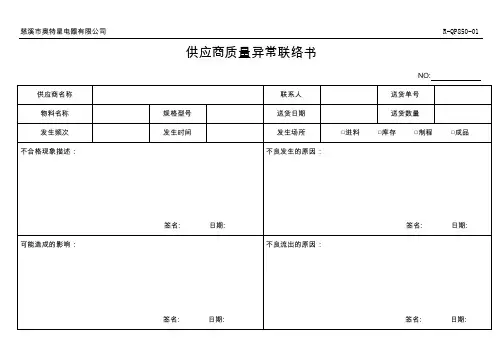
品质异常联络函
- 格式:xls
- 大小:24.50 KB
- 文档页数:2
怎样写一份品质异常处理单先声明以下不是我个人处理质量事件的风格但是因为面对这类无谓要求不能不给予帮助无奈回应以免受到伤害因为胶袋做薄了一点点:品质异常处理单内容如下异常说明:因为气温转热而热涨冷缩,导致胶袋冷缩薄了临时对策:调整室内温度,以免过度热涨冷缩决定和查证根本原因:因为夏季气温转热,今年特别酷热.长期有效措施:机器和人员注意气温变化调整设备和室温.计划及实施长期改善措施:依四季变化调整设备和室温.终止再发对策:重新计算塑料磅重,增加厚度,重新报价.谨供参考有问题继续讨论品质异常处理单如何填写?1、首先,应该写明原因。
2、比如原材料黏性不足、加热时间不足等。
3、然后写纠正措施,就是应急的方案。
4、比如说,库存品全数返工(如全检,重新压合)。
5、最后写预防措施,就是长期的避免问题再发的方案。
6、比如说,增加关键参数的点检表,每天、小时专人负责点检。
品质异常一般处理流程:1、判断异常的严重程度(要用数据说话)。
2、及时反馈品质组长及生产拉长并一起分析异常原因(不良率高时应立即开出停线通知单。
3、查出异常原因后将异常反馈给相关的部门。
(1)来料原因反馈上工序改善。
(2)人为操作因素反馈生产部改善。
(3)机器原因反馈设备部。
(4)工艺原因反馈工程部。
(5)测量误差反馈计量工程师。
(6)原因不明的反馈工程部。
4、各相关部门提出改善措施,IPQC督促执行。
5、跟踪其改善效果,改善OK,此异常则结案,改善没有效果则继续反馈。
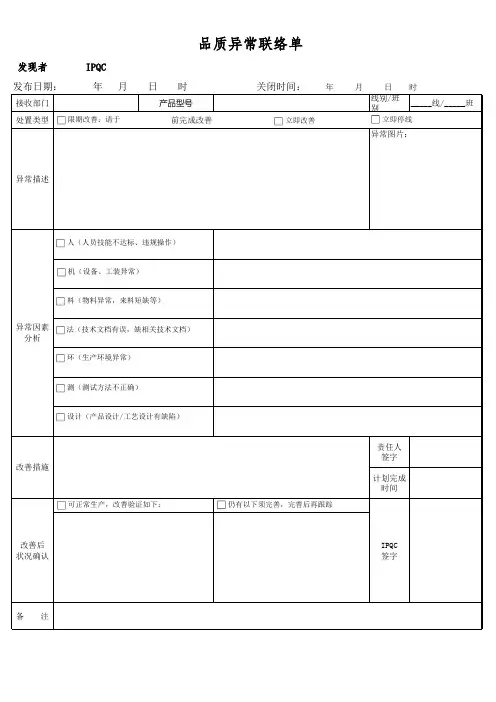
发现者
IPQC
接收部门
产品型号
线别/班别
_____线/_____班
处置类型
异常描述责任人签字
计划完成时间
备 注
改善措施
改善后状况确认IPQC 签字
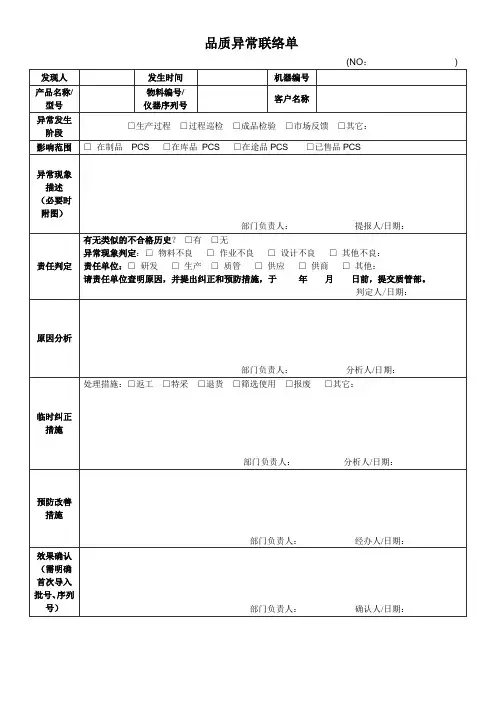
品质异常联络单
发布日期: 年 月 日 时 关闭时间: 年 月 日 时
异常图片:
前完成改善
异常因素
分析
立即改善
限期改善:请于立即停线
仍有以下须完善,完善后再跟踪
可正常生产,改善验证如下:
人(人员技能不达标、违规操作)
机(设备、工装异常)
料(物料异常,来料短缺等)
法(技术文档有误,缺相关技术文档)
设计(产品设计/工艺设计有缺陷)
环(生产环境异常)
测(测试方法不正确)
填表要求:
1、处置类型:限期改善(制程参数不良、控制图异常)、立即改善(违反操作或工艺要求,造成不良)、立即停线(连续产生不良品)。
2、停复线标准需参照《异常信息反馈及停复线标准》。
3、接收部门完成“异常因素分析”、“改善措施”的填写。

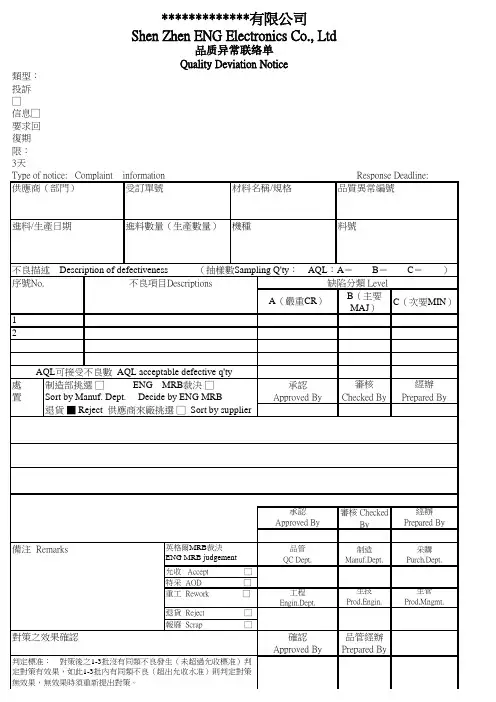
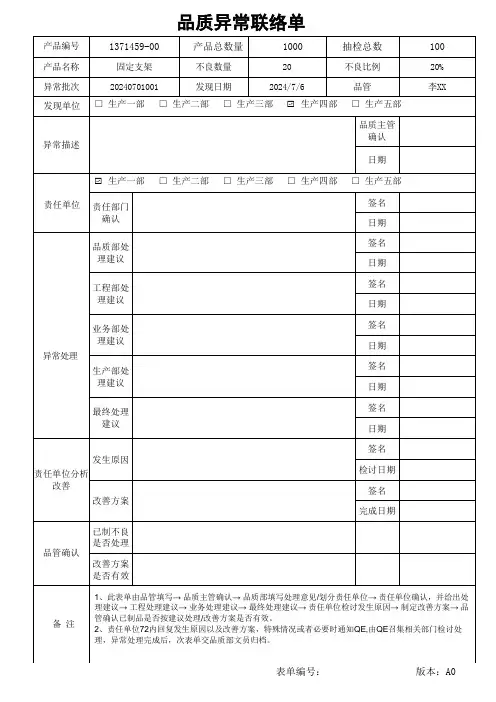
品质异常联络单
品质异常联络单
一、确认发生质量异常的产品
确定发生质量异常产品的步骤主要有三步:首先,要分析不良类型;其次,要分析不良程度;最后,清点问题岗位的不良品数量。
1、分析不良类型
外观不良,根据具体的不良部位判断是哪个工位出了问题
性能不良,就拆开产品进行全面检查,查找原因
尺寸不良,就需对设备和操作进行全面分析,查出不良原因
2、分析质量异常产品的不良程度
如果轻微不良,不影响产品使用性能,班组长可以安排技术好的人员对其进行维修处理,维修好了进入下一个工序或入库。
如果维修不好,产品的性能和使用寿命会受到影响,班组长就要安排材料人员申请报废了。
如果一开始就确认产品严重不良,根本不属于可维修范围,这时,可以直接申请报废。
如果出现的不良以前从未发生过的,班组长无法确定产品不良的程度,就有必要暂时停止生产线的生产,并立即向上级领导汇报,等待领导下达处理意见,这样就能避免不良品数量的增多。
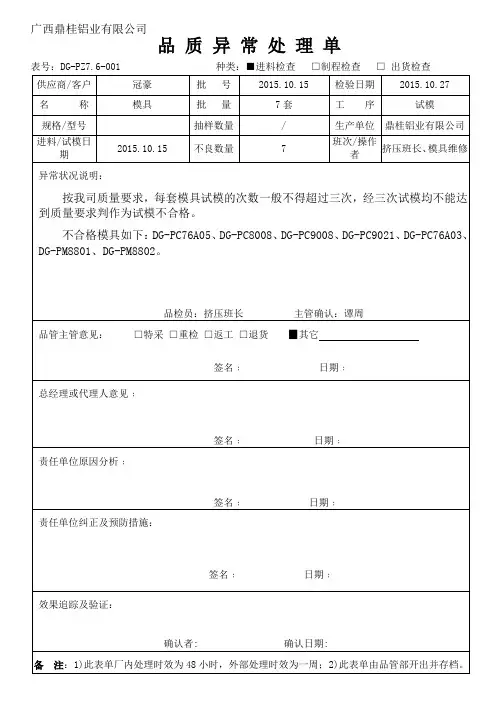
广西鼎桂铝业有限公司
品质异常处理单
表号:DG-PZ7.6-001 种类:■进料检查□制程检查□出货检查
供应商/客户冠豪批号2015.10.15 检验日期2015.10.27 名称模具批量7套工序试模规格/型号抽样数量/ 生产单位鼎桂铝业有限公司
进料/试模日
期2015.10.15 不良数量7
班次/操作
者
挤压班长、模具维修
异常状况说明:
按我司质量要求,每套模具试模的次数一般不得超过三次,经三次试模均不能达到质量要求判作为试模不合格。
不合格模具如下:DG-PC76A05、DG-PC8008、DG-PC9008、DG-PC9021、DG-PC76A03、DG-PM8801、DG-PM8802。
品检员:挤压班长主管确认:谭周
品管主管意见:□特采□重检□返工□退货▉其它
签名﹕日期﹕
总经理或代理人意见﹕
签名﹕日期﹕
责任单位原因分析﹕
签名﹕日期﹕
责任单位纠正及预防措施:
签名﹕日期﹕
效果追踪及验证:
确认者: 确认日期:
备注:1)此表单厂内处理时效为48小时,外部处理时效为一周;2)此表单由品管部开出并存档。