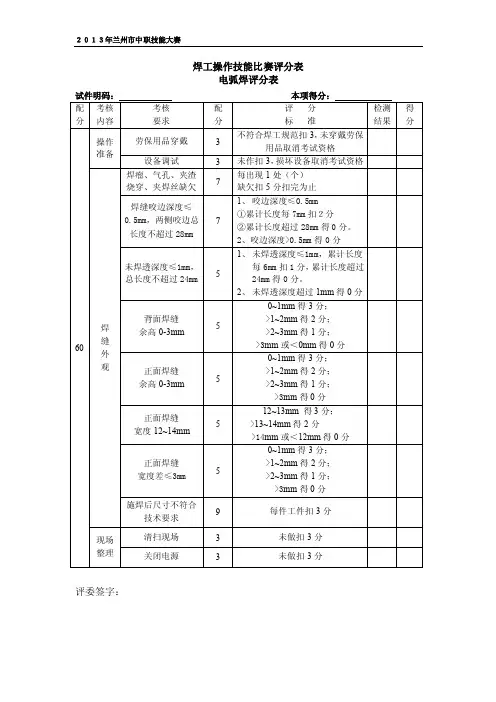
电焊工实际操作评分标准姓名:_________ 得分:______焊接时间: 总用时:考核 项目 考核技术要求标准分 评分标准实得分 操 作 程 序 标 准1、电焊工必须持证上岗无证者取消参赛资格2、选手应检查电焊机电源线,引出线绝缘是否良好,各连接点是否紧固牢靠3 有一项未检查的扣1分;本项扣完为止 3、停止电焊作业时,应及时关闭电焊机电源 3 未关闭电焊机电源的扣3分 焊 接 质 量 标 准1、焊缝表面不允许有裂纹、未熔合、气孔、夹渣、烧穿、塌陷等缺陷;15 有任何一种缺陷扣3分2、焊缝咬边深度≤0.5mm , 咬边总长度≤60 mm ;10 焊缝咬边深度>0.5 mm 扣3分,焊缝咬边深度≤0.5 mm ,累计长度每10 mm 扣1分3、焊缝接头脱节≤1~2 mm ,弧坑填满; 10 每处焊缝脱节>2 mm 扣2分,弧坑未填满,每处扣3分4、正面焊缝余高0~2 mm 6 累计超差长度每3 mm 扣2分5、焊缝高度8mm ;焊缝宽度10mm 7 累计每5 mm 超差扣2分,累计超差长度超过30 mm 不得分6、焊缝边缘直线度误差≤2mm ; 5 超差不得分7、焊接时间 15 标准时间30分钟,每拖后2分钟扣一分,每提前2分钟加一分 8、角度15 每偏差1°扣2分,偏差6°以上扣除全部配分 9、尺寸5 每偏差2mm 扣1分,偏差5mm 以上扣除全部配分 操作 安全 标准 1、参赛选手自带劳保用品齐全(电焊帽、电焊手套眼镜及绝缘鞋等)3 劳保用品每缺一项扣2分2、选手要按章作业,确保竞赛安全。
3发生轻微伤事故扣3分,本项分扣完为止合计100分。
电焊工技能实操试题
一、题目:管板(骑座式)垂直仰位焊。
1、焊接方法:手工电弧焊。
2、焊接母材:Q235。
3、焊件尺寸:D×S×L=92×8×150(mm)
S×B×B=6×240×240(mm)
4、焊接位置:垂直仰位。
5、焊件坡口形式:单边V形。
6、时限:45min。
注:时限指引弧开始至最后焊完熄弧。
包括过程清理及最终清理,不包括施焊前的清理、装焊。
二、参赛选手需准备:
1、参赛专业的上岗证(无上岗证不得参加竞赛);
2、个人劳动防护用品,面罩等。
三、承办单位需准备:
电焊机及焊钳、焊接材料:J422(φ3.2、φ4自选)、焊件、钢丝刷、焊渣锤。
焊工技能大赛实操评分表
注:实测结果栏表格内填上存在的问题,各单项分数扣完为止。
附表一CO2电焊工技能考核评分表
备注:
①比赛用焊缝,点焊前须经焊工认可。
②板厚=50mm的试件,实际操作时间为2或3小时。
板厚=20mm的试件,实际操作时间为1小时。
③铆管工应严格控制好错边及预留变形。
④焊缝未盖面,则为0分。
⑤焊缝正面及背面成形经过修补或作弊,则为单项作0分处理。
⑥在CO2焊头不能伸到焊缝根部时,建议用手工焊和CO2相结合(手工焊打底及填充一遍,再由CO2填充盖面)。
附表二手工电弧焊技能考核评分表
备注:
①比赛用焊缝,点焊前须经焊工认可。
②板厚=50mm的试件,实际操作时间为2或3小时。
板厚=20mm的试件,实际操作时间为1小时。
③铆管工应严格控制好错边及预留变形。
④焊缝未盖面,则为0分。
⑤焊缝正面及背面成形经过修补或作弊,则为单项作0分处理。
技能试卷姓名单位:1.板状仰焊4G(焊条电弧焊SMAW)(时间:60分钟)材质:Q235焊条型号:E5015;牌号:CHE507;规格:φ3.2mm。
(1)选手在组对前应检查试件的技术条件是否符合要求。
试件已由赛务组提前检查好,一般不准调换,若有异议,由裁判长决定是否调换。
(2)点固焊应采用与正式焊接相同的焊接方法和焊接材料。
(3)所有试件应点固在正面坡口内:板状试件点固在试件两端,点固长度≤20mm;管状试件φ60×5点固为一段,长度≤10mm。
(4)试件固定高度不得高于1.2m(以试件中心线为准)(5)试件在施焊过程中(包括焊缝层间清理)均应在焊接支架上进行,不得再变换位置和方向,如遇清理焊缝使试件移位,应在监考人员监督下恢复原位,试件未焊完不准取下(不包括最后表面清理),不得在试件上作任何标记,否则,该单项按0分处理。
S:12mα:32°±2°B:250 mmL:300mmb、p自定反变形量自定技能试卷2.管状(长250mm)水平固定焊5G(手工钨极氩弧焊GTAW)(时间:60分钟)材质:20焊丝型号:ER50-6;牌号:CHG-56;规格:φ2.0mm(1)选手在组对前应检查试件的技术条件是否符合要求。
试件已由赛务组提前检查好,一般不准调换,若有异议,由裁判长决定是否调换。
(2)点固焊应采用与正式焊接相同的焊接方法和焊接材料。
(3)所有试件应点固在正面坡口内:板状试件点固在试件两端,点固长度≤20mm;管状试件φ60×5点固为一段,长度≤10mm。
(4)试件固定高度不得高于1.2m(以试件中心线为准)(5)试件在施焊过程中(包括焊缝层间清理)均应在焊接支架上进行,不得再变换位置和方向,如遇清理焊缝使试件移位,应在监考人员监督下恢复原位,试件未焊完不准取下(不包括最后表面清理),不得在试件上作任何标记,否则,该单项按0分处理(6)管状试件点固处不许放在仰焊(5点钟~7点钟)位置L:250mmD:φ60mmS:5 mmα:32°±2°b、p自定焊工焊件外观评分表(一)姓名:单位:外观评判组长:记录员:评判员:时间:焊工焊件外观评分表(二) 姓名:单位:。
附表一CO2电焊工技能考核评分表
备注:
①比赛用焊缝,点焊前须经焊工认可。
②板厚=50mm的试件,实际操作时间为2或3小时。
板厚=20mm的试件,实际操作时间为1小时。
③铆管工应严格控制好错边及预留变形。
④焊缝未盖面,则为0分。
⑤焊缝正面及背面成形经过修补或作弊,则为单项作0分处理。
⑥在CO2焊头不能伸到焊缝根部时,建议用手工焊和CO2相结合(手工焊打底及填充一遍,再由CO2填充盖面)。
附表二手工电弧焊技能考核评分表
备注:
①比赛用焊缝,点焊前须经焊工认可。
②板厚=50mm的试件,实际操作时间为2或3小时。
板厚=20mm的试件,实际操作时间为1小时。
③铆管工应严格控制好错边及预留变形。
④焊缝未盖面,则为0分。
⑤焊缝正面及背面成形经过修补或作弊,则为单项作0分处理。