实操考核评分标准(焊工)
- 格式:xls
- 大小:19.50 KB
- 文档页数:4
![电焊工实际操作考试评分标准[1]](https://uimg.taocdn.com/da0c6d412b160b4e767fcf65.webp)
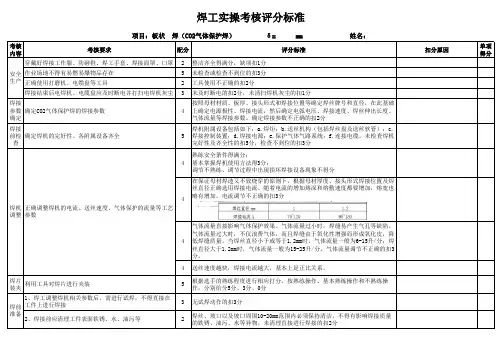
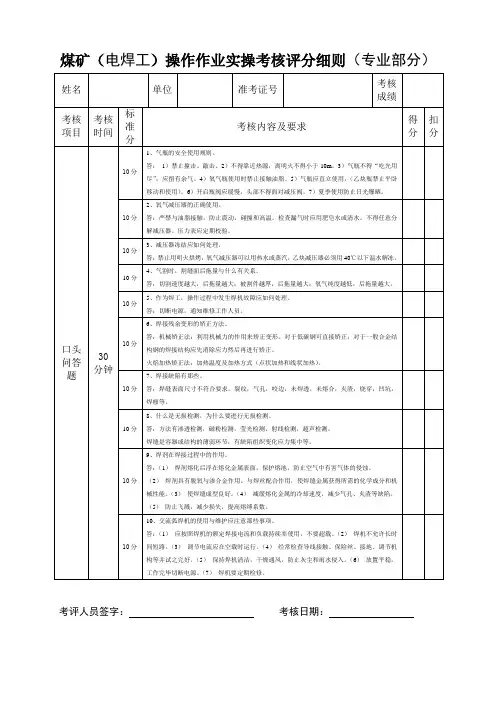
考核内容考核要求配分评分标准扣分原因单项得分穿戴好焊接工作服、防砸鞋、焊工手套、焊接面罩、口罩2整洁齐全得满分,缺项扣1分作业场地不得有易燃易爆物品存在5未检查或检查不到位的扣3分正确使用打磨机、电缆盘等工具2工具使用不正确的扣2分焊接结束后电焊机、电缆盘应及时断电并打扫电焊机灰尘3未及时断电的扣2分,未清扫焊机灰尘的扣1分焊接参数确定确定CO2气体保护焊的焊接参数4按照母材材质、板厚、接头形式和焊接位置等确定焊丝牌号和直径,在此基础上确定电源极性、焊接电流,然后确定电弧电压、焊接速度、焊丝伸出长度、气体流量等焊接参数。
确定焊接参数不正确的扣2分焊接前检查确定焊机的完好性、各附属设备齐全5焊机附属设备包括如下:a.焊炬;b.送丝机构(包括焊丝盘及送丝软管);c.焊接控制装置;d.焊接电源;e.保护气体气路系统;f.连接电缆。
未检查焊机完好性及齐全性的扣5分,检查不到位的扣3分4熟练安全条件得满分;基本掌握焊机使用方法得3分;调节不熟练、调节过程中出现损坏焊接设备现象不得分4在保证母材焊透又不致烧穿的原则下,根据母材厚度、接头形式焊接位置及焊丝直径正确选用焊接电流。
随着电流的增加熔深和熔敷速度都要增加,熔宽也略有增加。
电流调节不正确的扣3分4气体流量直接影响气体保护效果。
气体流量过小时,焊缝易产生气孔等缺陷。
气体流量过大时,不仅浪费气体,而且焊缝由于氧化性增强而形成氧化皮,降低焊缝质量。
当焊丝直径小于或等于1.2mm时,气体流量一般为6-15升/分;焊丝直径大于1.2mm时,气体流量一般为15-25升/分。
气体流量调节不正确的扣3分。
4送丝速度越快,焊接电流越大,基本上是正比关系。
焊片装夹利用工具对焊片进行夹装5根据选手的熟练程度进行相应打分,按熟练操作、基本熟练操作和不熟练操作,分别给分5分、3分、0分1、焊工调整焊机相关参数后,需进行试焊,不得直接在工件上进行焊接3无试焊动作的扣3分2、焊接前应清理工件表面铁锈、水、油污等2焊丝、坡口以及坡口周围10-20mm范围内必须保持清洁,不得有影响焊接质量的铁锈、油污、水等异物。
焊工实操考试评分标准
1、方法:焊接一道固定管道焊口。
2、打分标准:焊瘤10分、外观10分、熔透性10分、夹渣10分、咬边10分、气孔10分。
(1)、焊瘤:焊接过程中,熔化金属流淌到焊缝之外未熔化的母材上所形成的金属瘤。
按表面成形情况实际打分。
发现一处扣1分。
(2)、外观:按表面综合情况实际打分。
发现一处裂纹扣3分,鱼鳞纹不均匀扣2分,未焊满扣1分,烧穿一处扣1分,表面成形差扣1分,焊口错边扣1分,焊缝不饱满或过饱满扣1分。
(3)、熔透性:指未焊透,焊接时接头根部未完全熔透的现象。
以管子焊口内壁为观察点,整个焊口全部融透为10分,把整个焊口看成十等份,融透占焊口的几份,则得几分。
(4)、夹渣:指由于焊接工艺不当,或者焊接材料不符合要求,在焊缝金属内部或熔合线内部有非金属物的现象。
夹渣一处扣2分,严重者扣3分。
(5)、咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷。
咬边占整个焊口的十分之几,就扣几分。
(6)、气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫气孔。
出现一个气孔扣2分。
机电部
2012年11月22日。

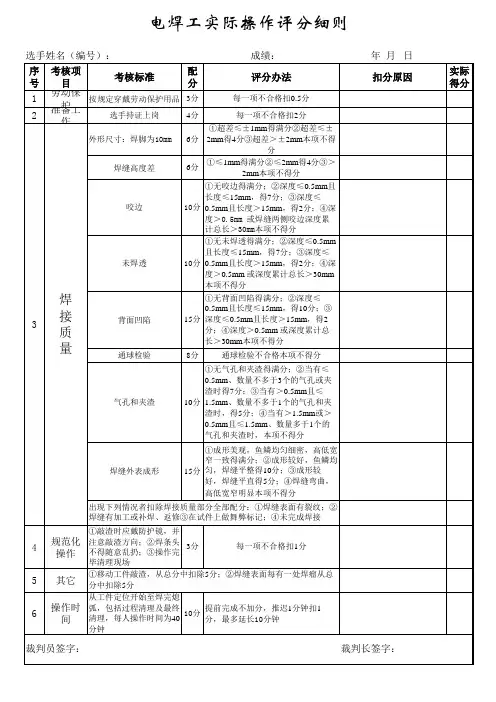
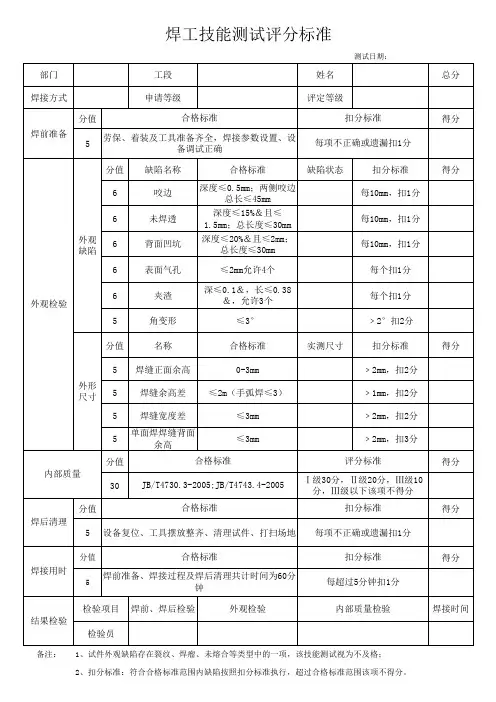
焊工技能评定实践操作评分标准序号123456合考核内容焊前准备焊接操作焊缝外观焊后清理其他定额计考核要点劳保着装及工具准备齐全,并符合要求,参数设置、设备调试正确试件固定的空间位置符合要求,清理板料。
焊缝表面不允许有焊瘤焊缝表面单个气孔D≤2mm焊缝咬边深度≤0.5mm,两侧咬边总长度不超过焊缝有效长度的10%焊缝接头重叠高度超过≤2㎜未焊透深度≤15%t且≤1.5mm总长度不超过焊缝有效长度的10%焊脚尺寸L~1.2L且超差部分总长度不超过焊缝有效长度的10%焊缝宽度差≤4mm且总长度不超过焊缝有效长度的10%焊接收弧时应填满凹坑,凹下的深度≤1mm格,焊。
渣等影响外观的因素安全文明生产操作时间配分10108888888888100姓名:部门(股):评分标准检测结果得分工具及劳保着装不符合要求,参数设置、设备调试不正确有一项扣1分超出规定范围,未清理不得分如有不得分1个得4分,2个不得分,D>2mm不得分1.咬边深度≤0.5mm(1)累计长度每5mm扣1分(2)累计长度超过焊缝有效长度的15%不得分2.咬边深度>0.5mm不得分2mm以上不得分1.未焊透深度≤15%t,且≤1.5mm累计长度超过焊缝有效长度的10%不得分2.未焊透深度超标不得分超差不超过10%得4分,超过10%不得分超差不超过10%得4分,超过10%不得分凹下的深度>1mm不得分清理光干净得2分,未清理不得分设备、工具复位,试件、场地清理干净,有一处不符合要求扣1分每超1分钟从总分中扣2分直接不合格项:1、焊缝表面存在裂纹;2、任意更改试件焊接位置;3、板料表面灼伤;4、漏焊;5、焊接时间超出定额的30%。
评委A:评委B评委C平均得分:::。
考核内容考核要求配分评分标准扣分原因单项得分穿戴好焊接工作服、防砸鞋、焊工手套、焊接面罩、口罩2整洁齐全得满分,缺项扣1分作业场地不得有易燃易爆物品存在5未检查或检查不到位的扣3分正确使用打磨机、电缆盘等工具2工具使用不正确的扣2分焊接结束后电焊机、电缆盘应及时断电并打扫电焊机灰尘3未及时断电的扣2分,未清扫焊机灰尘的扣1分焊接参数确定确定CO2气体保护焊的焊接参数4按照母材材质、板厚、接头形式和焊接位置等确定焊丝牌号和直径,在此基础上确定电源极性、焊接电流,然后确定电弧电压、焊接速度、焊丝伸出长度、气体流量等焊接参数。
确定焊接参数不正确的扣2分焊接前检查确定焊机的完好性、各附属设备齐全5焊机附属设备包括如下:a.焊炬;b.送丝机构(包括焊丝盘及送丝软管);c.焊接控制装置;d.焊接电源;e.保护气体气路系统;f.连接电缆。
未检查焊机完好性及齐全性的扣5分,检查不到位的扣3分4熟练安全条件得满分;基本掌握焊机使用方法得3分;调节不熟练、调节过程中出现损坏焊接设备现象不得分4在保证母材焊透又不致烧穿的原则下,根据母材厚度、接头形式焊接位置及焊丝直径正确选用焊接电流。
随着电流的增加熔深和熔敷速度都要增加,熔宽也略有增加。
电流调节不正确的扣3分4气体流量直接影响气体保护效果。
气体流量过小时,焊缝易产生气孔等缺陷。
气体流量过大时,不仅浪费气体,而且焊缝由于氧化性增强而形成氧化皮,降低焊缝质量。
当焊丝直径小于或等于1.2mm时,气体流量一般为6-15升/分;焊丝直径大于1.2mm时,气体流量一般为15-25升/分。
气体流量调节不正确的扣3分。
4送丝速度越快,焊接电流越大,基本上是正比关系。
焊片装夹利用工具对焊片进行夹装5根据选手的熟练程度进行相应打分,按熟练操作、基本熟练操作和不熟练操作,分别给分5分、3分、0分1、焊工调整焊机相关参数后,需进行试焊,不得直接在工件上进行焊接3无试焊动作的扣3分2、焊接前应清理工件表面铁锈、水、油污等2焊丝、坡口以及坡口周围10-20mm范围内必须保持清洁,不得有影响焊接质量的铁锈、油污、水等异物。
煤矿(电焊工)操作作业实操考核评分细则(专业部分)姓名单位准考证号考核成绩考核项目考核时间标准分考核内容及要求得分扣分口头问答题30分钟10分1、气瓶的安全使用规则。
答:1)禁止撞击、敲击。
2)不得靠近热源,离明火不得小于10m。
3)气瓶不得“吃光用尽”,应留有余气。
4)氧气瓶使用时禁止接触油脂。
5)气瓶应直立使用,(乙炔瓶禁止平卧移动和使用)。
6)开启瓶阀应缓慢,头部不得面对减压阀。
7)夏季使用防止日光爆晒。
10分2、氧气减压器的正确使用。
答:严禁与油脂接触,防止震动,碰撞和高温。
检查漏气时应用肥皂水或清水。
不得任意分解减压器。
压力表应定期校验。
10分3、减压器冻结应如何处理。
答:禁止用明火烘烤,氧气减压器可以用热水或蒸汽,乙炔减压器必须用40℃以下温水解冻。
10分4、气割时,割缝面后拖量与什么有关系。
答:切割速度越大,后拖量越大;被割件越厚,后拖量越大;氧气纯度越低,后拖量越大。
10分5、作为焊工,操作过程中发生焊机故障应如何处理。
答:切断电源,通知维修工作人员。
10分6、焊接残余变形的矫正方法。
答:机械矫正法:利用机械力的作用来矫正变形。
对于低碳钢可直接矫正;对于一般合金结构钢的焊接结构应先消除应力然后再进行矫正。
火焰加热矫正法:加热温度及加热方式(点状加热和线状加热)。
10分7、焊接缺陷有那些。
答:焊缝表面尺寸不符合要求,裂纹,气孔,咬边,未焊透,未熔合,夹渣,烧穿,凹坑,焊瘤等。
10分8、什么是无损检测,为什么要进行无损检测。
答:方法有渗透检测,磁粉检测,莹光检测,射线检测,超声检测。
焊缝是容器或结构的薄弱环节,有缺陷组织变化应力集中等。
10分9、焊剂在焊接过程中的作用。
答:(1)焊剂熔化后浮在熔化金属表面,保护熔池,防止空气中有害气体的侵蚀。
(2)焊剂具有脱氧与渗合金作用,与焊丝配合作用,使焊缝金属获得所需的化学成分和机械性能。
(3)使焊缝成型良好。
(4)减缓熔化金属的冷却速度,减少气孔、夹渣等缺陷。
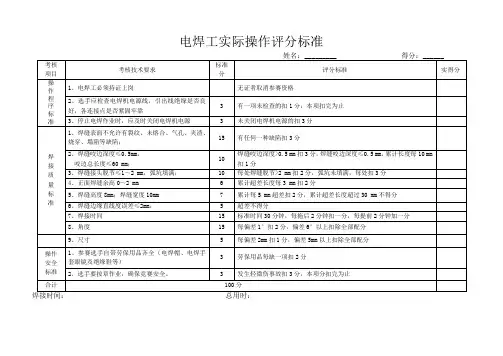
电焊工实际操作评分标准姓名:_________ 得分:______焊接时间: 总用时:考核 项目 考核技术要求标准分 评分标准实得分 操 作 程 序 标 准1、电焊工必须持证上岗无证者取消参赛资格2、选手应检查电焊机电源线,引出线绝缘是否良好,各连接点是否紧固牢靠3 有一项未检查的扣1分;本项扣完为止 3、停止电焊作业时,应及时关闭电焊机电源 3 未关闭电焊机电源的扣3分 焊 接 质 量 标 准1、焊缝表面不允许有裂纹、未熔合、气孔、夹渣、烧穿、塌陷等缺陷;15 有任何一种缺陷扣3分2、焊缝咬边深度≤0.5mm , 咬边总长度≤60 mm ;10 焊缝咬边深度>0.5 mm 扣3分,焊缝咬边深度≤0.5 mm ,累计长度每10 mm 扣1分3、焊缝接头脱节≤1~2 mm ,弧坑填满; 10 每处焊缝脱节>2 mm 扣2分,弧坑未填满,每处扣3分4、正面焊缝余高0~2 mm 6 累计超差长度每3 mm 扣2分5、焊缝高度8mm ;焊缝宽度10mm 7 累计每5 mm 超差扣2分,累计超差长度超过30 mm 不得分6、焊缝边缘直线度误差≤2mm ; 5 超差不得分7、焊接时间 15 标准时间30分钟,每拖后2分钟扣一分,每提前2分钟加一分 8、角度15 每偏差1°扣2分,偏差6°以上扣除全部配分 9、尺寸5 每偏差2mm 扣1分,偏差5mm 以上扣除全部配分 操作 安全 标准 1、参赛选手自带劳保用品齐全(电焊帽、电焊手套眼镜及绝缘鞋等)3 劳保用品每缺一项扣2分2、选手要按章作业,确保竞赛安全。
3发生轻微伤事故扣3分,本项分扣完为止合计100分。
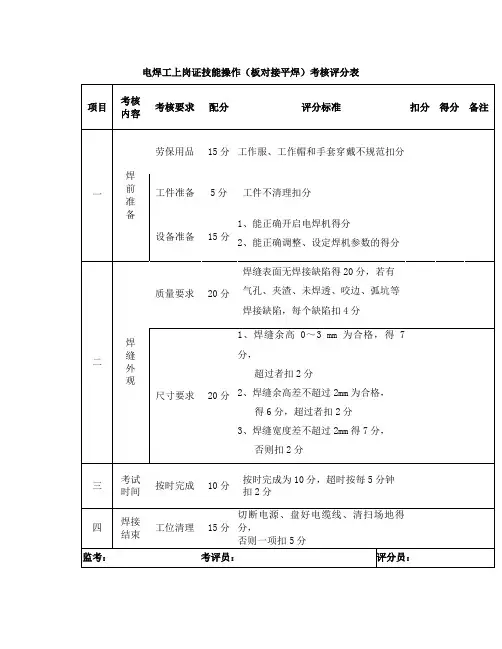
特种作业人员建筑电气焊接(切割)工实操训练和操作考核项目及评分标准一、钢筋电弧焊作业1、考核设备及器具①设备:交流弧焊机BX500-1750一台;②材料:直径8㎜钢筋、12×4㎜2镀锌扁钢、不同型号焊条若干;③个人安全防护用品。
2、考核方法①按照安全操作规程的规定,使用搭接方法将8㎜钢筋焊接在一块12×4㎜2镀锌扁钢上。
②考核时间:90min。
具体可根据实际考核情况调整。
③考核评分标准:满分60分。
考核评分标准见表一。
各项目所扣分数总和不得超过该项应得分值。
(表一)二、钢筋电渣压力焊作业1、考核设备及器具①设备:MH—36、40竖向钢筋电渣压力焊机一台;②材料:直径14~30㎜钢筋、焊剂若干;③个人安全防护用品。
2、考核方法:使用直接引弧法将两根直径相同的钢筋焊接在一起。
3、考核时间:15min。
具体可根据实际考核情况调整。
4、考核评分标准:满分15分。
考核评分标准见表二,各项目所扣分数总和不得超过该项目应得分数。
(表二)三、焊接闪光对焊作业1、考核设备及器具①设备:UN1-75 闪光钢筋对焊机一台;②材料:直径10~20㎜钢筋若干;③个人安全防护用品。
2、考核方法:使用“连续闪光焊”将两根相同牌号、直径的钢筋焊接在一起。
3、考核时间:15min。
具体可根据实际考核情况调整。
4、考核评分标准:满分15分。
考核评分标准见表三,各项目所扣分数总和不得超过该项目应得分数。
(表三)四、气瓶的贮存、搬运、使用的隐患查找1、考核器具:氧气、乙炔、石油液化气等气瓶贮存、搬运、使用的图示资料如干;2、考核方法:从氧气、乙炔、石油液化气等气瓶贮存、搬运、使用的图示资料中随机抽取4张,由考生查找存在的安全隐患并说明处置方法。
3、考核时间:10 min。
具体可根据实际考核情况调整。
4、考核评分标准:满分10分。
在规定时间内查找出存在的安全隐患并说明处置方法的,每项得2.5分;查找出存在的安全隐患不能说明处置方法的,每项得1分。