工序卡模板(空白)
- 格式:doc
- 大小:53.50 KB
- 文档页数:1
工艺流程卡模板工艺流程卡模板工艺流程卡是指在产品生产过程中,对每个工序进行详尽记录的文件,用于指导和管理生产流程。
下面是一个工艺流程卡模板,以供参考:流程卡编号:____________________产品名称:_______________________工艺名称:_______________________版本号:_________________________编制日期:_______________________编制人:_________________________一、工序信息工序名称:________________________工序编号:________________________所需设备:________________________二、工序步骤步骤1:_________________________________步骤2:_________________________________步骤3:_________________________________步骤4:_________________________________步骤5:_________________________________步骤6:_________________________________步骤7:_________________________________步骤8:_________________________________ 三、工序参数指标1:___________________范围:____________ 指标2:___________________范围:____________ 指标3:___________________范围:____________ 指标4:___________________范围:____________ 指标5:___________________范围:____________四、工序检验检验项目1:___________________________判定标准:___________________检验项目2:___________________________判定标准:___________________检验项目3:___________________________判定标准:___________________检验项目4:___________________________判定标准:___________________检验项目5:___________________________判定标准:___________________五、注意事项1. 请确保设备和工具的正常运行,以免影响生产效率和产品质量。
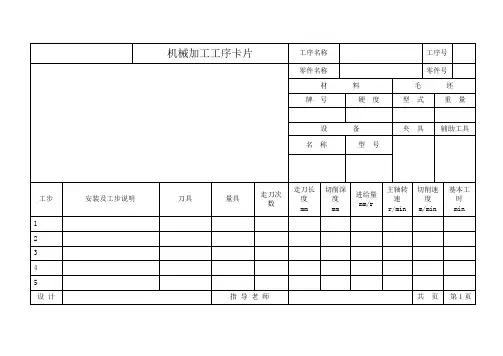
机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第1页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时s12345设计指导老师共页第2页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第3页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时S12345设计指导老师共页第4页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第5页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时S12345设计指导老师共页第6页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第7页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时s12345设计指导老师共页第8页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min12345设计指导老师共页第9页机械加工工序卡片工序名称工序号零件名称零件号材料毛坯牌号硬度型式重量设备夹具辅助工具名称型号工步安装及工步说明刀具量具走刀次数走刀长度mm切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时s12345设计指导老师共页第10页。
机械加工工序卡片模板(总3页) --本页仅作为文档封面,使用时请直接删除即可----内页可以根据需求调整合适字体及大小--机械加工工序卡片产品型号零部件图号产品名称零部件名称共()页第()页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数设备名称设备型号设备编号同时加工零件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助描图描校底图号装订号设计日期审核日期标准化日期会签日期2标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零部件图号产品名称零部件名称共()页第()页车间工序号工序名称材料牌号毛坯种类毛坯外形尺寸每个毛坯可制件数每台件数设备名称设备型号设备编号同时加工零件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)切削深度(mm)进给次数工步工时机动辅助描图描校底图号装订号设计审核标准化会签日3注:本人长期出售机床类精密零件的图纸和零件的加工工艺设计及毕业设计,其中包括A0、A1、A2装配图,A0、A1、A2零件图、机械加工工艺说明书、机械加工过程卡片、机械加工工序卡片,均含电子版,其中零件图均手工,免除您的后顾之忧,4详情请联系5。
产品流转完成后由最后工序检验员处保存作为质量记录以备考察。
产品流转完成后由最后 备注由品质部做标记根据生产情况有产品上做标记,发生质量问题时明确责任。
备注由品质部做标记根 产品流转完成后由最后工序检验员处保存作为质量记录以备考察。
产品流转完成后由最后 备注由品质部做标记根据生产情况有产品上做标记,发生质量问题时明确责任。
备注由品质部做标记根
由最后工序检验员处保存作为质量记录以备考察。
标记根据生产情况有产品上做标记,发生质量问题时明确责任。
由最后工序检验员处保存作为质量记录以备考察。
标记根据生产情况有产品上做标记,发生质量问题时明确责任。
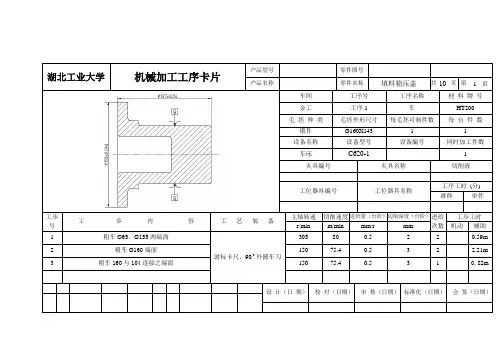
专 业 机械加工工序卡片
产品型号
零(部)件图号 共 1 页 机制
产品名称 卧(立)式铣床
零(部)件名称 升降台 第 1 页
车 间 工序号 工序名称 材 料 牌 号 机加 40
镗孔 HT150 毛坯种类 毛坯外形尺寸 每 批 件 数
每 台 件 数
铸件 838⨯436⨯655 1
1 设备名称 设备型号 设 备 编 号
同时加工件数
卧式镗床 T611
1 夹具编号
夹具名称 工 位 器 具 编 号 工位器具名称
镗模 冷 却 液
工序工时
准 终
单 件
2.31
工
步
号 工 步 内 容
工 艺 装 备
主轴转速(转/分) 切削速度(米/分) 走刀量
(毫米/转) 吃 刀
深 度
(毫米) 走刀次数
工 时 定 额
描 图 机动 辅助 描 校
1 粗镗孔到φ77
Kr=︒45通孔镗刀
315 76 0.37 1.5 1 0.34
底图号
2 半精镗孔至φ79 Kr=︒45通孔镗刀
500 124 0.1 1.0 1 0.76 3 精镗孔至φ018
.0012.080+- 精镗刀
630 158 0.05
0.5
1
1.21
装订号
编制
(日期) 审核 (日期) 会签
(日期) 班级
姓名 标记 处数 更改文件号
签字
日期
标记
处数
更改文件号
签字
日期。
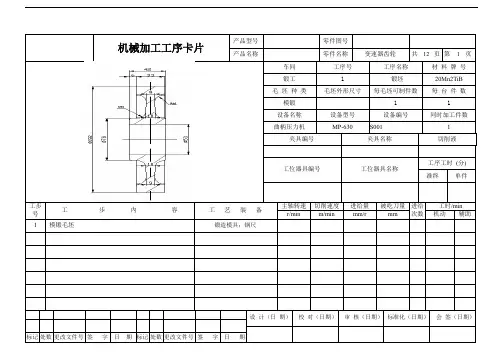
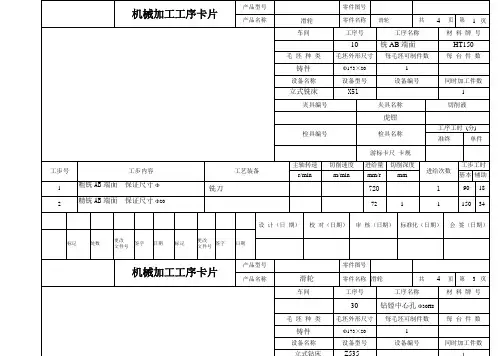
机械加工工序卡片产品型号CA10B 零(部)件图号831013 设计者:杨贤德产品名称中间轴轴承支架零(部)件名称共7页第1页车间工序号工序名称材料牌号金工20 铣HT200毛坯种类毛坯外型尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数普通铣床YG6 1 夹具编号夹具名称切削液粗铣φ140孔端面普通乳化液(三乙醇胺)工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时min1 铣φ140孔两端面专用铣夹具130 94.2 0.125 1 1 0.56X52K立铣刀机械加工工序卡片产品型号CA10B 零(部)件图号831013 设计者:杨贤德产品名称中间轴轴承支架零(部)件名称共7 页第2页车间工序号工序名称材料牌号金工30 钻HT200毛坯种类毛坯外型尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式镗床T611 1 夹具编号夹具名称切削液专用镗夹具普通乳化液(三乙醇胺)工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时min1 粗镗φ140孔专用镗夹具212 78.2 0.52 0.2 1 0.15精镗φ140孔通空镗刀315 94.3 0.26 0.05 1 0.3机械加工工序卡片产品型号CA10B 零(部)件图号831013 设计者:杨贤德产品名称中间轴轴承支架零(部)件名称共7页第 3 页车间工序号工序名称材料牌号金工40 铣HT200毛坯种类毛坯外型尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式铣床YG6 1 夹具编号夹具名称切削液粗铣φ140孔端面夹具普通乳化液(三乙醇胺)工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时min1 粗铣φ13孔端面专用铣夹具300 94.2 0.125 0.5 1 0.22X52K立铣刀机械加工工序卡片产品型号CA10B 零(部)件图号831013 设计者:杨贤德产品名称中间轴轴承支架零(部)件名称共7页第4页车间工序号工序名称材料牌号金工40 钻HT200毛坯种类毛坯外型尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z3025 1 夹具编号夹具名称切削液专用钻夹具普通乳化液(三乙醇胺)工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工步工时min1 钻φ13孔专用钻夹具400 22 0.9 1 0.17Ø13mm标准高速钢麻花钻机械加工工序卡片产品型号CA10B 零(部)件图号831013 设计者:杨贤德产品名称中间轴轴承支架零(部)件名称共7页第5页车间工序号工序名称材料牌号金工50 铣HT200毛坯种类毛坯外型尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式铣床YG6 1 夹具编号夹具名称切削液专用铣夹具普通乳化液(三乙醇胺)工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时min1 粗铣两侧φ13孔端面,保证尺寸12. 专用铣夹具300 94.2 0.125 2 1 0.17X52K立铣刀机械加工工序卡片产品型号CA10B 零(部)件图号831013 设计者:杨贤德产品名称中间轴轴承支架零(部)件名称共7页第6 页车间工序号工序名称材料牌号金工40 钻HT200毛坯种类毛坯外型尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z3025 1 夹具编号夹具名称切削液专用钻夹具普通乳化液(三乙醇胺)工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时min1 钻两侧φ13孔专用钻夹具400 22 0.9 1 0.14Ø13mm标准高速钢麻花钻机械加工工序卡片产品型号CA10B 零(部)件图号831013 设计者:杨贤德产品名称中间轴轴承支架零(部)件名称共7 页第7页车间工序号工序名称材料牌号金工40 钻HT200毛坯种类毛坯外型尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数立式钻床Z3025 1 夹具编号夹具名称切削液专用钻夹具普通乳化液(三乙醇胺)工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备(含:刀具、量具、专用工具)主轴转速r/min切削速度m/min进给量mm/z切削深度mm进给次数工步工时min1 钻两侧φ7.2孔专用钻夹具400 22 0.8 1 0.11Ø7.2mm标准高速钢麻花钻。
苏州市职业大学机电工程学院机械加工工序卡片产品型号零件图号编号产品名称零件名称轴共 1 页第 1 页工序号20工序名称粗车端面,打中心孔工时定额(分)设备名称车床设备型号CA6140设备编号材料牌号45钢工装代号名称及规格刀具6CR206/04.08 端面刀GB 6078-1985 中心钻量具DB/T21389--2008 游标卡尺0.02,0-125夹具工步号工步内容主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量/mm进给次数自定心卡盘1左车端面1120 191 0.33 2.5 1 辅具2 打中心孔560 95.4 0.1 8 13 左车端面11201910.33 2.514 打中心孔56095.40.181设计审核标准化会签批准标记处数更改文件号签字日期机电工程学院产品名称零件名称轴共 1 页第 1 页工序号30工序名称粗车外圆工时定额(分)设备名称车床设备型号CA6140设备编号材料牌号45钢工装代号名称及规格刀具HB 6944-1994 45°外圆车刀量具DB/T21389--2008 游标卡尺0.02,0-125夹具工步号工步内容主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量/mm进给次数顶尖装夹1车φ52的外圆1120 191 0.33 1.5 1 辅具2 车φ34的外圆1120 186 0.33 3 33 车φ29的外圆1120117.80.33 2.514 车φ24的外圆112099.20.33 2.515 调头车φ34的外圆1120 186 0.33 1.5 6设计审核标准化会签批准标记处数更改文件号签字日期机电工程学院产品名称零件名称轴共1 页第 1 页技术要求:1、45号钢淬火之后没有回火之前,硬度大于HRC55为合格2、45号钢不要采用渗碳淬火的热处理工艺3、进行调质处理工序号40工序名称热处理工时定额(分)设备名称设备型号设备编号材料牌号45钢工装代号刀具量具夹具工步号工步内容主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量/mm进给次数1 热处理辅具设计审核标准化会签批准标记处数更改文件号签字日期装夹好工件后,调整主轴转速和进给量,研磨好后,调头,对另一端进行研磨。