粗纱工艺设计和计算
- 格式:ppt
- 大小:771.50 KB
- 文档页数:17
粗纱:粗纱机的传动和工艺计算发布时间:2009-2-18 10:25:00 文章出处: 中国纺机网一、粗纱机传动系统与变换齿轮的作用(一)粗纱机的传动系统⒈粗纱机的传动工艺要求对粗纱机传动系统的工艺要求可以归纳为一下几点:(1)粗纱机的恒速机件,如牵伸罗拉、导条罗拉、锭子及筒管的恒速部分,都应由主轴直接传动。
(2)粗纱的变速机件,如升降龙筋及筒管的变速部分,都需由变速机构来传动。
(3)粗纱机的锭子是恒速,改变捻度是由改变前罗拉输出速度来实现的。
但前罗拉速度的改变必须与筒管的卷绕线速度一致,因此,改变捻度时,前罗拉输出速度、筒管卷绕速度和升降龙筋的升降速度必须同时改变,以保证卷绕规律不被破坏。
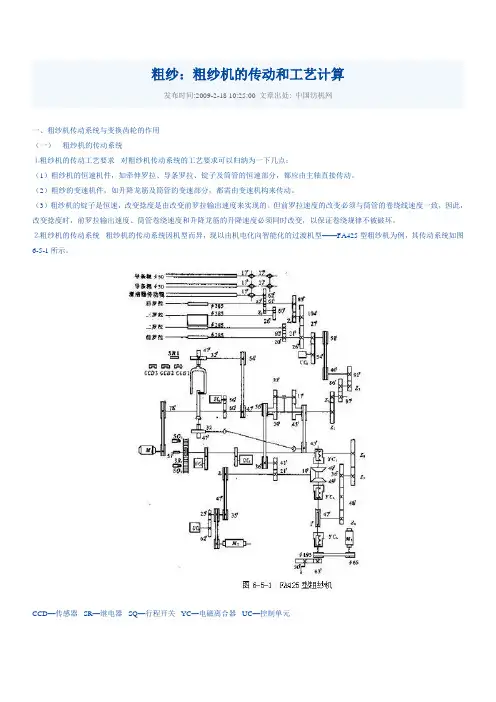
⒉粗纱机的传动系统粗纱机的传动系统因机型而异,现以由机电化向智能化的过渡机型——FA425型粗纱机为例,其传动系统如图6-5-1所示。
CCD—传感器SR—继电器SQ—行程开关YC—电磁离合器UC—控制单元锭翼导条罗拉主电机主轴捻度牙前罗拉牵伸牙后罗拉(变频)差动装置——摆动装置——筒管后牵伸牙中罗拉卷绕电机卷绕齿轮换向齿轮升降齿轮升降轴龙筋(变频)从图6-5-1中可知,FA425型粗纱机有两个传动系统,主电机传动恒速部分,卷绕电机传动变速部分,由工业计算机通过5个控制单元实现各运动机件的同步匹配。
⒊粗纱机的变换齿轮为了保证粗纱的产质量,需根据机型特点和所纺品种对粗纱机进行工艺设计,设计的主要内容有牵伸倍数、捻系数和卷绕密度等。
根据工艺设计对各种参数调整的需要,粗纱机上设有牵伸、捻度、卷绕、升降、成型和升降渐减等变换齿轮,使各参数具有一定的调整范围。
二十世纪生产的粗纱机机型很多,但其传动系统中各变换齿轮的配置却基本相同,故工艺计算方法也大同小异。
在智能型粗纱机上,仅有牵伸变换齿轮,而其他工艺参数则可通过触摸屏直接设定输入。
粗纱机的变换齿轮有:(1)捻度齿轮捻度齿轮可以改变粗纱的捻度,所以俗称捻度牙。
改变捻度,即改变了锭子与前罗拉的速比,当锭速不变时,前罗拉速度随捻度的增大而减小,所以改变捻度即改变了粗纱机的产量。

C29.2tex机织用经纱粗纱工艺设计29.2tex 机织用经纱粗纱工艺设计1. 分析粗纱机技术性能TJFA458A 型粗纱机的技术特征项目TJFA458A 型适纺纤维长度(mm)22~65 牵伸形式三罗拉或四罗拉双短皮圈牵伸(倍) 4.2~12.0 加压形式弹簧摇架加压量(N/双锭)前罗拉90,120,150 二罗拉150,200,250 三罗拉100,150,200 四罗拉100,150,200 罗拉直径(mm) 均为28.5 每台锭数 96,108,120 锭翼形式悬锭式锭子转速(r/min) 600~1200 卷装直径×高(mm) 152×400 电机总功率(kW) 14.5 制造厂家河北太行2. 配置粗纱机主要工艺参数(1) 粗纱定量粗纱定量应根据熟条定量与细纱牵伸能力、纺纱品种、产品质量要求、生产供应平衡以及粗纱设备性能等因素综合考虑确定。
参考表5-1,本例所纺纱线为29.2tex ,故设计粗纱干定量为6.3g/10m,粗纱总牵伸在6~9倍。
表5-1 粗纱定量参考范围纺纱线密度(tex) 32以上 20~30 9~19 9以下粗纱干定量(g/10m)5.5~10.04.1~6.52.5~5.52.0~4.0◆ 分析粗纱机技术性能◆ 配置并条机主要工艺参数设计步骤(2)牵伸分配总牵伸主要由前(主)牵伸区承担。
后区牵伸一般为1.12~1.48倍,通常情况下以偏小为宜,本设计取1.13倍。
四罗拉双短皮圈牵伸的整理区牵伸为1.05倍。
表5-2 粗纱机总牵伸配置范围牵伸形式三罗拉及四罗拉双皮辊牵伸纺纱线密度粗中﹑细特细总牵伸4~7 6~9 7~12(3)罗拉握持距采用四罗拉双短皮圈牵伸,握持距的影响因素很多,主要以纤维品质长度而定,一般用经验公式进行计算。
参照表5-3,罗拉握持距具体配置如下:前区握持距49mm依据皮圈架长度为34mm,浮游区长度为15mm,则前区握持距=皮圈架长度+浮游区长度=34+15=49mm后区握持距55mm 后区罗拉隔距=大于Lp+20(后区罗拉握持距偏大掌握)整理区35mm 略大于Lp注:该机牵伸形式采用四罗拉双皮圈牵伸,棉纤维品质长度考虑在30~32(4)罗拉加压参考表5-4,罗拉加压具体配置见粗纱工艺单表5-4 罗拉加压配置牵伸形式纺纱品种罗拉加压(N/双锭)前罗拉二罗拉三罗拉四罗拉三罗拉双皮圈纯棉200~250 100~150 150~200 -化纤混纺﹑纯纺250~300 150~200 200~250 -四罗拉双纯棉90~120 150~200 100~150 100~150皮圈化纤混纺﹑纯纺120~150 200~250 150~200 150~120(5)皮圈钳口隔距参考表5-5和表5-6,选用钳口隔距为6.2mm。
棉纺工艺设计报告姓名:XXX班级:XXX学号:XXXX棉纺工艺设计报告一、目的与要求通过棉纺厂工艺设计与机器配备,综合运用与巩固所学的知识和技能,培养解决棉纺厂一般生产技术问题和新厂初步设计的能力。
在老师的指导下,运用所学知识,独立完成任务规定的全部内容。
二、产品方案三、原料选配产品1产品2棉:(自己选)四、纺部相关计算产品1:J16tex纯棉纱纯棉细布用纱筒子纱(一)工艺流程:FA009型往复式抓棉机→FA124型重物分离器→FA105A型单轴流开棉机→TF2212型配棉器→FT240F型输棉风机×2→FA208型多仓混棉机→FT240F型输棉风机×2→FT214型桥式磁铁→FA179型喂棉箱×2→FA116型清棉机×2→FA156型除微尘机×2→FT301B型连续喂棉控制器+FA232型梳棉机×10~16→FA331型条卷机→FA344型并卷机→FA261A型精梳机→FA319型并条机(头并、二道并条)→EJK211型粗纱机→FA506型细纱机→AUTOCONER338型自动络筒机。
(二)设备选配:1.抓棉机FA009型往复式抓棉机装有双大手的抓棉臂可上下移动和自动进行180度的回转运动;抓棉臂随塔身做往复运动,在棉包上进行精细的抓取,被抓取的细小棉束经输棉管管道被气流输送到下一工序。
抓棉机可以微机控制,自主检测,实现全自动的抓棉。
2.开棉机FA105A型单轴流开棉机打手的齿形为V形,作用柔和,称为弹性开棉,原料在自由状态下经受多次均匀、密集柔和的拍打,使之得到充分的开松,将杂志与纤维分离,对大杂志排除较多,达到早落少碎。
3.清棉机3.混棉机FA208型多仓混棉机与清棉机给棉速度同步,保证喂入清棉机的延绵,能够达到较高的均匀度4.清棉机对棉花做进一步开松除杂,FA116型清棉机分梳辊增大了变频调速范围,配合除尘刀、分梳板隔距调整,可适应不同含杂纤维棉花的工艺,不必增加其他开棉除杂设施。
第3章 工艺设计和机器配备计算确定纺部和织部的工艺参数是一项非常重要的工作,它和产品质量和劳动生产率有着密切的联系,和工人的劳动强度也有一定的关系,所以必须根据具体情况合理确定有关参数。
有梭织机的分配:表3-1 织机选择中平布 涤/棉府绸 纱哔叽 产品比例(%) 25 45 30 纬密(根/10cm ) 236 393.5 251.5 织机转速(r/min ) 165 150 160 时间效率(%) 90 80 85 经缩(%) 7 12 5.5 纬缩(%)72.56.5取a,b,c ,四种织物织机台数为Ma,Mb,Mc Ma+Mb+Mc=11521M ⨯=⨯⨯-每小时生产织物产量产品比例每台理论生产率时间效率(计划停台率)60(1)10E aMa NaKa it Pa⨯=⨯-∂Mb Ma =Ka Na Pb b Kb Nb Pa a ⨯⨯⨯⨯⨯⨯=%901655.393%45160%80236%25⨯⨯⨯⨯⨯⨯=0.2692 Mc Ma =Ka Na Pc c Kc Nc Pa a ⨯⨯⨯⨯⨯⨯=%901655.251%30%85160236%25⨯⨯⨯⨯⨯⨯=0.7162Ma +2692.0Ma +7162.0Ma=1152189=a M 台 700=b M 台 263=c M 台 3.1 25×25×236×236×160中平布的纺、织部工艺计算 3.1.1 总经根数的计算/=⨯⨯布身每筘齿穿入数总经根数经纱密度(根cm )标准幅宽(cm )+边纱根数(1-)布边每筘齿穿入数3800)421(4816010236=-⨯+⨯=M 根 3.1.2 每米织物的经、纬纱用量 每米织物的经纱用量:11000*111Mj ⨯⨯+=-⨯+⨯-总经根数纱线特数(加放率)(经纱缩率)(伸长率)(经纱回丝率)=()()()()%7.01%2.11%711000%9.01253800-⨯+⨯-⨯+⨯⨯=102.46(g/m )每米织物的纬纱用量:/10100011Mw ⨯⨯=⨯⨯--纬密(根10cm)幅宽*纱线特数(1+加放率)(纬纱缩率)(纬纱回丝率)=()()()%9.01%)71100010%9.0125160236-⨯-⨯⨯+⨯⨯⨯=103.35(g/m ) 3.1.3 织机生产率织机的理论生产率:1010cm ⨯⨯60织机每分钟转速织机理论生产率=中的纬纱数=2361016560⨯⨯=4.2 [()/台m h ⋅]织机实际生产率:织机实际生产率=织机理论生产率×时间效率=4.2×90%=3.8[()/台m h ⋅]3.1.4 织机的定额台数织机的定额台数=织机配备台数×(1-计划亭台率)设织机的计划停台率为3%织机的定额台数=织机配备台数×(1-计划停台率) =189×(1-2%)=185.22(台)3.1.5 织物的总产量织物的总产量=织机的定额台数×织机实际生产率=185.22×3.77=696.47(m/h ) 3.1.6每小时织物的经、纬纱用量/)/)1000m h g m ⨯=织物总产量(每米织物经纱用纱量(每小时织物的经纱用量=100046.10247.696⨯=71.36 (kg/h)/)/)1000织物总产量(每米织物纬纱用纱量(每小时织物的纬纱用量m h g m ⨯==100035.10347.696⨯=71.98(kg/m )3.1.7 纺部工艺参数和机器配备计算 3.1.7.1 工艺参数选择 (1)线密度表3-2 各工序线密度纤维 中平布工序开清棉 梳棉 头并 二并 粗纱 细纱 络筒 线密度(tex )4000004200330033005002525(2)牵伸计算上工序半成品线密度本工序并合数某工序牵伸倍数本工序半成品线密度⨯=头并=330084200⨯=10.18 二并=330083300⨯=8粗纱=5003300=5.5 细纱=25500=20 (3)捻度计算捻系数捻度=a 、根据纤维长度及细纱用途,选定粗纱细纱捻系数。