普通坐标镗床上微动镗头的设计
- 格式:pdf
- 大小:499.98 KB
- 文档页数:2


镗床1.概述镗床系指主要用镗刀在工件上加工已有预制孔的机床。
通常,镗刀旋转为主运动,镗刀或工件的移动为进给运动。
它主要用于加工高精度孔或一次定位完成多个孔的精加工,此外还可以从事与孔精加工有关的其他加工面的加工。
2.按结构和被加工对象分(1)卧式镗床:镗轴水平布置并做轴向进给,主轴箱沿前立柱导轨垂直移动,工作台做纵向或横向移动,进行镗削加工。
这种机床应用广泛且比较经济,它主要用于箱体(或支架)类零件的孔加工及其与孔有关的其他加工面加工。
(2)坐标镗床:具有精密坐标定位装置的镗床,它主要用于镗削尺寸、形状、特别是位置精度要求较高的孔系,也可用于精密坐标测量、样板划线、刻度等工作。
(3)精镗床:用金刚石或硬质合金等刀具,进行精密镗孔的镗床。
(4)深孔镗床:用于镗削深孔的镗床。
(5)落地镗床:工件安置在落地工作台上,立柱沿床身纵向或横向运动。
用于加工大型工件。
此外还有能进行铣削的铣镗床,或进行钻削的深孔钻镗床。
3.检验标准镗床的检验标准与其他金属切削机床一样有较齐全的相关标准,专门标准和质量分等标准,出口产品应达到一等品。
其专用标准主要有:JB2253-85《坐标镗床参数》,JB3753-84《立式坐标镗床3220锥度孔的立轴端部》,JB2255-85、ZBJ54022-89《坐标镗床转台精度及技术条件》,JB2254-85《坐标镗床精度》,JB/T2937-93《坐标镗床技术条件》,GB/T14660-93《数控坐标镗床精度》,ZBnJ54018-89、JB/Z356-89《卧式镗铣床参数及系列型谱》,ZBJ54019-89《卧式镗铣床主轴端部》,GB5289-85、JB4373-86、JB/T4241-93《卧式铣镗床精度及技术条件》,ZBJ54023-89、JB/T5602-91《落地铣镗床参数及系列型谱》,JB4367-86《落地铣镗床精度》,ZBnJ54024-89《落地铣镗床技术条件》,JB4366.1-86《落地铣镗床镗轴端部尺寸》,JB4366.2-86《落地铣镗床铣轴端部尺寸》,JB/GQ1090-86《机床用固定平台精度》,JB4070-85、JB/Z257-86《立式精镗床参数及系列型谱》,JB/T4289.1-94《立式精镗床精度》,JB/T4289.2-94《立式精镗床技术条件》,JBJ51003.1-88、ZBnJ51003.2-85《立式精镗床镗头参数及技术条件》,JB/T5765-91、JB/T5601-91《卧式精镗床参数及系列型谱》,JB5564-91《卧式精镗床精度》,JB /T54010-93《卧式精镗床技术条件》,ZBJ52004-88、ZBJ51002-88《卧式精镗床、镗头精度及技术条件》等。


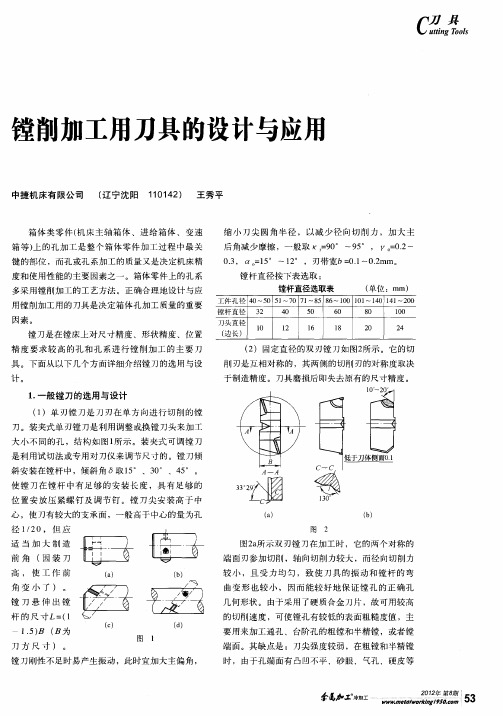
C630车床用于镗孔加工的改进设计作者:兴化市东方机械公司丁玉光程中琴作为一家普通的机械加工厂,车床、刨床、钻床等通用设备占有相当数量,而一些专用机床,如镗床、铣床、插床等数量却相对较少。
面对大量镗孔加工的生产要求,我们采用的办法是将C630车床进行改进设计,使之能够代替锉床进行镗孔加工。
根据现有产品的特点,需要制作工装和镗杆,进而对产品进行固定和加工,具体步骤如下。
1. 制作工装需镗孔加工的产品为阀板,见图1,需镗孔径为f80 mm,孔中心高为65mm 。
图1依据这一特点,制作一工装。
卸去小拖板后将做好的工装固定于大拖板滑枕上,其上平而距顶尖和卡盘中心线的距离为65mm (图2 )。
图22. 加工镗杆根据镗孔直径为f80 mm ,制作一实心镗杆f55 ,两端加工有B 型顶尖孔,中间适当位置加平出插刀孔,与之垂直方向攻牙,安放压紧螺钉(图3 ) 。
图33. 固定工件,安装镗杆将工件阀板置于工装上,调整阀板位置,合适后用压板压紧(图4 ) ;安装镗杆。
镗杆一端用卡盘卡爪夹紧,另一端用顶尖顶紧,插刀孔内安装刀头,用螺钉压紧(图4 )。
1.项尖2.镗杆3.阀板4.卡盘5.工装6.中拖板滑枕7.大拖板滑枕8.C630导轨图44. 镗孔加工置于工装上的工件,连同工装一道固定于大拖板滑枕上,可与滑枕一道沿导轨纵向移动,因此,随着镗杆的转动,镗孔加工即可顺利进行,直至符合尺寸要求。
经过检验,用此法镗孔,尺寸和精度完全满足要求,且有如下优点:1. 节省投资镗床设备的大量资金;2. 充分利用现有设备,使之满负荷工作,提高设备利用率;3. 改造成本低,只需制作一工装和镗杆,材料为普通钢板、圆钢和槽钢,而且只需简单机械加工;4. 简便可行,改造方便,操作简单,不需专门培训,现有车工即可完成。
由此看出,对于非专业生产厂家来说,利用现有设备资源进行挖潜改造,不失为一种投资省、见效快,而且是切实可行的有效途径。
(end)。
摘 要主轴及其主轴组件,是组合机床的核心部件,是组合机床进行加工的执行者,在组合机床的发展过程中占有相当重要的地位。
一台组合机床的加工精度主要取决于动力头及其主轴组件的精度。
现在,很多动力头基本上已经标准化,这为机床的制造,改装带来了很大的方便,但为了提高精度,工作效率,还需要设计出更专用化的动力头部件。
本次设计的镗削动力头主要是用于镗削加工VF-6/7型空压机上减荷阀体Φ087.00995 H 的孔。
在设计动力头的过程中,主要是依据镗削加工该零件时所需要的切削用量,进行总体方案、传动装置、主轴及其组件设计。
最后通过校核计算,验算所设计动力头的合理性。
该设计的镗削动力头结构简单,工作可靠,可适用于加工Φ40—Φ200 mm 孔,加工精度较高,与通用动力头相比,结构简单、紧凑,可以更好的发挥动力装置的能力,大大提高劳动生产率和加工精度。
关键词:组合机床;动力头;镗削加工。
ABSTACTThe main axle and its the main axle module, is the aggregatemachine-tool core part, is performer which the aggregate machine-toolcarries on the processing, holds the quite important status in theaggregate machine-tool developing process. A aggregate machine-toolprocessing precision mainly is decided by the power head and its themain axle module precision. Now, very many power heads basically already standardize, this for theengine bed manufacture, the reequipment has brought very bigconvenient, but in order to increase the precision, the workingefficiency, needed to design the special-purposer power head part.The design of Boring is the main driving force for the first Boring VF-6/7 aircompressor on a valve Φ087.00995 H by the hole. In the first design, dynamic process, which is mainly Boring processing required when cutting consumption, power sources, power transmission, Spindle assembly design. Finally, checking, checking dynamic design of the first reasonableThe first Boring power structure simple and reliable and can be applied to the processing of Φ40-200 mm hole, high precision machining, and General Dynamics compared to the first, simple and compact structure, we can better play the power plant capacity greatly improve labor productivity and accuracy.Keywords : portfolio machine; Dynamic head; Boring目录中文摘要 (Ⅰ)英文摘要 (Ⅱ)第一章绪论 (1)第二章动力头参数计算 (2)2.1零件分析 (2)2.2确定加工刀具材料 (2)2.3确定镗削时主轴最佳转速 (2)2.4运动参数 (3)2.4.1主运动速度范围 (3)2.4.2确定传动级数 (3)2.4.3确定主轴的标准转速 (3)2.5电动机的选择 (4)2.5.1计算电动机功率及各轴上的传递功率 (4)2.5.2选择电动机的型号 (5)2.6作转速图 (5)2.7动力头结构简图 (6)第三章主轴设计 (7)3.1主轴材料的选择 (7)3.2主轴轴承的选用 (7)3.3主轴热处理 (8)3.4确定主轴结构 (8)3.5主轴结构参数 (9)3.5.1确定主轴最小直径 (9)3.5.2确定主轴前轴颈 (9)3.5.3确定主轴后轴颈 (10)3.5.4确定主轴内孔 (10)3.5.5主轴前端尺寸的确定 (10)3.5.6主轴各具体尺寸的确定 (10)第四章齿轮设计 (12)4.2确定齿轮参数 (12)4.2.1确定齿轮的齿数 (12)4.2.2计算齿轮的宽度 (12)4.2.3计算齿轮的模数 (13)4.2.4分度圆直径 (14)4.3齿轮和主轴的联接 (14)第五章轴上零件设计 (15)5.1轴承的选取 (15)5.1.1前支承选取 (15)5.1.2后支承选取 (15)5.1.3主轴轴承精度的选择 (15)5.2定位元件设计 (15)5.2.1定位环 (16)5.2.2压块锁紧螺母 (16)5.2.3套筒 (16)5.2.4轴有弹性挡圈 (16)第六章主轴组件的检验校核 (18)6.1镗削切削力 (18)6.2主轴的校核 (19)6.2.1主轴刚度的验算 (19)6.2.2主轴强度的验算 (21)6.3滚动轴承额定寿命 (21)6.4主轴齿轮的校核 (22)6.4.1按接触疲劳强度校核 (25)6.4.2按齿根弯曲疲劳强度校核 (25)第七章主轴箱总体设计 (28)7.1箱体设计 (28)7.2密封装置设计 (28)7.3润滑设计 (29)第八章设计总结 (30)参考文献 (31)第一章绪论进入20世纪以来,机器是人类进行生产以减轻体力劳动和提高劳动生产率的主要工具,使用机器进行生产的水平是衡量一个国家的技术水平和现代化程度的重要标志。
普通坐标镗床上微动镗头的设计
张鹏飞,徐 剑,蔡华春,吴渡平
(九江职业技术学院实习工厂,江西九江332007)
摘 要:在普通坐标镗床上经常要加工一些精度较高的孔,传统的加工方法经常采用普通镗刀通过调整刀头来控制孔的精度尺寸;用浮动镗刀进行加工。
这2种加工方法都存在问题,前者精度难以控制,只适合用于粗加工;后者虽然可以达到精度要求,但浮动镗刀头的刀刃是两头低中间高,这对于一些沉孔或不通孔的加工就无法完成。
关键词:坐标镗;加工;微动镗头
中图分类号:T G 3 文献标志码:A
Design of Precision Boring Head in Jig Boring Machine
ZH A NG Pengfei,XU Jian,CA I H uachun,WU Duping
(Pr acticed F act or y of Jiujiang V ocatio nal and T echnica l Colleg e,Jiujiang 332007,China)
Abstract:U sing jig bo ring machine,ther e are tw o tr aditional metho ds that used to cut holes w ith hig h deg ree o f accu r ate.O ne is t o adjust the chip o f o rdinary bor ing too l to contro l the size and the other is t o use the flo ating chip.Bot h of the pr ocessing methods have sever al pro blems:the for mer method is har d to co ntr ol t he precisio n and alway s used in ro ug h ap plies.A ltho ug h t he second method can achieve t he accurate,it can no t pro cess t he co unter bore or blind bor e because the edg e po int of the flo ating chip is hig h amo ng.A new designing of precisio n bor ing head is described.
Key words:Jig bor er,M echanical w or kout,P recisio n bor ing
head
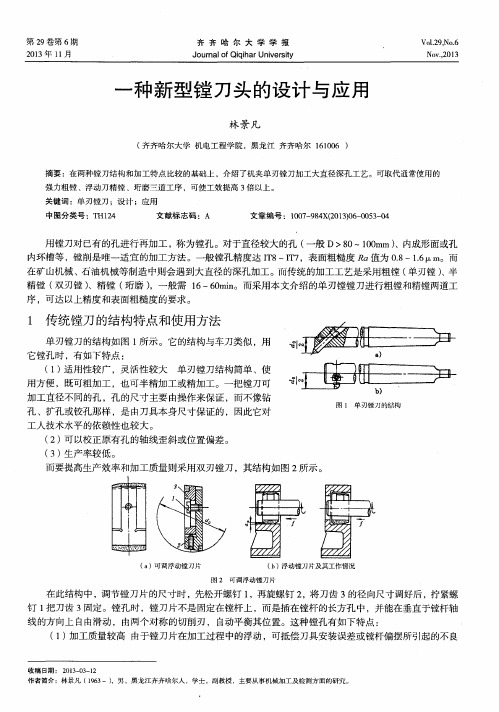
图1
浮动镗刀头
我厂坐标镗床主要加工一些箱体,箱体上有很多轴承孔需要加工,精度要求比较高。
有部分是通孔,可用浮动镗刀进行加工;但还有部分是沉孔,浮
动镗刀头刀刃具有两
头低中间高的特点(如图1),故无法清根,而用普通镗刀加工又难以控制精度。
因此,我们对类似的沉孔或不通孔的零件加工专门设计了一种夹具 微动镗头。
该装置既能很好的控制精度要求,同时还可以对一些精度较高的沉孔或不通孔进行加工。
1
微动镗头的设计
1 刀柄;
2 侧挡板;
3 滑块;
4 调节丝杆;
5 端挡板;6.刀杆;7.锁紧螺钉;8.锁紧螺钉
图2微动镗头
微动镗头主要由刀柄1和侧挡板2、滑块3、调节丝杆4、端挡板5、刀杆6组成的调节机构。
(如图2)锁紧螺钉7用来锁紧滑块3,锁紧螺钉8用来锁紧刀杆6。
1 刀柄;2 侧挡板;3 滑块;5 端挡板;7.锁紧螺钉
图3刀柄示意图
1 1 刀柄
刀柄(图3)尾部是莫氏6号的锥柄。
端部的侧面有1个60mm 12mm 的台阶面且台阶面上有4个螺纹孔,用来安装侧挡板2;中间有1个40 50m m 2 侧挡板;3 滑块;4 调节丝杆;5 端挡板;6.刀杆;8.锁紧螺钉
图4调节机构分解图
的通槽,可使滑块3在这里滑动;圆周面上有1个M 12mm 的螺纹孔,通过螺纹孔用锁紧螺钉7来锁紧滑块3;端面也有4个螺纹孔,用来安装端挡板5。
1 2 调节机构
调节机构(图4)的工作原理是:
59 新技术新工艺 数字技术与机械加工工艺装备 2009年 第4期
一种新型滚动丝杆螺母副的研究与应用
缪冬生,陈
敏,陈
惇,刘晓秋
(江西理工大学,江西南昌330013)
摘 要:高精度传动的滚动丝杆螺母采用了一种全新的滚动结构,不仅具有普通滚珠丝杆的特点,而且丝杆螺母副采用了普通T 型丝杆和一种变形滚珠轴承相配合并进行了优化设计,滚动精密螺母螺杆副的啮合间隙趋近于零,在往复直线运动换向时消除了空行程,全部为滚动接触使摩擦阻力更小,有效消除了往复间隙,提高了运动定位精度和效率。
与现有技术相比,该螺母加工简便,具有易于调整和维护特点,降低了能耗、成本,便于推广和应用,具有很好的应用前景。
关键词:滚动式丝杆螺母副;高精度;低成本
中图分类号:T H 132 1 文献标志码:A
Research and Application of a New Rolling Screw nut Pairs
M IA O Dongsheng ,CH EN M in,CH EN Dun,L IU Xiao qiu
(Jiang x i U niver sity o f Science and T echnolo g y N anchang Branch ,Nanchang 330013,China)
Abstract:On the basis o f Patent 2005100261765,a r olling scr ew nut pairs which is suitable for high pr ecision tr ansmis sio n is developed.U sing o rdinary T scr ew thaft as pushing element ,the design o f the pair is optimized by a new ly co nstr uc ted nut,a sort of transfor med bearing s,to mat ch w ith the thaft.While po ssesses t he ex cellency of commo n ball crew s,the easy adjustable nut prov ides a near zero,ro lling contacts w it h the thaft,so effectively eliminates the to and fro gaps and minimizes the fr iction in them,im pr oves the locating precisio n and efficiency in mov par ed with current technolog y,the nut has a specialty of easy making,easy adjustable and g oo d maintenance.It also low ers the ener gy co nsuming and co sts,and finds a g oo d path to be po pularized and applied,w ith a br ig ht f uture o f application.
Key words:Rolling scr ew nut pairs,H ig h pr ecision,L o w cost
滚珠丝杆螺母副是目前中、小型数控机床使用最广泛的传动形式。
滚珠丝杆杆副由丝杆、螺母、滚珠等零件组成的机械元件,将旋转运动转变为直线运动,或将直线运动转变为旋转运动,具有传动效率刀杆6安装在滑块3中间的通孔内,用锁紧螺钉8将刀杆锁紧;通过旋转调节丝杆4使滑块3沿着端挡板5内腰型槽的方向前后移动。
图5
刻度盘
1 3 精度的控制
调节丝杆4的锥面上有100小格的刻度线,而它的螺距是1m m,因此每一小格0 01mm 。
通过调整刻度来控制尺寸精度(如图5)。
2 应用范围及使用方法
该装置主要适用于沉孔
或不通孔的精加工。
对好中心先用普通镗刀粗镗,留1mm 余量,再用该装置进行精镗。
1)将刀杆伸入孔内调整调节丝杆使刀头接触孔壁再退出工件;2)将调节丝杆逆时针旋转0 3~0 4mm (3~4大格),为了方便下一刀的调整,尽量使调节丝杆上的整数刻度线对准侧挡板上的刻度线;3)锁紧滑块进行镗削至深度尺寸再退出工件;4)用内径千分尺或内径量表测量孔径,用图样要求的尺寸减测量的尺寸得出余量尺寸;5)将调节丝杆逆时针旋转1/2余量尺寸,锁紧滑块镗至深度尺寸即可。
3 结语
1)经实践证明,用该装置加工类似的沉孔或不通孔有较好的效果,且结构简单,制造成本低。
2)尺寸控制灵活、精确,能够很好的达到图样的精度要求。
3)为了避免让刀现象,刀杆要具备较好的抗弯强度。
4)调节丝杆与滑块螺纹孔的间隙不宜过大,以免造成加工时的误差。
5)镗完最后一刀,最好再空走一刀,以免让刀现象造成锥度。
6)镗不通孔时,要把普通刀杆换成不通孔刀杆。
作者简介:张鹏飞(1975 ),男,实习指导教师,主要从事传统
制造技术改进研究及实践教学研究。
收稿日期:2008年12月20日
责任编辑 吕德龙
60 新技术新工艺 数字技术与机械加工工艺装备 2009年 第4期。