镗床夹具设计要点概要
- 格式:ppt
- 大小:3.11 MB
- 文档页数:35
摘要夹具在机械制造过程中运用广泛,指的是在整个制造工艺流程中,发挥定位的功能,找准夹紧工件、确定工件与机床、刀具的相对位置的装置;此装置可以达到提升精度和效率的作用。
现代社会中,科学技术作为第一生产力,始终保持高效飞速的发展;现代机械制造产业也随之不断提升到新的高度,而夹具作为机械产业的重要装置,也被大量运用到相应的加工操作中,如刀具制造、检测设备的制造、模具的选择和设计等等,这些制造过程都无法离开夹具,其重要作用可见一斑,可以说社会的进步依赖于科技的发展,科技的发展离不开制造业的创新和进步,而制造业飞跃的基石正是以夹具为代表的各种重要零件、装置的有机组合。
故而,在制造过程中,夹具有着极为重要的作用。
具体来说,在机械制造过程中,夹具既可以进行有机加工,同时也可以应用到装配与检验之中,其品质的高低将对加工质量、生产效率和制造成本产生本质影响。
IntroductionThe fixture is widely used in the process of mechanical manufacturing, which refers to the function of positioning in the whole manufacturing process, to find the clamping workpiece, to determine the relative position of the workpiece and the tool and tool, and to achieve the effect of the lifting precision and efficiency. In modern society, as the first productive force, science and technology have always maintained high speed and rapid development, and the modern machinery manufacturing industry has also been promoted to a new height. As an important device for the mechanical industry, the fixture is also widely used in the corresponding processing operations, such as tool manufacturing, testing equipment manufacturing, mold. Selection and design and so on, these manufacturing processes can not leave the fixture, its important role can be seen. It can be said that the progress of the society depends on the development of science and technology, the development of science and technology can not be separated from the innovation and progress of the manufacturing industry, and the cornerstone of the leap of manufacturing is the organic combination of various important parts and devices represented by the fixture. . Therefore, the fixture plays an important role in the process equipment of the manufacturing process. Specifically, in the process of mechanical manufacturing, fixture should be used in the process of organic processing, welding, assembly and inspection. Thequality of the fixture will have an essential influence on the quality of processing, production efficiency and manufacturing cost.目录一、镗孔夹具模型的概况和设计目的 (1)1、镗孔夹具模型的概况 (1)2、镗孔夹具模型的设计目的 (2)二、连杆零件主样件的确定 (2)1、连杆零件的结构特征 (3)2、连杆零件加工重点技术要求分析 (7)(1)大、小头孔的尺寸精度、形状精度................................. 错误!未定义书签。
河南工业职业技术学院毕业论文题目:专用镗床夹具设计班级:机制0812姓名:专业:机械设计指导教师:答辩日期:2010.05.29专用镗床夹具设计摘要机床夹具是机械加工工艺系统的重要组成部分,是机械制造中的一项重要工艺装备。
机床夹具在机械加工中起着重要的作用,它直接影响机械加工的质量、生产率和生产成本以及工人的劳动强度等。
因此机床夹具设计是机械加工工艺准备中的一项重要工作。
在专用夹具的设计中,根据设计任务主要就连杆、泵体的装用镗床夹具进行了设计,完成了对夹具用的定位件、导向件对刀件、导引件等夹具中用到的零件的设计,并用Soidworks进行了三维建模。
夹具的设计,根据所设计出的工件外形及加工要求,设计出合适的夹具。
考虑到泵体的外形较大,故应在选用夹具的定位件时使用支承板,而连杆的工件尺寸较小,但加工精度要高。
本文设计的夹具,基本上可以满足工程需要,本文使用的设计方法,也可为同类夹具的设计提供参考。
关键词:镗床夹具;Solid Works;专用夹具;泵体;连杆Design of Special Boring FixtureAbstractTool fixture machining process is an important component of the system is an important mechanical manufacturing technology and equipment. Tool fixture in machining plays an important role, which directly affect machining quality, productivity and production costs and labor intensity and so on. Therefore, the design of jigs and fixtures machining process is an important work in preparation.Dedicated fixture design, based mainly on the connecting rod design task, the pump's installation jig boring machine has been designed with complete fixture with the positioning of parts, pieces of guidance documents on the knife, guidance documents and other parts used in fixtures design, and conducted a three-dimensional modeling with Soidworks. Fixture design, based on the design of the workpiece shape and processing requirements, design a suitable fixture. Taking into account the shape of a larger pump, it should be in the selection of the positioning fixture used parts bearing plates, and connecting rod workpiece size smaller, but higher precision.This fixture was designed to basically meet the engineering needs of the design used in this method can also be designed for similar reference fixture.Key Words:boring fixture; Solid Works; special fixtures;pμmp;link目录摘要.......................................................................................................................... i i Abstract (iii)主要符号表 (i)1 绪论 (1)1.1研究的目的及意义 (1)1.2国内外的发展及研究状况 (1)1.3本课题研究的内容 (2)1.3.1研究内容 (2)1.3.2研究意义 (3)2 镗床夹具设计的基本理论 (4)2.1夹具设计基本过程 (4)2.2镗床夹具的基本组成与设计特点 (4)2.2.1镗床夹具的设计要点 (5)2.2.2镗床类夹具主要技术条件 (7)2.2.3镗床规格和主要联系尺寸 (8)2.2.4镗床类典型刀具 (9)2.3镗孔加工主要特点 (9)2.4连杆、泵体工件的典型结构 (10)2.4.1 连杆的零件结构分析 (10)2.4.2 泵体零件结构分析 (11)2.5镗床夹具的典型结构分析 (11)2.6工件在夹具中的定位 (12)3精镗连杆小头孔夹具设计 (13)3.1设计任务 (13)3.1.1连杆工艺分析 (13)3.1.2连杆的技术要求 (13)3.2确定各表面的加工方案 (14)3.2.1加工方案的拟定 (14)3.2.2最优方案的确定 (14)3.3连杆各工序加工余量和毛坯尺寸的确定 (14)3.3.1毛坯的工艺要求 (14)3.3.2连杆的加工余量及毛坯尺寸的确定 (15)3.4.1定位基准的选择 (18)3.4.2误差分析 (19)3.4.3夹具使用操作简介 (19)3.5夹具结构设计 (19)3.6夹紧机构设计 (21)3.7夹具装配图 (22)4精镗连杆大头孔夹具 (23)4.1设计任务 (23)4.1.1连杆工艺分析 (23)4.1.2连杆的技术要求 (24)4.2确定各表面的加工方案 (24)4.2.1加工方案的拟定 (24)4.2.2最优方案的确定 (25)4.3连杆各工序加工余量和毛坯尺寸的确定 (25)4.3.1毛坯的工艺要求 (25)4.3.2连杆的加工余量及毛坯尺寸的确定 (25)4.4连杆的夹具设计 (28)4.4.1定位基准的选择 (28)4.4.2切削力和夹紧力的计算 (29)4.4.3.零件加工工艺过程 (30)4.5夹具结构设计 (30)4.5.1定位设计 (30)4.6其它元件设计 (31)4.7夹具装配图 (31)5镗泵体两相垂直孔夹具 (32)5.1设计任务 (32)5.1.1泵体工艺分析 (32)5.1.2泵体的技术要求 (33)5.2确定各表面的加工方案 (33)5.2.1加工方案的拟定 (33)5.3泵体各工序加工余量和毛坯尺寸的确定 (33)5.3.1毛坯的工艺要求 (33)5.3.2镗泵体两孔的加工余量及毛坯尺寸的确定 (33)5.4.1定位基准的选择 (35)5.4.2误差分析 (35)5.4.3夹具使用操作简介 (36)5.5夹具结构设计 (36)5.6夹紧机构设计 (36)5.7其它元件设计 (39)5.8夹具装配图 (40)6总结 (41)参考文献 (42)致谢 (44)毕业设计(论文)知识产权声明 (45)毕业设计(论文)独创性声明 (46)主要符号表F主切削力cF进给力pF进给力fP切削功率cv切削速度f进给量γ刀具前脚0α刀具后角0k主偏角γ'k副偏角γλ刃倾角sα被吃刀量p1 绪论1.1研究的目的及意义机床夹具是机械加工工艺系统的重要组成部分,是机械制造中的一项重要工艺装备。

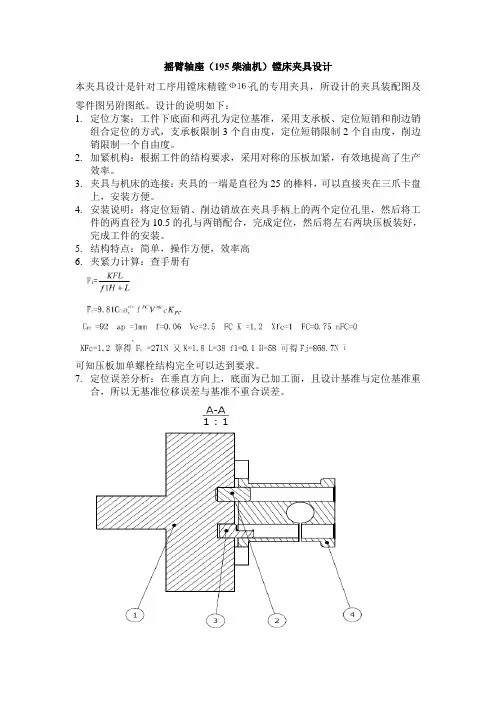
摇臂轴座(195柴油机)镗床夹具设计
本夹具设计是针对工序用镗床精镗孔的专用夹具,所设计的夹具装配图及
零件图另附图纸。
设计的说明如下:
1.定位方案:工件下底面和两孔为定位基准,采用支承板、定位短销和削边销
组合定位的方式,支承板限制3个自由度,定位短销限制2个自由度,削边销限制一个自由度。
2.加紧机构:根据工件的结构要求,采用对称的压板加紧,有效地提高了生产
效率。
3.夹具与机床的连接:夹具的一端是直径为25的棒料,可以直接夹在三爪卡盘
上,安装方便。
4.安装说明:将定位短销、削边销放在夹具手柄上的两个定位孔里,然后将工
件的两直径为10.5的孔与两销配合,完成定位,然后将左右两块压板装好,完成工件的安装。
5.结构特点:简单,操作方便,效率高
6.夹紧力计算:查手册有
可知压板加单螺栓结构完全可以达到要求。
7.定位误差分析:在垂直方向上,底面为已加工面,且设计基准与定位基准重
合,所以无基准位移误差与基准不重合误差。
镗孔的加工工艺及夹具设计1.镗孔加工工艺设计1.1镗孔的定位分析在镗床上加工孔时,需要对零件进行夹紧,因此需要对零件进行夹紧设计,镗孔应采用专用夹具,根据六点定位原则来确定工件的定位方式。
下面对图一中的镗孔进行定位分析:该道工序为镗三个平行的孔,但是由于工件自身尺寸较大,孔径也较大,其定位基准分布在同一平面上,所以根据六点定位原理选择A面为定位基准。
由一个角铁作为安装的底座,工件的定位和导向机构完全安装在角铁上,脚架和压紧丝杠限制了X、Z方向的转动及移动,定位销限制了Y方向的转动和移动,由此可见,实现了工件镗孔时的完全定位。
图1镗床夹具图1.2切削力与夹紧力的计算(1)镗Φ146孔查表给定镗刀B=30H=20L=200I=100d=20选择合金钢镗刀公称直径Φ146;在镗孔时候只考虑圆周切削力;查文献得;(1.1)Kmp=(HB/150)n取n=0.55所以Kmp=1.17;所以;;由于夹紧机构产生的实际夹紧力应满足下式:P=KFz(1.2)取安全系数K=K1K2K3K4K5式中K1——基本安全系数1.5;K2——夹紧状态系数1.2;K3——刀具钝化系数1.0;K4——考虑夹紧动力稳定性系数1.0;K5——尽在有力矩企图使用回转时开考虑支撑面接触情况的系数1.0;所以得到K=K1K2K3K4K5=1.9,得到P=KFz=1.9X365.18=693.88N (2)镗Φ48孔选择高速钢镗刀公称直径Φ48;查表给定镗刀B=25H=30L=170I=80d=15在镗孔时候只考虑圆周切削力;查文献得;Kmp=(HB/150)n取n=0.55所以Kmp=1.17;所以;;由于夹紧机构产生的实际夹紧力应满足下式:P=KFz取安全系数K=K1K2K3K4K5式中K1——基本安全系数1.5;K2——夹紧状态系数1.2;K3——刀具钝化系数1.0;K4——考虑夹紧动力稳定性系数1.0;K5——尽在有力矩企图使用回转时开考虑支撑面接触情况的系数1.0;所以得到K=K1K2K3K4K5=1.9,得到P=KFz=1.9X223.2=424.08N <ol> 镗Φ80孔</ol>镗Φ80孔的计算过程与上边量孔的方法是一样的,就是选择高速钢镗刀公称直径Φ80的镗刀,最后计算结果为P=KFz=569.23N 根据上边的计算夹紧力不是很大,且夹具选择的种类为组合夹具,所以动力选择手动夹紧。
专用镗床夹具毕业设计专用镗床夹具毕业设计在现代制造业中,夹具是一种非常重要的工具。
它们被广泛应用于各种加工过程中,以保证工件的固定和稳定,提高加工精度和效率。
而专用镗床夹具作为一种特殊的夹具,具有独特的设计和功能,被广泛应用于镗床加工中。
专用镗床夹具的设计需要考虑多个因素,包括工件形状、尺寸、材料以及加工要求等。
首先,设计师需要了解工件的几何形状和尺寸,以确定夹具的结构和尺寸。
其次,设计师需要考虑工件的材料特性,选择合适的夹具材料和加工方式,以确保夹具的刚性和稳定性。
最后,设计师还需要根据加工要求确定夹具的功能和特点,例如夹紧力、定位精度、换刀方便等。
在专用镗床夹具的设计中,夹紧力是一个非常重要的因素。
夹紧力的大小直接影响到工件的稳定性和加工精度。
设计师需要根据工件的材料和形状,选择合适的夹紧方式和夹紧力大小。
例如,对于圆柱形工件,常用的夹紧方式包括机械夹紧、液压夹紧和气动夹紧等。
不同的夹紧方式具有不同的特点和适用范围,设计师需要根据具体情况进行选择。
除了夹紧力外,定位精度也是专用镗床夹具设计中需要考虑的因素之一。
定位精度的大小决定了工件在夹具中的位置和姿态,直接影响到加工精度。
设计师需要根据工件的形状和加工要求,选择合适的定位方式和定位精度。
例如,对于对称工件,常用的定位方式包括圆心定位、端面定位和平面定位等。
不同的定位方式具有不同的定位精度和适用范围,设计师需要根据具体情况进行选择。
此外,换刀方便也是专用镗床夹具设计中需要考虑的因素之一。
在镗床加工中,由于刀具的磨损和加工要求的变化,需要经常更换刀具。
设计师需要设计夹具的结构和调整机构,以便快速、方便地更换刀具。
例如,可以采用快速换刀装置和刀具调整装置等,以提高换刀效率和精度。
综上所述,专用镗床夹具的设计需要考虑多个因素,包括夹紧力、定位精度和换刀方便等。
设计师需要根据工件的形状、尺寸、材料和加工要求等,选择合适的夹具结构和功能,以确保加工精度和效率。
2.2 镗孔夹具设计2.2.1 原始质料分析利用本夹具主要用来镗加工孔40φ、2.30φ、5.25φ。
加工时除了要满足粗糙度要求外,还应满足孔轴线对底平面的平行度公差要求。
为了保证技术要求,最关键是找到定位基准。
同时,应考虑如何提高劳动生产率和降低劳动强度。
2.2.2 定位基准的选择由零件图可知:孔40φ、2.30φ、5.25φ的轴线与底平面有平行度公差要求,在对孔进行加工前,底平面进行了粗铣加工。
因此,选底平面为定位精基准(设计基准)来满足平行度公差要求。
孔40φ、2.30φ、5.25φ的轴线间有位置公差,选择左侧面为定位基准来设计镗模,从而满足孔轴线间的位置公差要求。
工件定位用底平面和两个侧面来限制六个自由度。
2.2.3 切削力及夹紧力的计算镗刀材料:5YT (硬质合金镗刀)刀具的几何参数: 60=粗γK 90=精γK 10=γ 0=s λ 80=α 由参考文献[17]《机床夹具设计手册》查表321--可得:圆周切削分力公式:P p C K f a F 75.0902= 式(24) 式中 mm a p 0.2= r mm f /5.0=rp sp op p k mp p K K K K K K λγγ= 式(25)查表421--得: 取176=HB 4.0=n 即07.1=mp K由表621--可得参数:94.0=p k K γ 0.1=op K γ 0.1=sp K λ 0.1=rp K 即:)(53.1070N F C =同理:径向切削分力公式 : P pP K f a F 75.09.0530= 式(26) 式中参数: 77.0=p k K γ 0.1=op K γ 0.1=sp K λ 0.1=rp K即:)(53.485N F P =轴向切削分力公式 : P p f K f a F 4.0451= 式(27) 式中参数: 11.1=p k K γ 0.1=op K γ 0.1=sp K λ 0.1=rp K即:)(12.759N F f =根据工件受力切削力、夹紧力的作用情况,找出在加工过程中对夹紧最不利的瞬间状态,按静力平衡原理计算出理论夹紧力。
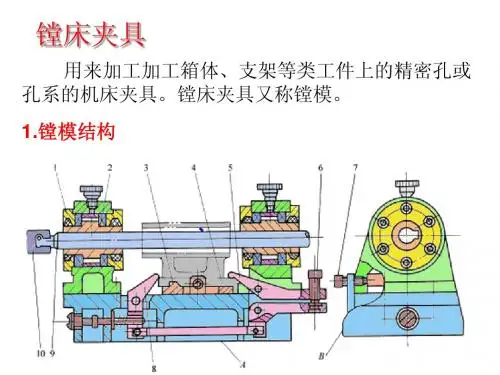
典型夹具设计的特点典型夹具设计的特点镗床夹具设计特点镗床夹具又称为镗模,主要用于加工箱体或支座类零件上的精密孔和孔系。
主要由镗模底座、支架、镗套、镗杆及必要的定位和夹紧装置组成。
镗床夹具的种类按导向支架的布置形式分为双支承镗模、单支承镗模和无支承镗模。
一、镗床夹具的典型结构形式(1)前后双支承镗模(2)无支承镗床夹具二、镗床夹具的设计要点1.导引方式及导向支架镗杆的引导方式分为单、双支撑引导。
单支承时,镗杆与机床主轴采用刚性连接,主轴回转精度影响镗孔精度,故适于小孔和短孔的加工。
双支承时,镗杆和机床主轴采用浮动联接。
所镗孔的位置精度取决于镗模两导向孔的位置精度,而与机床主轴精度无关。
镗模导向支架主要用来安装镗套和承受切削力。
因要求其有足够的刚性及稳定性,故在结构上一般应有较大的安装基面和必要的加强筋;而且支架上不允许安装夹紧机构来承受夹紧反力,以免支架变形而破坏精度。
2.镗套镗套的结构形式和精度直接影响被加工孔的精度。
常用的镗套有:(1)固定式镗套固定式镗套外形尺寸小,结构简单,导向精度高,但镗杆在镗套内一边回转,一边作轴向移动,镗套易磨损,故只适用于低速镗孔。
(2)回转式镗套随镗杆一起转动,与镗杆之间只有相对移动而无相对转动的镗套。
这种镗套大大减少了磨损,也不会因摩擦发热而“卡死”。
因此,它适合于高速镗孔。
3.镗杆和浮动接头镗杆是镗模中一个重要部分。
镗杆直径d及长度主要是根据所镗孔的直径D及刀具截面尺寸B×B来确定(参考表11.1之值选取)。
镗杆直径d应尽可能大,其双导引部分的L/d ≤10为宜;而悬伸部分的L/d≤4~5,以使其有足够的刚度来保证加工精度。
用于固定镗套的镗杆引进结构有整体式和镶条式两种。
当双支承镗模镗孔时,镗杆与机床主轴通过浮动接头而浮动连接。
车床夹具设计特点一、车床夹具的主要类型在车床上用来加工工件内、外回转面及端面的夹具称为车床夹具。
车床夹具多数安装在主轴上;少数安装在床鞍或床身上。