工艺过程卡模板
- 格式:doc
- 大小:45.00 KB
- 文档页数:1
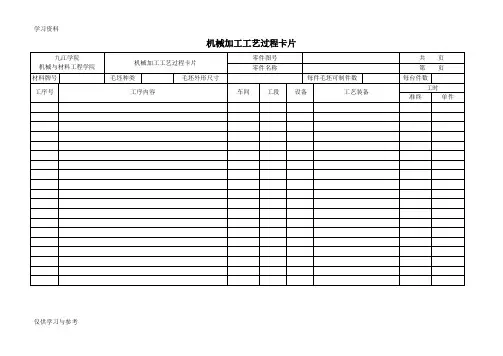
工艺流程卡模板工艺流程卡模板工艺流程卡是指在产品生产过程中,对每个工序进行详尽记录的文件,用于指导和管理生产流程。
下面是一个工艺流程卡模板,以供参考:流程卡编号:____________________产品名称:_______________________工艺名称:_______________________版本号:_________________________编制日期:_______________________编制人:_________________________一、工序信息工序名称:________________________工序编号:________________________所需设备:________________________二、工序步骤步骤1:_________________________________步骤2:_________________________________步骤3:_________________________________步骤4:_________________________________步骤5:_________________________________步骤6:_________________________________步骤7:_________________________________步骤8:_________________________________ 三、工序参数指标1:___________________范围:____________ 指标2:___________________范围:____________ 指标3:___________________范围:____________ 指标4:___________________范围:____________ 指标5:___________________范围:____________四、工序检验检验项目1:___________________________判定标准:___________________检验项目2:___________________________判定标准:___________________检验项目3:___________________________判定标准:___________________检验项目4:___________________________判定标准:___________________检验项目5:___________________________判定标准:___________________五、注意事项1. 请确保设备和工具的正常运行,以免影响生产效率和产品质量。
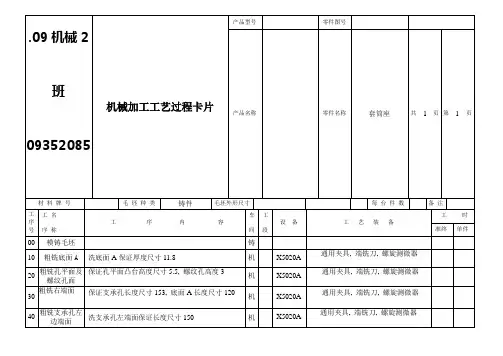
机械加工工艺过程卡片班级:1404032精品姓名:精品机械加工工艺过程卡片精品(厂名)机械加工工序卡片产品型号零件图号01—01—01产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—01三爪卡盘工序工时标准单件39.46s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助1粗车端面及外圆三爪卡盘,YG6硬质合金车刀,表面粗糙度仪90450.5 1.25122s17.46s精品(厂名)机械加工工序卡片产品型号零件图号01—01—02产品名称轴套零件名称轴套共(7)页第(3)页车间工序号工序名称材料牌号机加工车间钻孔GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数Z30251夹具编号夹具名称切削液ZY—02钻床专用夹具工序工时标准单件260s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助2钻θ6,θ10,,θ14,,θ18通孔Z3025摇臂钻床,钻床专用夹具10020.54530200s60s精品(厂名)机械加工工序卡片产品型号零件图号01—01—03产品名称轴套零件名称轴套共(7)页第(4)页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—04三爪卡盘工序工时标准单件61.5s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助3粗,精细镗θ20通孔θ30圆柱孔,θ30至θ36的圆锥孔C620-1车床专用夹具内径百分尺,表面粗糙度仪表330490.202521s40.5s精品(厂名)机械加工工序卡片产品型号零件图号01—01—04产品名称轴套零件名称轴套共(7)页第(5)页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—01三爪卡盘工序工时标准单件110s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助4粗车精车θ49至标准尺寸θ4890度外圆车刀,游标卡尺,三爪卡盘120350.65 1.25350s60s精品(厂名)机械加工工序卡片产品型号零件图号01—01—05产品名称轴套零件名称轴套共(7)页第(6)页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—01三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助5换端面保护夹θ48粗精车θ50至标准尺寸θ4090度外圆车刀,游标卡尺,三爪卡盘120460.652370s60s精品(厂名)机械加工工序卡片产品型号零件图号01—01—06产品名称轴套零件名称轴套共(7)页第(7)页车间工序号工序名称材料牌号机加工车间车削GCR15毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY—01三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助6车端面至标准尺寸保证长度17mm,40mm90度外圆车刀,游标卡尺,三爪卡盘120460.65 1.1270s60s如有侵权请联系告知删除,感谢你们的配合!精品。
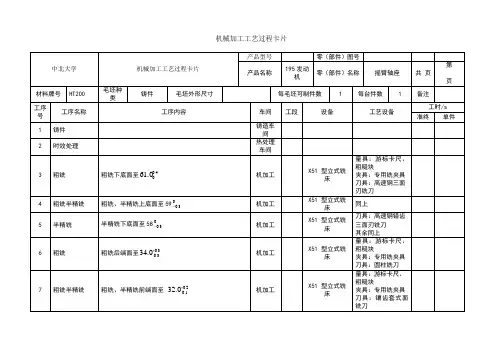
机械加工工艺过程卡片中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第1 页车间工序号工序名材料牌号机加工3粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1粗铣下底面量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:高速钢错齿三面刃铣刀651设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第 2页车间工序号工序名材料牌号机加工4粗铣半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件11设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1粗铣上底面量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:高速钢三面刃铣刀6512半精铣上底面同上80116设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第 3页车间工序号工序名材料牌号机加工5半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1半精铣下底面刀具:高速钢错齿三面刃铣刀量具:游标卡尺、粗糙块夹具:专用铣夹具80136设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第 4页车间工序号工序名材料牌号机加工6粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1粗铣后端面量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:圆柱铣刀6519设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第5 页车间工序号工序名材料牌号机加工7粗铣半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1粗铣前端面量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:镶齿套式面铣刀6512半精铣前端面同上6511设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第6 页车间工序号工序名材料牌号机加工8半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1半精铣后端面量具:游标卡尺、粗糙块夹具:专用铣夹具刀具:镶齿套式面铣刀6511设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第7页车间工序号工序名材料牌号机加工9粗镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工卧式车床CM6125夹具编号夹具名称切削液专用车床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1粗镗刀具:YG8硬质合金镗刀夹具:专用夹具量具:游标卡尺塞规2086414设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第 8页车间工序号工序名材料牌号机加工10钻孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x811设备名称设备型号设备编号同时加工立式钻床Z525夹具编号夹具名称切削液专用钻床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1钻孔刀具:莫式锥度麻花钻夹具:专用夹具量具:游标卡尺塞规39413134设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第9页车间工序号工序名材料牌号机加工11半精镗精镗HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造52x50x5811设备名称设备型号设备编号同时加工卧式车床CM6125夹具编号夹具名称切削液专用车床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒s-1切削速度/m﹒s-1进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1半精镗刀具:YG8硬质合金镗刀夹具:专用夹具量具:游标卡尺塞规30001503192 精镗刀具:YG3X硬质合金镗刀夹具:专用夹具量具:游标卡尺塞规3000150338设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片中北大学机械加工工序卡片产品型号零(部件)图号产品名称195发动机零(部件)名称摇臂轴座共10页第10页车间工序号工序名材料牌号机加工12粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造11设备名称设备型号设备编号同时加工立式铣床X51夹具编号夹具名称切削液专用铣床夹具工位器具编号工位器具名称工序工时/s准终单件工步号工步内容工艺设备主轴转速/r﹒min切削速度/m﹒min进给量/mm﹒r-1走刀长度/mm进给次数工步工时/s机动辅助1铣槽口刀具:锯片铣刀夹具:专用夹具量具:游标卡尺375手动10145设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
机械加工工艺过程卡片模板
工件名称:拉丝模具
1、工序名称:铣削
2、操作要求:
(1)铣削机床用铣刀铣削工件。
(2)使用稳定的铣刀,保证加工精度。
(3)工作台的水平度和垂直度必须适宜,保证铣刀的滚动和切削效果。
(4)请确保机器正常工作,检查工具的寿命可以得出可靠的加工结果。
3、工序参数:
(1)主轴转速:1500-2500转/分钟
(2)刀具:铣刀
(3)切削行程:X轴-400mm, Y轴-400mm, Z轴-400mm
(4)加工方法:铣削
(5)切削参数:进给量0.1-0.2mm/次,切削深度0.5-1mm/次
4、操作步骤:
(1)将拉丝模具放置在铣削机床上,确保工件固定。
(2)将正确的铣刀安装在机床上,确保铣刀牢固。
(3)回转机轴,将铣刀正确对准工件。
(4)依据设计图样安装棘轮,将进给量调节到需要的值,启动机器,调整主轴转速到设定值。
(5)按照设计图样操作,首先以低进给量开始切削,然后逐渐增加
进给量,以达到需要的加工精度。
(6)加工完成后,复检工件尺寸,若符合要求,则可以将其加以检
验和清理。
5、质量控制:
(1)操作前,必须对工序和工件进行检查,保证加工质量。

工艺流程卡模板工艺流程卡是一种用于记录和传递生产工艺信息的重要文档。
它包含了从原材料准备到最终成品制作的详细工序和操作要求。
在生产过程中,工艺流程卡扮演着指导作用,帮助生产人员准确无误地完成各项工作。
下面是一个工艺流程卡的模板示例,旨在帮助企业制定自己的工艺流程卡。
工艺流程卡模板1. 产品信息•产品名称:•产品代码:•规格型号:•客户要求:2. 原材料准备•原材料代码:•采购批次号:•数量:3. 工艺要求•工艺步骤:•操作要求:•产品缺陷:•质量控制点:4. 设备与工具•设备名称:•编号:•清洁要求:5. 工序流程工序1:•工序名称:•操作者:•准备时间:•操作步骤:1.步骤1:2.步骤2:3.步骤3:•检验要求:工序2:•工序名称:•操作者:•准备时间:•操作步骤:1.步骤1:2.步骤2:3.步骤3:•检验要求:(继续添加更多工序)6. 检验与测试•检验项目:•检验方法:•标准要求:•检验结果:7. 包装与储存•包装要求:•标签要求:•储存条件:8. 工艺确认与批准•工艺制定者:•工艺审核者:•工艺批准者:结论工艺流程卡是企业管理生产过程中不可或缺的文档,它详细记录了产品制造过程中的所有工序和操作要求。
通过使用工艺流程卡,企业可以提高生产工作的准确性和一致性,避免因操作失误导致的质量问题。
同时,工艺流程卡也为质量管理人员提供了重要的数据来源,可以用于监控和改进生产工艺。
因此,制定和使用工艺流程卡对于企业来说非常重要。
使用上述模板可以帮助企业制定规范的工艺流程卡,以确保生产过程的良好运行和产品质量的稳定性。
焊接工艺过程及工序卡片模板1. 简介本文档旨在提供焊接工艺过程及工序卡片模板,以便在焊接作业中记录和管理相关数据。
该模板可用于不同类型的焊接工艺,包括手工电弧焊、气体保护焊、焊接机器人等。
2. 工艺过程2.1 准备工作- 确定焊接工件的材料和尺寸。
- 准备焊接设备和材料,包括焊接机、电极、焊丝等。
- 清洁焊接表面以确保良好的焊接质量。
2.2 焊接操作- 调整焊接设备参数,如电流、电压等。
- 采用正确的焊接技术和操作方法,如垂直焊接、水平焊接等。
- 控制焊接速度和焊接温度,以避免焊接缺陷和变形。
2.3 检验及修正- 对焊接接头进行检验,包括外观检查和非破坏性检测。
- 如有缺陷或不合格部分,及时进行修正和补焊。
- 重新检验修正后的焊接接头,确保符合质量标准。
3. 工序卡片模板3.1 概述工序卡片用于记录和管理焊接过程中的关键信息。
以下是一个示例模板:3.1.1 任务信息- 焊接任务编号:- 焊接工件名称:- 焊接工件材料:- 焊接工艺规程编号:3.1.2 焊接参数- 电流:- 电压:- 焊接速度:- 焊接温度:3.1.3 操作步骤- 准备工作:- 焊接操作:- 检验及修正:3.1.4 检验记录- 外观检查结果:- 非破坏性检测结果:4. 结论本文提供了一个焊接工艺过程及工序卡片模板,帮助记录和管理焊接作业中的重要信息。
使用该模板可以提高焊接质量和效率,确保焊接接头符合质量标准。
根据具体工艺需要,可以对模板进行调整和完善。
机械加工工序卡片产品型号零部件图号蚌埠学院机械加工工艺卡片调整臂外壳产品名称零部件名称共8页第1页车间工序号工序名材料牌号1 粗铣端面 KT350毛坯外每毛坯可毛坯种类每台件数形尺寸制件数铸件 1 1设备名称设备型号设备编号同时加工件数立式铣床 X51 1夹具编号夹具名称切削液专用夹具工序工时工位器具编号工位器具名称准终单件0 71.76s 工主轴切削进给背吃工步工时进给步工艺装备速度速度量刀量工步内容次数号 r/min m/min mm/r mm 机动辅助粗铣A面至35.05-35.695 端铣刀 1 104 49.1 0.8 1.5 1 15.6s 2.34s mm Ra12.5um 游标卡尺粗铣C面至13.5-12.865mm 端铣刀 2 104 49.1 0.8 1.5 1 15.6s 2.34sRa12.5um 游标卡尺粗铣B面至33.969-34.031 端铣刀 3 104 49.1 0.8 1.5 1 15.6 2.34s mm Ra12.5um 游标卡尺粗铣D面至13-12.73mm 端铣刀 4 104 49.1 0.8 1.5 1 15.6 2.34s 描图Ra12.5um 游标卡尺描校底图号装订号设计审核标准化会签(日期) (日期) (日期) (日期) 标处更改文签日标处更改文签日记数件号字期记数件号字期机械加工工艺过程卡片产品型号零件图号蚌埠学院机械加工工艺过程卡片产品名称零件名称调整臂外壳共1页第1页每毛坯可材料牌号 KT350 毛坯种类铸件毛坯外形尺寸 1 每台件数 1 备注制件数工时工名工序号工序内容车间工段设备工艺装备序称准终单件粗铣凸台粗铣两端面至X51立式铣高速钢套式面铣刀、游标卡35.881 两端面34.031~33.969mm Ra12.5um 床尺、专用夹具 s半精铣凸半精铣两端面至32~31.83mm X51立式铣高速钢套式面铣刀、游标卡58.932 台两端面 Ra6.3um 床尺、专用夹具 s镗孔T716立式金3 镗刀、游标卡尺、专用夹具62.1s Φ62mm 刚镗床X51立式铣 4 铣槽26m 38.5s 铣刀、游标卡尺 +床铣舌台两粗铣、半精铣至12~11.76mm XA613卧式高速钢套式面铣刀、游标卡94.815 面 Ra6.3um 铣床尺、专用夹具 s钻Φ12mm钻、粗铰孔至12.18~12.16mm X525立式复合麻花钻、铰刀内径千分16.566 孔 Ra6.3um 钻床尺 s钻孔31.877 台式小钻床麻花钻5XΦ4(3mm s钻Φ13mm钻孔至 X525立式33.128 孔并钻沉复合麻花钻 13.12~13mmRa25um 钻床 s 头孔钻孔钻孔至13.92~13.8mm X525立式23.01描图 9 复合麻花钻Φ13(8mm Ra25um 钻床 s钻M10螺X525立式77.5610 钻底孔复合麻花钻描校纹底孔钻 s钻Rc1/8锥X525立式77.9511 钻底孔复合麻花钻螺纹底孔钻床 s 底图号12 攻丝攻丝 13 去毛刺钳工台装订号14 清洗清洗机 15 终检设计审核标准化会签 (日期) (日期) (日期) (日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。
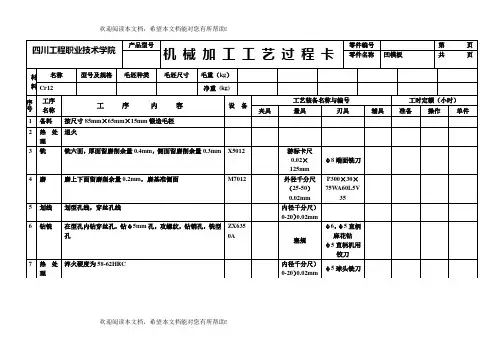
机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号Ⅰ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ155的端面YG8,90°9044.930.65 1.30.723Ⅱ粗车Φ155的外圆YG8,90°9044.930.81 1.10.233Ⅲ粗车Φ100的外圆YG8,90°9044.930.810.750.233Ⅳ粗车Φ75的外圆YG8,90°9044.930.65 1.50.257设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 4 页车间工序号工序名称材料牌号Ⅲ切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ切槽成形刀具9044.930.65 5.250.124设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 5 页车间工序号工序名称材料牌号Ⅳ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ65的端面YG8,90°15039.210.5220.23Ⅱ粗车Φ65的外圆YG8,90°15039.210.650.750.205Ⅲ粗车Φ80的端面YG8,90°15039.210.5220.173Ⅳ粗车Φ80的外圆YG8,90°15039.210.65 1.50.153设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第 6 页车间工序号工序名称材料牌号Ⅴ镗孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗镗Φ47的内孔YG8,45°600103.240.35 1.50.095Ⅱ粗镗Φ47的内孔表面YG8,45°600103.240.5220.192Ⅲ粗镗Φ32的内孔YG8,45°600103.240.35 1.50.214设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称填料箱盖零件名称填料箱盖共8 页第7 页车间工序号工序名称材料牌号Ⅵ钻Φ13.5的孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ钻Φ13.5的孔麻花钻272110.360.50.225设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第8 页车间工序号工序名称材料牌号Ⅶ加工M10的螺纹孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ加工M10的螺纹孔麻花钻,丝锥27290.48 1.60.287设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期。