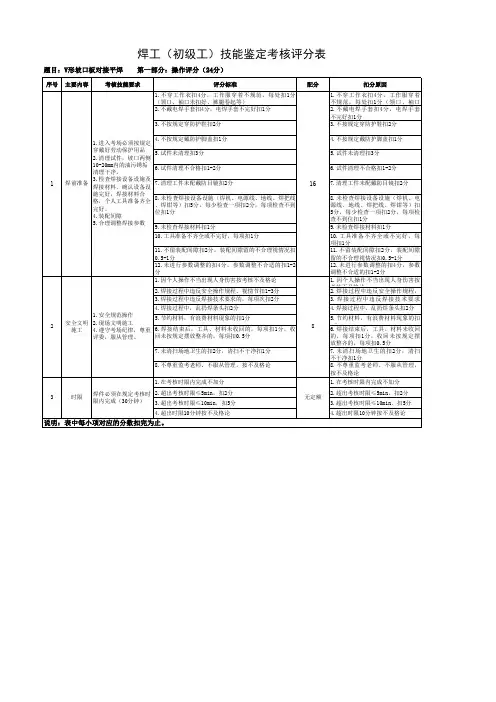
焊工考试评分标准
- 格式:xlsx
- 大小:11.80 KB
- 文档页数:1
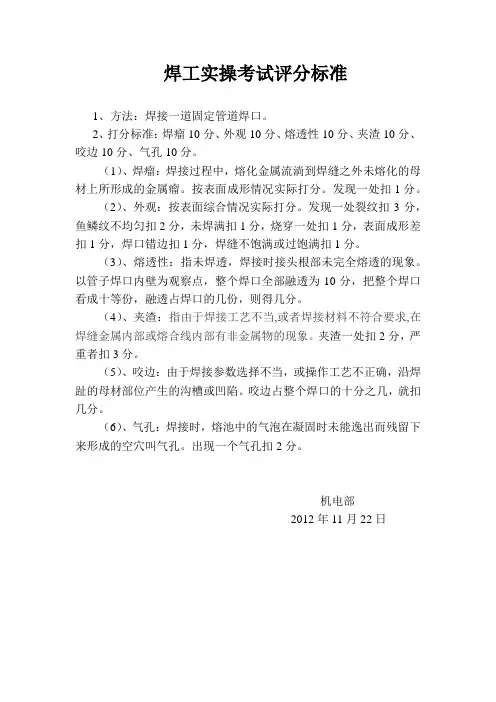
焊工实操考试评分标准
1、方法:焊接一道固定管道焊口。
2、打分标准:焊瘤10分、外观10分、熔透性10分、夹渣10分、咬边10分、气孔10分。
(1)、焊瘤:焊接过程中,熔化金属流淌到焊缝之外未熔化的母材上所形成的金属瘤。
按表面成形情况实际打分。
发现一处扣1分。
(2)、外观:按表面综合情况实际打分。
发现一处裂纹扣3分,鱼鳞纹不均匀扣2分,未焊满扣1分,烧穿一处扣1分,表面成形差扣1分,焊口错边扣1分,焊缝不饱满或过饱满扣1分。
(3)、熔透性:指未焊透,焊接时接头根部未完全熔透的现象。
以管子焊口内壁为观察点,整个焊口全部融透为10分,把整个焊口看成十等份,融透占焊口的几份,则得几分。
(4)、夹渣:指由于焊接工艺不当,或者焊接材料不符合要求,在焊缝金属内部或熔合线内部有非金属物的现象。
夹渣一处扣2分,严重者扣3分。
(5)、咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷。
咬边占整个焊口的十分之几,就扣几分。
(6)、气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫气孔。
出现一个气孔扣2分。
机电部
2012年11月22日。
电气焊工技能等级考核项目及评分标准电气焊工技能等级考核项目及评分标准高级电(气)焊工一、工作技能(40分)1、熟知本岗位相关的安全操作规程。
(10分)2、熟知本岗位各种设备的工作原理及操作规程。
(10分)3、掌握本岗位的设备运行状况和维修特点,能够及时准确地完成本岗位的各种设备维修保养工作及加工制作任务。
(5分)4、合理布置车间内部焊接、通风和防护设备的基本知识。
(5分)5、对相关岗位的操作技能达到中级水平,并能够解决工作中出现的疑难问题。
(5分)6、具有一定的专业理论知识如:识图以及焊接装配图等。
(5分)二、工作质量(20分)1、焊接工件的合格率达到95%以上。
(8分)2、合理布置车间内部焊接、通风和防护设备,工器具摆放整齐,工作现场简洁有秩序。
(5分)3、检修工作按计划进行,材料工器具的准备及时准确,判断问题清楚,解决问题到位。
(3分)4、检修后的设备及备件要保证一定的使用时间,对经常出现的故障部位要提出整改意见,措施到位,效果明显。
(4分)三、工作效率(20分)1、准备工作要及时准确,不重复工作,检修工作有序连贯。
(10分)2、能在计划时间内完成工作并达标,能在计划材料量的前提下完成工作并达标。
(10分)四、工作经验(20分)1、从事焊工工作8年以上。
(8分)2、参加或负责过本单位的设备维修工作。
(5分)行过程中的突发故障。
(7分)中级电(气)焊工一、工作技能(40分)1、熟知本岗位及相关岗位的安全操作规程。
(10分)2、熟知本岗位各种设备的工作原理及操作规程。
(5分)3、掌握本岗位(车间)的设备运行状况和维修特点,能够及时准确地完成本岗位的各种设备维修保养工作及加工任务。
(5分)4、能够经济合理的准备本岗位的备品备件。
(5分)5、能够解决工作中出现的突发故障。
(5分)6、具有相应的专业理论知识如:识图及焊接装配图等。
(5分)二、工作质量(20分)1、焊接工件合格率达到90%----95%。
![电焊工实际操作考试评分标准[1]](https://uimg.taocdn.com/da0c6d412b160b4e767fcf65.webp)
焊工比赛试题及评分标准一、焊工理论考试题(满分100分)一、判断题(每题2分,共30分)1、焊接时产生的弧光是由紫外线和红外线组成的。
()2、焊工推拉闸刀时要面对电闸以便看得清楚。
()3、脱氧剂的主要作用是对熔渣和焊缝脱氧。
()4、E5515焊条中的“55”表示熔敷金属抗拉强度最小值为55Mpa。
()5、采用CO2气体保护焊时,要解决好对熔池金属的氧化问题,一般是采用含有脱氧剂的焊丝来进行焊接。
()6、对接板组装时,应确定组队间隙,且终焊端比始焊端间隙略小。
()7、焊接常用的16Mn钢板材,厚度大于30mm时,预热温度为100-150℃。
()8、埋弧焊进行厚度不同板材的对焊接时,焊丝中心线应偏向厚板一定距离。
()9、埋弧自动焊只适用于平焊和平角焊。
()10、开坡口通常是控制余高和调整焊缝熔合比最好的方法。
()11、钨极氩弧焊时,焊接电流可根据焊丝直径来选择。
()12、细丝CO2焊时,熔滴过渡形式一般都是喷射过渡。
()13、CO2焊的焊接电流增大时,熔深、熔宽和余高都有相应地增加。
()14、电阻焊中电阻对焊是对焊的主要形式。
()15、穿透型等离子弧焊目前可一次焊透20mm对接不开坡口的不锈钢。
()二、单项选择题(每题2分,共40分)1、弧光中的红外线可对眼睛造成伤害,引起。
A、畏光B、眼睛流泪C、白内障D、电光性眼炎2、E4316、E5016属于药皮类型的焊条。
A、钛钛型B、钛钙矿型C、低氢钠型D、低氢钾型3、为了保证低合金钢焊缝与母材有相同的耐热、耐腐蚀等性能,应选用相同的焊条。
A、抗拉强度B、屈服点C、成分D、塑性4、目前是一种理想的电极材料,是我国建议尽量采用的钨极。
A、纯钨极B、钍钨极C、铈钨级D、锆钨极5、埋弧焊过程中,焊接点电弧稳定燃烧时,焊丝的送进速度焊丝的熔化速度。
A、等于B、大于C、小于6、WS-250型焊机是焊机。
A、交流钨级氩弧焊B、直流钨级氩弧焊C、交直流钨级氩弧焊D、熔化级氩弧焊7、是影响焊缝宽度的主要因素。
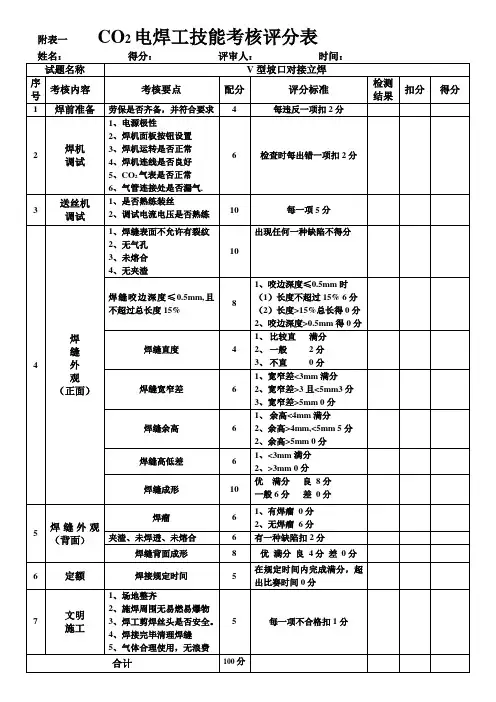
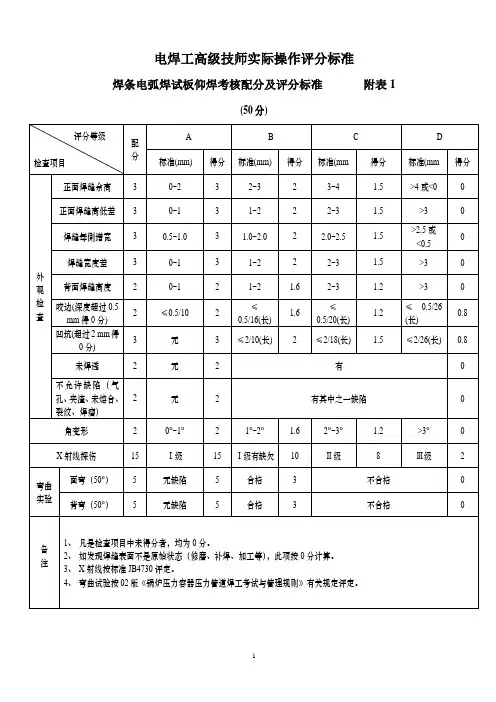
附表一CO2电焊工技能考核评分表
备注:
①比赛用焊缝,点焊前须经焊工认可。
②板厚=50mm的试件,实际操作时间为2或3小时。
板厚=20mm的试件,实际操作时间为1小时。
③铆管工应严格控制好错边及预留变形。
④焊缝未盖面,则为0分。
⑤焊缝正面及背面成形经过修补或作弊,则为单项作0分处理。
⑥在CO2焊头不能伸到焊缝根部时,建议用手工焊和CO2相结合(手工焊打底及填充一遍,再由CO2填充盖面)。
附表二手工电弧焊技能考核评分表
备注:
①比赛用焊缝,点焊前须经焊工认可。
②板厚=50mm的试件,实际操作时间为2或3小时。
板厚=20mm的试件,实际操作时间为1小时。
③铆管工应严格控制好错边及预留变形。
④焊缝未盖面,则为0分。
⑤焊缝正面及背面成形经过修补或作弊,则为单项作0分处理。
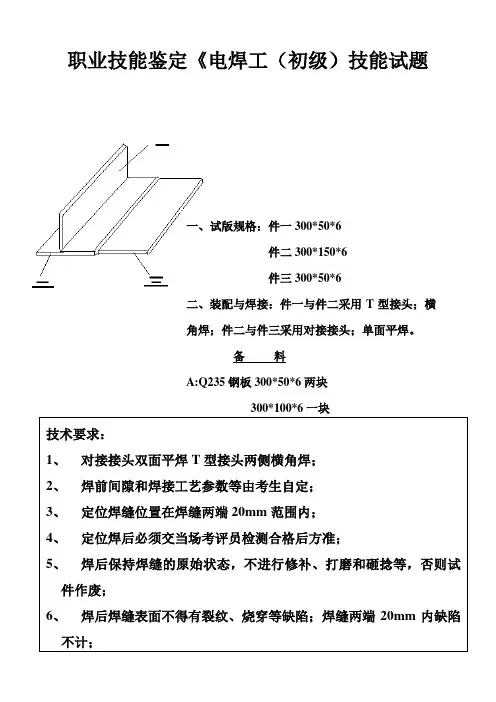
.焊接评分标准及要求工件号码: --------时间:20分钟分数:---------一、考试要求:1、考试所需工具(手锤、锉刀、钢丝刷、刨锤、扁铲等)自备。
2、设备为: NBC-350或 NBC-250. 焊丝规格:Φ 1.0mm或Φ 1.2mm。
3、装配平齐,间隙、钝边自定,钝边在装配前已加工,允许采用反变形。
4、管型件直缝焊件单面焊双面成形,接方向采用一个方向焊接,不得由中间向两端或由两端向中间焊接。
6、管型角接试件定位焊缝不允许在仰焊(六点钟)位置。
单面焊双面成形。
管状试件离地面高度不高于 850mm。
7、管型角接试件在焊接过程中,试件不准取下、移动或改变焊接位置。
8、试件在正式施焊后,不允许动用电动工具打磨、处理接头。
9、劳保品穿戴齐全(自备),执行安全技术操作规程,焊接作业结束清理焊位卫生。
10、对违反规定者将给予适当扣分处理。
二、低碳钢管角接焊评分标准(满分 100 分)实际检查标准分数焊缝等级得分项目ⅠⅡⅢ标准( mm)1-1.5 1.5-2>2焊缝余高分数864正标准( mm) 0.2-0.81-1.5>1.5高低差面分数863标准( mm)1-1.5 1.5-2>2焊缝宽度分数1086.标准( mm )0.2-0.81-1.5>1.5宽窄差863分数标准( mm )深< 0.5深> 0.5咬边无长< 1.5长> 1.5分数 863 气孔标准无< 2 个>2 个6 42分数标准无 1 处>2 处夹渣64分数标准(度)1-22-5>5角变形431分数错边标准( mm )≤0.50.5-1≥1531分数标准优 良 一般表面成形753分数焊缝高度 0-1mm 5 分>1mm 或< 0mm 2 分高低差 0.2-0.5mm 4 分0.5-1mm3 分> 1mm 0 分气孔无气孔 3 分 每一个气孔扣2 分背优:4 分 良:3 分一般 :2 分背面成形面无未焊透 4 分2 分未焊透 有未焊透每处扣 焊瘤 无焊瘤 5 分 有焊瘤每处扣2 分凹陷无凹陷5 分深≤ 0.5 每 2mm 扣 2 分.。
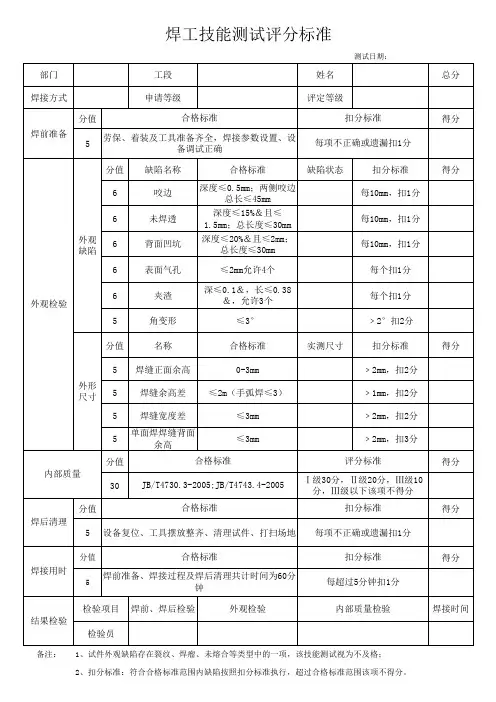
试件外观检查项目及评分标准
考试题目:无缝钢管45°上斜固定焊(氩弧打底+手工电弧焊)φ89×9mm
注:1.焊缝未完成、焊缝表面及根部经过修补或试件作弊标记则该单项作0处理。
2.表面有裂纹、夹渣、未熔合、气孔、焊溜等缺陷之一的,该试件外观为0分。
3.焊溜系指流淌到焊缝以外未熔合母材上形成的¢>2mm的满溢金属。
无损检验项目及评分标准
注:试件的X射线检验按JB/T 4730-2005 标准评定;评定区域:10×10mm。
Barthel指数(BI)评定量表
1、评估时间:患者入院时,患者病情和自理能力变化时,患者术后回室时。
2、分级依据:
(1)符合以下情况之一,可确定为特级护理:
1) 维持生命,实施抢救性治疗的重症监护患者;
2) 病情危重,随时可能发生病情变化需要进行监护、抢救的患者;
3) 各种复杂或大手术后、严重创伤或大面积烧伤的患者。
(2)符合以下情况之一,可确定为一级护理:
1) 病情趋向稳定的重症患者;
2) 病情不稳定或随时可能发生变化的患者;
3) 手术后或者治疗期间需要严格卧床的患者;
4) 自理能力重度依赖的患者。
(3)符合以下情况之一,可确定为二级护理:
1)病情趋于稳定或未明确诊断前,仍需观察,且自理能力轻度依赖的患者;
2)病情稳定,仍需卧床,且自理能力轻度依赖的患者;
(4)病情稳定或处于康复期,且自理能力轻度依赖或无需依赖的患者,可确定为三级护理。
焊工技能考试评分标准 work Information Technology Company.2020YEAR
第七届职工技能运动会考试评分标准
一、工种项目:电焊工
二、竞赛时间:20分钟
三、裁判长:彭俊杰
副裁判长:李彦辉孙进伟
裁判员:张荣举徐犇汪洪洋谢靖波胡鑫
四、评分标准(满分100分):
电焊工焊接要求:裁判员将指定考试工件倒立摆放,电焊工在焊接过程中不许擅自移动工件,擅自移动焊接工件视为不合格。
电焊工按照考试规定,在指定区域进行焊接,不许离开焊接区域焊接,离开焊接区域焊接工件视为不合格。
五、如果现场出现突发状况,例如:工件原材料不符合焊接要求、机器设备出现故障等,请在第一时间联系裁判员,由裁判员处理突发状况。
参加考试人员须在原地等候,考试时间顺延。