弧焊变压器及整流器
- 格式:doc
- 大小:12.50 KB
- 文档页数:2

手工电弧焊机工作原理
手工电弧焊机是一种常用的焊接工具,它的工作原理是利用高温电弧将焊丝和被焊件熔接在一起。
具体来说,手工电弧焊机将低电压高电流的电能通过焊条或焊丝传递到被焊件上,形成电弧,电弧产生的高温使焊条或焊丝和被焊件熔化,形成焊缝。
手工电弧焊机的主要部件包括变压器、整流器和电弧焊枪。
变压器是整个焊机的核心部件,它将输入的低电压高电流变换为高电压低电流,以满足焊接需要。
整流器则将交流电转换为直流电,使电流方向一致,以便于焊接。
电弧焊枪是焊接过程中最重要的部件,它包括焊接电极、电弧、电弧稳定器和气体流量调节器等。
焊接电极是用来传递电流和产生电弧的部件,它通常由焊条或焊丝组成。
电弧稳定器则是用来维持电弧的稳定性,以确保焊接质量。
气体流量调节器则是用来调节气体流量,保护焊接区域免受氧化和杂质的影响。
总之,手工电弧焊机是一种简单实用的焊接工具,它通过高温电弧将焊条或焊丝和被焊件熔接在一起,广泛应用于机械制造、建筑施工等领域。
- 1 -。
焊接中硅弧焊整流器的工作原理及特性
硅弧焊整流器以硅二极管作为整流元件,将50Hz的单相或三相交流网络电压,利用降压变压器下降为几千伏特的电压,经硅整流器和电抗器滤波获得直流电,从而对焊接电弧供电。
1、降压变压器有单相和三相两种。
可利用抽头调节空载电压和焊接电流,也可增大漏抗以获得下降外特性。
2、硅整流器用硅二极管组成三相整流器。
3、输出电抗器是串联在直流回路中的一个带铁心并有间隙的电抗绕组,起滤波和改善动特性的作用。
硅弧焊整流器的电流调节方式有两种:一种为机械调节。
即采用抽头式、动铁心式、动绕组式的降压变压器,降压变压器的工作原理与弧焊变压器相同;另一种为电磁调节,即在降压变压器和硅整流器之间接一磁放大器,借助改变其磁饱和程度来进行调节。
硅弧焊整流器的主要优点是结构简单、坚固耐用、工作可靠、噪声小、维
修方便和效率高,缺点是可调的焊接参数少、调节不够灵活、不够精确并受网络电压波动的影响较大,因而只能用于质量要求不高的产品焊接。
交、直流弧焊电焊机的故障排除交、直流弧焊电焊机在广大厂、矿,及各种加工行业中的使用是最普遍也是数量最多的,这类电焊机中的弧焊变压器是主体,其绕组和电磁部分常见的故障有以下6种:1.弧焊变压器及导线接线处过热。
2.焊接电流不稳定或焊机起弧困难,电弧不稳定。
3.多台并联使用的焊机,空载电压低。
4.弧焊变压器输出电流反常,焊接质量差。
5.整流器式直流焊机的整流器故障。
6.弧焊变压器及电抗器烧毁。
下面介绍以下上述六种故障的原因及处理。
一.过热故障1.原因(1)弧焊变压器过载,如用小用量焊机焊接大工件,焊条粗,钢材厚度大,电流调节大。
(2)弧焊变压器绕组短路未发现,继续使用造成变压器过热。
(3)接线处螺丝松动或氧化使其接触电阻增大,造成导线发热。
2.修理方法(1)对过载使用的电焊机应进行调整,使其在额定容量的范围内工作,避免因“小马拉大车”而过载。
(2)如属弧焊变压器绕组短路,应拆开电焊机取出变压器,对短路处进行查找。
若短路点在绕组的外几层,应先将绕组预加热后,将外层几匝放开,清除老化的旧绝缘物,按规定重新包上规定层数的新绝缘带,如玻璃丝带,5438-1粉云母带等,将拆开的外层绕组进行复位且绑扎,预烘,浸漆和烘干合格后,重新组装起电焊机。
(3)若为焊机导线接触处螺栓松动,则用扳手拧紧;若螺栓、螺母锈蚀,应更换新螺栓、螺母并压紧。
二.焊接电流不稳定、起弧难或电弧不稳定1.原因(1)电流调节失灵,使电流不稳,主要是控制绕组有短路故障,其次是控制回路接触不良(直流弧焊机)。
(2)在焊接过程中交流弧焊机动铁芯位置不稳定,出现相对移动。
(3)整流器式直流弧焊机,可能因接触器或风压开关抖动,造成电流波动不稳。
(4)交、直流弧焊机的弧焊变压器空载电压低(低于60V 以下),造成电弧不稳定或起弧困难。
2.修理方法针对以上几方面故障原因,修理方法及措施为:(1)检查控制绕组,如有短路处应及时修复;同时将控制回路接触不良故障排除或更换击穿的整流元件,使电流调节正常、灵活。
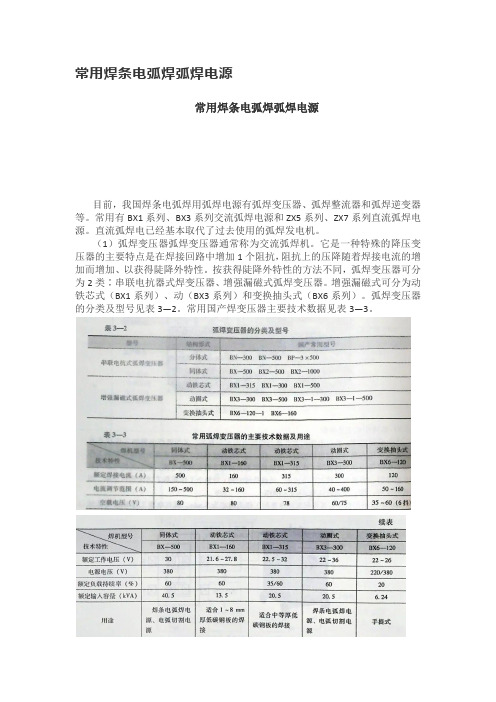
常用焊条电弧焊弧焊电源常用焊条电弧焊弧焊电源目前,我国焊条电弧焊用弧焊电源有弧焊变压器、弧焊整流器和弧焊逆变器等。
常用有BX1系列、BX3系列交流弧焊电源和ZX5系列、ZX7系列直流弧焊电源。
直流弧焊电已经基本取代了过去使用的弧焊发电机。
(1)弧焊变压器弧焊变压器通常称为交流弧焊机。
它是一种特殊的降压变压器的主要特点是在焊接回路中增加1个阻抗,阻抗上的压降随着焊接电流的增加而增加、以获得陡降外特性。
按获得陡降外特性的方法不同,弧焊变压器可分为2类∶串联电抗器式焊变压器、增强漏磁式弧焊变压器。
增强漏磁式可分为动铁芯式(BX1系列)、动(BX3系列)和变换抽头式(BX6系列)。
弧焊变压器的分类及型号见表3—2。
常用国产焊变压器主要技术数据见表3—3。
1)动铁芯式弧焊变压器BX1—315型弧焊变压器属于增强漏磁式,其结构如图3—7b所示。
一次侧绕组分别在动铁芯两侧,一次和二次分成上下2部分绕组,固定在主铁芯柱Ⅰ上。
中间铁芯柱Ⅱ可移动,可以改变一次侧绕组和二次侧绕组的漏抗,实现焊接电流的调节,满足焊接要求。
动铁芯的位置由电流指针表示。
可动铁芯由螺纹丝杠控制。
转动焊接电流调节手柄,则丝杠转动,从而带动动铁芯移动。
动铁芯向外移动,则焊接电流增大;动铁芯向内移动,则焊接电流减小,如图3—7c所示。
2)动圈式弧焊变压器BX3—300型动圈式弧焊变压器外形如图3—8a所示。
动圈式弧焊变压器结构如图3—8b所示。
铁芯呈口形;一次侧绕组分2部分,绕在2个铁芯柱的底部;二次侧绕组也分2部分,装在铁芯柱非导磁性材料做成的活动支架上,凭借手柄转动螺杆使之沿铁芯上下移动。
通过改变一次侧、二次侧绕组间的距离,来改变它们间的漏抗,从而调节焊接电流。
一次侧、二次侧绕组间的距离越大,漏抗越大,焊接电流越小。
(2)弧焊整流器弧焊整流器是一种将交流电变压、整流转换成直流电的弧焊电源。
弧焊整流器有硅弧焊整流器、晶闸管弧焊整流器、晶体管弧焊整流器等。

弧焊的基本知识一、什么是弧焊?弧焊是一种常见的焊接方法,它利用电弧的高温作用将金属材料熔化并连接在一起。
弧焊可以用于各种金属材料的连接,包括不锈钢、铝、铜、镍和钛等。
二、弧焊的原理1.电源:通过变压器或整流器将交流电或直流电转换成所需的电压和电流,供应给电极和工件。
2.电极:通常由金属棒制成,其中包含填充金属。
当两个电极接触时,它们之间会产生一个电弧,这个电弧会将填充金属熔化并形成一个熔池。
3.工件:通常是需要连接在一起的两个金属部件。
当电极与工件接触时,熔池会将两个工件融合在一起。
三、弧焊的分类1.手工弧焊:操作简单,适用于小规模生产和修理。
需要手持电极,并掌握合适的角度和速度来控制熔池。
2.半自动弧焊:使用机器设备来控制电极移动,并通过预设参数来控制焊接过程。
适用于大规模生产和高效焊接。
3.自动弧焊:完全由机器设备控制,适用于大规模生产和高精度焊接。
四、弧焊的优点1.适用性广:可以用于各种金属材料的连接。
2.成本低:相比其他焊接方法,弧焊所需的设备和材料成本较低。
3.灵活性好:可以在各种环境下进行操作,包括室内和室外环境。
4.可靠性高:弧焊连接的金属部件通常具有良好的强度和耐久性。
五、弧焊的缺点1.技术要求高:需要掌握一定的电极角度、速度和距离等技术要求,否则可能导致熔池不稳定或者出现缺陷。
2.熔池容易受到环境影响:如果操作环境不好,例如风大或者湿润,会对熔池造成影响。
3.需要额外的安全措施:由于电极产生的高温和紫外线辐射等安全问题需要特别注意,并采取必要措施来保护操作人员和周围环境。
六、弧焊的应用1.建筑业:用于钢结构和管道的连接。
2.汽车制造业:用于汽车零部件的连接,如车架、底盘等。
3.制造业:用于各种机械设备的连接,如压力容器、风机、泵等。
4.航空航天工业:用于制造飞机和火箭等航空器的零部件。
七、弧焊操作步骤1.准备工作:清洁工件表面,检查电源和设备是否正常运行。
2.选择电极:根据需要选择合适的电极材料和直径。
电焊机工作原理及维修电焊机的工作原理是利用电流通过电焊材料(如金属)产生高温,并在材料接触点上产生强烈的熔化和熔接,从而实现金属的连接。
下面将分为两部分分别介绍电焊机的工作原理和维修。
一、电焊机的工作原理电焊机主要由变压器、整流器、电容器、电弧启动器和控制系统等组成。
1. 变压器:变压器是电焊机工作的核心部件,其作用是将输入的低电压高电流变成高电压低电流供电焊电弧。
变压器是通过磁感应原理来实现的,通过一对线圈的感应作用实现电压的变换。
2. 整流器:整流器的作用是将工频交流电转换成直流电。
电焊机中常用的整流方式有电阻负载整流和整流桥整流两种。
3. 电容器:电容器用于储存电能,平衡焊接时的电流波动。
其作用是平滑和稳定输出的电流,减少电流波动对焊接效果的影响。
4. 电弧启动器:电弧启动器用于启动焊接电弧。
它通过提供高压脉冲,在电极之间产生电弧,点燃焊接材料并维持焊接。
5. 控制系统:控制系统用于控制电焊机的工作状态,如电流大小、电压稳定性等。
通过调节控制系统中的参数,可以实现不同焊接材料和焊接需求下的电流和电压调节。
二、电焊机的维修电焊机维修时需要注意以下几点:1. 定期检查和清洁电焊机:定期检查电焊机的外壳、接线和电源线是否完好无损;清洁电焊机内部和外部的灰尘和污物,以确保不影响电焊机的正常工作。
2. 检查电焊机的电源和线路:检查电焊机的电源插座和电源线是否过热或损坏。
同时,检查焊机电源线的接线是否牢固,避免出现短路或断路情况。
3. 检查电焊机的变压器和电容器:检查变压器和电容器是否存在故障,如短路、开路或电流波动等问题。
如有需要,可进行更换或修复。
4. 检查电焊机的电弧启动器和控制系统:检查电弧启动器和控制系统是否正常工作,如有需要,可根据实际情况进行修复或更换部件。
总结:电焊机的工作原理是利用变压器将低电压高电流转化为高电压低电流供电焊电弧,整流器将工频交流电转换为直流电,电容器平滑输出电流,电弧启动器点燃焊接材料,控制系统控制电流和电压。
弧焊变压器用途
弧焊变压器是一种特殊的变压器,它的主要用途是为电弧焊接提供电源。
具体来说,弧焊变压器有以下几个主要用途:
- 提供电弧焊接所需的低电压、大电流:弧焊变压器能够将高电压的市电转换为低电压、大电流的电弧焊接电源。
这种电源可以用于各种电弧焊接工艺,如手工电弧焊、气体保护电弧焊、氩弧焊等。
- 调节焊接电流:弧焊变压器可以通过调节变压器的绕组匝数比来实现焊接电流的调节。
这种调节方式简单、可靠,可以满足不同焊接工艺对电流的要求。
- 实现电弧稳定:弧焊变压器可以通过电感的作用来稳定电弧。
当电弧电流变化时,电感会产生反向电动势,从而抵消电流变化对电弧的影响,使电弧保持稳定。
- 隔离电网和焊接电路:弧焊变压器可以将电网和焊接电路隔离开来,避免电网电压波动和干扰对焊接质量的影响。
同时,弧焊变压器还可以起到保护焊工和设备的作用。
总之,弧焊变压器是电弧焊接中不可或缺的设备之一,它为电弧焊接提供了稳定、可靠的电源,保证了焊接质量和效率。
如果你需要更详细的信息或者有其他相关问题,欢迎继续向我提问。
交流弧焊机交流弧焊机:原理、应用与优势引言交流弧焊机是一种广泛应用于金属加工和焊接行业的设备。
它使用交流电源作为能源,通过高温、高能量的电弧来将金属材料进行连接。
本文将从交流弧焊机的原理、应用以及优势三个方面进行详细介绍。
一、交流弧焊机的原理交流弧焊机的工作原理基于交流电源的变压器原理。
它主要由变压器、整流器和焊接电路组成。
1. 变压器:交流弧焊机的变压器是其核心部件,用于将低电压高电流的交流电变换为高电压低电流的交流电。
它通过耐热绝缘材料进行绝缘,使高电流在焊接过程中不损坏变压器。
2. 整流器:交流弧焊机的整流器用于将交流电转换为直流电。
它采用整流桥等电子元件将交流电进行整流,使得电弧稳定运行。
3. 焊接电路:交流弧焊机的焊接电路通过电极和工件构成闭合回路,产生电弧。
电弧是高能量、高温的火焰,能够使金属在瞬间熔化,实现金属材料的连接。
二、交流弧焊机的应用交流弧焊机的应用非常广泛,适用于各种金属材料的焊接和加工。
1. 金属制品加工:交流弧焊机可以用于制造和修复各种金属制品,如工件、容器、管道等。
它能够实现高质量、高强度的焊接连接,使得金属制品的加工更加方便快捷。
2. 建筑和桥梁工程:交流弧焊机在建筑和桥梁工程中具有重要作用。
它可以焊接各种结构钢材,用于搭建建筑物和桥梁。
交流弧焊机焊接的连接强度高,能够有效保证工程的安全性和稳定性。
3. 汽车制造和维修:交流弧焊机被广泛应用于汽车制造和维修行业。
它可以焊接汽车的车身、底盘以及其他金属部件,确保车辆的结构稳定和安全。
4. 船舶制造和修理:交流弧焊机能够适应船舶制造和修理的需求。
它可以焊接各种船舶金属构件,保证船舶的强度和密封性。
三、交流弧焊机的优势交流弧焊机相较于其他焊接设备具有以下优势:1. 焊接速度快:交流弧焊机在焊接过程中,能够提供高电流,使得焊接速度较快。
这对于批量生产和大规模焊接非常有利。
2. 焊接效果好:交流弧焊机能够提供高质量的焊接效果,焊接接头强度高且美观。
1.串联电抗器式由正常漏磁(漏磁很少,可忽略)的变压器串联电抗器构成,按结构不
同又分为:
(1)分体式变压器和电抗器式独立的个体。
BN系列弧焊变压器及BP-3×500型多站弧焊变压器属于此类;
(2) 同体式变压器与电抗器铁心组成一体,二者之间非但有电的串联,还有磁的联系。
BX2系列弧焊变压器属于此类。
2.增强漏磁式在这类变压器中人为地增大了自身的漏抗,而无需再串联电抗器。
按增强
和调节漏抗的方法不同又可分为:
(1) 动铁心式在一、二次绕组间设置可动的磁分路,以增强和调节漏磁。
BXl系列弧焊变压器即属此类;
(2) 动线圈式通通过增大一、二次绕组之间距离来增强漏磁,改变绕组之间距离以资调节。
BX3系列弧焊变压器属于此类;
(3) 抽头式也是将一、二次绕组分开来
1.硅弧焊整流器的电路一般由主变压器、电抗器、整流器、输出电抗器等几部分组成。
硅弧焊整流器可按有无电抗器分为两类:无电抗器的硅弧焊整流器和有电抗器的硅弧焊整流器。
无电抗器的硅弧焊整流器按主变压器的结构不同又可分为:(1)主变压器为正常漏磁的;(2)主变压器为增强漏磁的,按增强漏磁的方法不同又可分为动圈式、动铁式和抽头式。
有电抗器的硅弧焊整流器。
这类硅弧焊整流器所用的电抗器都是磁饱和电抗器式的。
根据其结构特点
不同又可分为:(1)无反馈磁饱和电抗器式硅弧焊整流器。
(2)有反馈磁饱和电抗器式硅弧焊整流器。
根据磁饱和电抗器的反馈形式,又可分为外反馈磁饱和电抗器式、全部内反馈磁饱和电抗器式和部分内反馈磁饱和电抗器式硅弧焊整流器等。
2.硅弧焊整流器与弧焊发电机相比具有以下优点:①易造易修、节省材料、成本低、效率高;②易于获得不同形状的外特性,以满足不同焊接工艺的要求;③动特性及输出电流波形易于控制,适应性强;
3.在以硅为整流器件的磁饱和电抗器式弧焊整流器中,磁饱和电抗器是核心部分,它通过改变控制电流就可改变铁心的饱和程度,从而实现负载电流的调节,并且控制绕组中的直流控制电流较小的变化能引起负载电流较大的变化,即具有电流放大的作用。
4.无反馈磁饱和电抗器式硅弧焊整流器具有陡降的外特性,国内典型产品有ZXG7-300、ZXG7-500及ZXG7-300-1型等,可用于焊条电弧焊或钨极氩弧焊。
但这种弧焊整流器的缺点是磁饱和电抗器没有反馈,电流放大倍数小,控制电流较大。
5.部分内反馈磁饱和电抗器式硅弧焊整流器的反馈作用介于无反馈式和全部内反馈式之间,所以外特性既不是陡降的,也不是水平的,而是介于两者之间为缓降的,这是通过内桥电阻来实现的。
部分内反馈磁饱和电抗器式弧焊整流器,国内定型产品有ZXG-300、ZXG-400及ZXG-500等型号,具有下降外特性,可用作焊条电弧焊和钨极氩弧焊的直流电源。
全部内反馈磁饱和电抗器式整流器有ZPG1-500,zpg1-1500,可用作二保焊和惰性气体保护焊;另外还有可兼获下降和平外特性的多特性弧焊整流器,定型产品有ZDG-500-1、ZDG-1000R、ZPG-1000等型号产品。
可用于焊条电弧焊、埋弧焊、二氧化碳气体保护电弧焊等。
7.上述三种类型磁饱和电抗器式弧焊整流器,它们的基本原理都是利用磁化曲线的非线性,通过调节其控制绕组中的控制电流,来改变磁饱和
电抗器铁心的饱和程度、磁导率和交流绕组的感抗,以达到调节输出电流(无反馈式和部分
内反馈式)和电压(全部内反馈式)的目的。